


こんにちは。
久しぶりに物づくりをしました。車のロールケージです。
レーザー加工機、レーザー溶接機、パイプ切断機、パイプ溶接機と新しい機械が増えましたので、とても作業効率が上がりました。
そちらのご紹介も兼ねております。興味のある方はご覧ください。
各作業の動画は最後に載せています。
競技の車検でロールケージの材質(アルミ)を指摘され、あわや失格寸前。。。(汗)
これはこれで気に入っていたんですが鉄で作り直します。ちなみに作ったのは2017年でした。9年間お疲れさまでした。

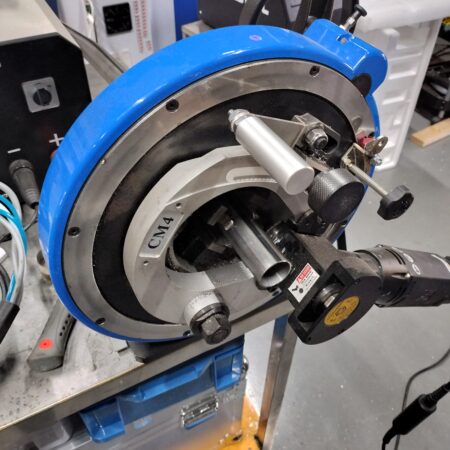
パイプ曲げをどうしようかと思っていたんですが、色々考えた結果これでいってみました。
38φ/2tの鉄パイプですが、さすが油圧リフト余裕で曲がります。
最大75度ぐらいまで曲げてみましたが、シワ寄らずいい感じでした。

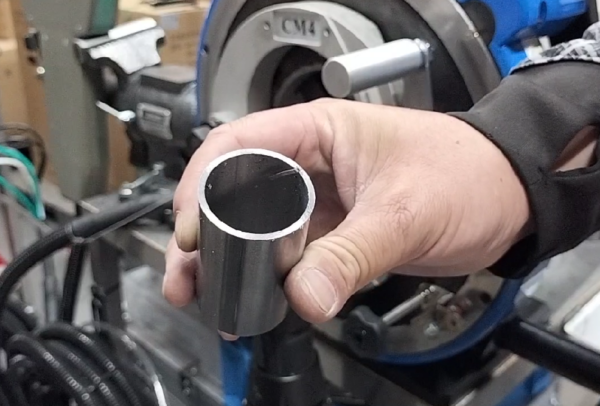
高精度パイプカッターで測った長さに切断します。
完全な垂直が出て、バリもほとんど無く、切ってそのまま溶接できます。
音もバンドソーと同じレベルで、切削油も使いませんのでそれを拭き取る作業もありません。
パイプの溶接は、クランプしてボタンを押すだけの自動溶接機を使います。

この仕上がりです。
パイプ切断機もパイプ溶接機も、垂直切断/溶接限定にはなりますが、非常に便利です。会社では自前の治具を作って、15度程度までならば斜め切りにも対応させています。

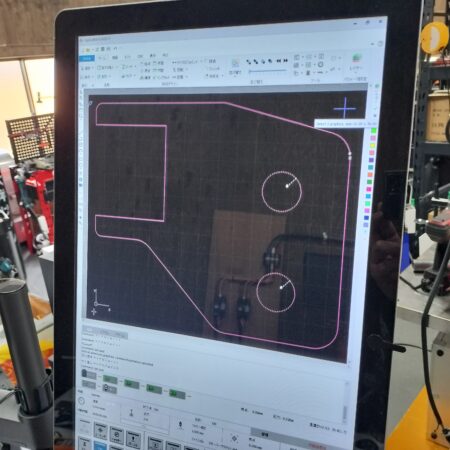
車体に取り付け部分のステーです。図面を書けば9割終わったようなものです。
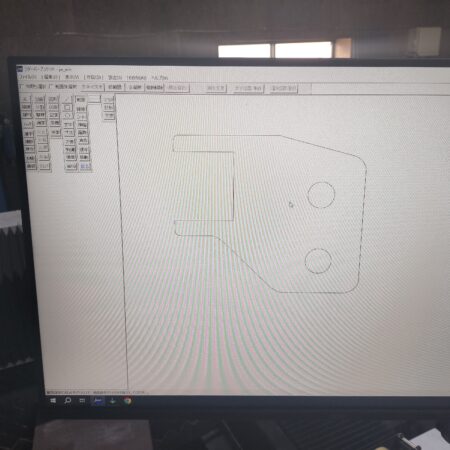
レーザー加工機で読み込んで、微調整を入れるだけです。
ボルト穴は精度よく空けたかったので、リード線を追加しました(加工機側のソフトで簡単にできます)。
切りあがりました。切っている時間は20秒ぐらいです。
人が手で作るのとは雲泥のスピードと精度です。

切断面はこんな感じ、アシストガスは窒素です。4mmですと酸素を使うか迷うところでした。
切った鉄板が下に落ちると回収が手間なので、右端にマイクロジョイントを1mmだけ入れています。手で軽くグリグリするだけで切り離せます。

裏面です。
軽く取れるレベルではありますが、ノロが付着していました。
この辺りはレーザー加工機の設定でもう少し改善されるかもしれません。

車体のボルト穴と共締めして仮組みします。
レーザー加工で開けた穴なのでドンピシャです。

パイプ端面は蓋をしておきました。こちらはファイバーレーザー溶接です。
手回しで溶接し、ポジショナー使っていませんが簡単です。

車体に装着した状態で点付け溶接します。
点付けだけだとTIGトーチの方が取り回しが良いので、ここはTIGで。
仮止めやちょっとした修正はTIG、本溶接はファイバーレーザーって感じで使い分けてます。

さきほどのステーとパイプ、ついでに補強の三角もレーザー加工機で切り出して、TIGで仮止め→ファイバーレーザー溶接です。

車体とボルト止めする受けは自動パイプ溶接機で溶接。
ブラケット側の黒皮を剥がずに溶接してしまったのでちょっと汚いんですが、プールを見て頂いたらダウンスロープが効いている事が分かるかと思います。その辺りも細かく調整できます。

T字の継手はファイバーレーザー溶接+TIGでちょっと修正入れました。
全部TIGでやるより速くて気も楽です。

という事で完成!何とか競技会に間に合いそうです。

車体に取り付けてこうなります。

動画はこちらです。
各機種のデモ機は店舗にございます。
詳細はお気軽にお問合せください!
WELDTOOL本社(福岡):092-834-2116
WELDTOOL関東(埼玉):048-954-8901





