こんにちは。
本日は薄板のTIG溶接についてです。
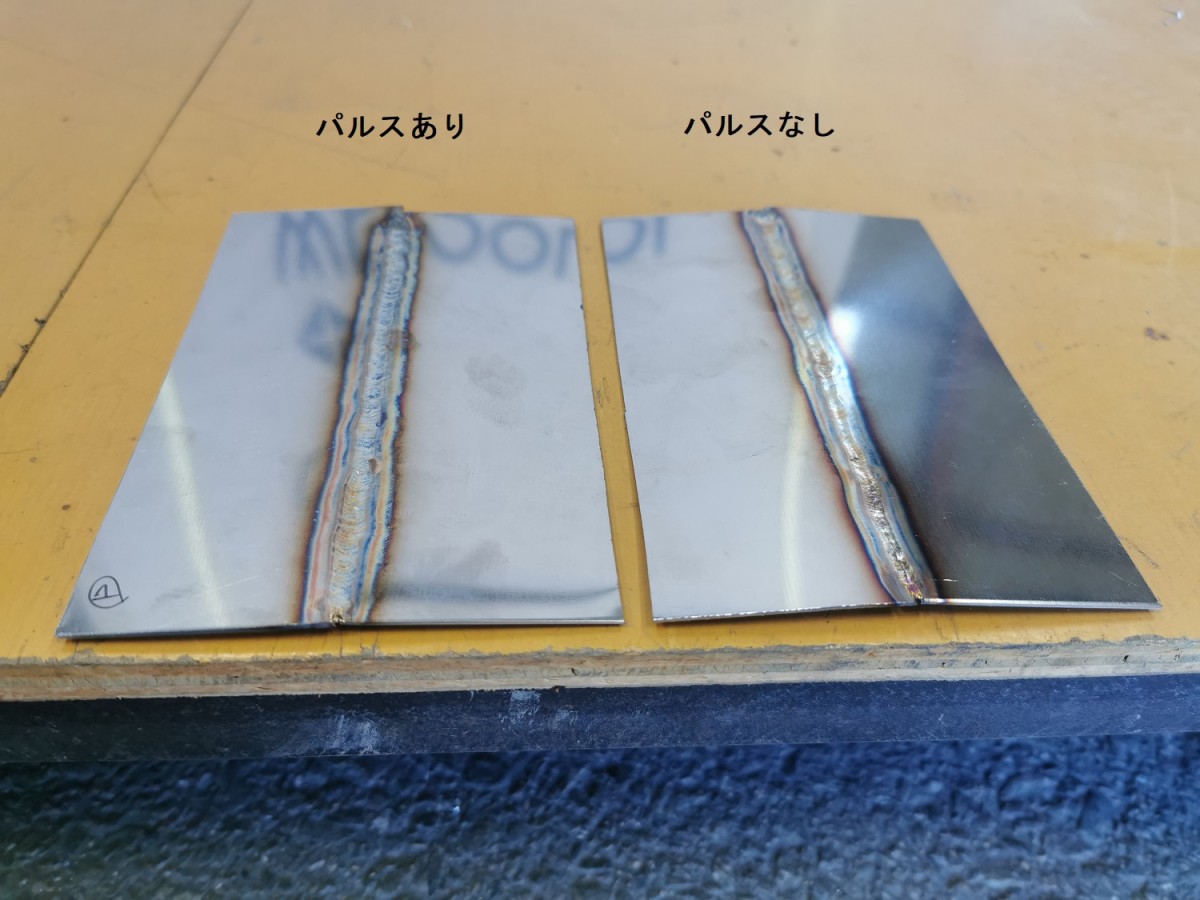
上の写真の板厚は0.5mmで個人的にはもう限界ってレベルなんですが、溶接って母材の板厚が薄くなればなるほど、その難易度は上がります。
例えば、TIG溶接で板厚5mmであれば、多少大雑把に隙間が1mmとか空いていても溶接できますが、これが板厚1mm以下とかになってくると、板の隙間が光に当てても分からないぐらいにしておかないとすぐに穴が空いてしまいます。
そんな難しい薄板のTIG溶接ですが、タングステン電極を交換することでかなり溶接し易くなりますので、試したことが無い方は是非ご覧ください。
まずはこちらのイラストをご覧ください。
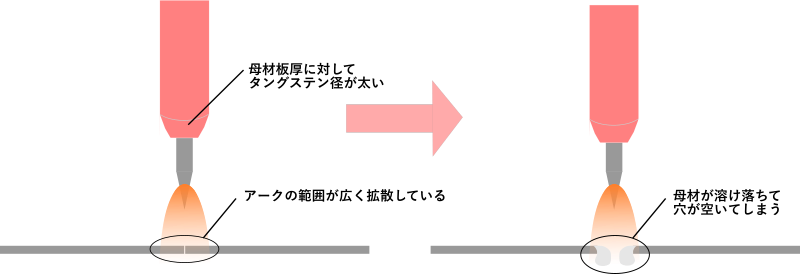
例えば母材板厚0.8mmに対してφ1.6のタングステンを使ったとしましょう。母材板厚的に溶接電流は20A程度でしょうか。
これだけ低い電流であればφ1.6のタングステンではアーク自体が飛びにくいですし、アークが発生しても広い範囲にアークが当たってしまい、プールができる前に母材にはすぐに穴が空いてしまいます。
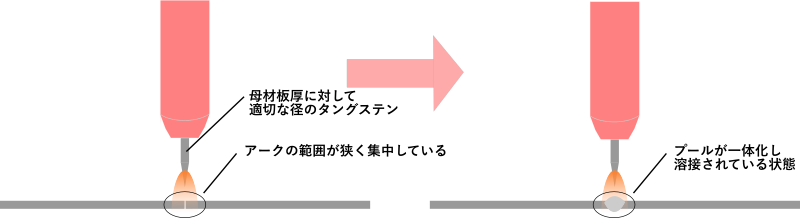
これがφ1.0のタングステン電極を使ったとしましょう。
アークスタートも良好になり、アークも無駄に広範囲に当たらず母材端部に集中する為、効果的に母材端面を溶融させることで溶け落ちてしまう前にプールが融合し、溶接ができました。
ここに書いていることは筆者の想像ではあるのですが、恐らく理屈は合っていると思います。
経験上、母材厚が1mm以下はφ1.0のタングステンを使った方が溶接自体はかなりやり易くなりますが、溶接前の準備もかなり重要で、とにかく母材同士の隙間を出来る限り詰めておく必要があります。
あと一番重要なのは。。。機械うんぬんよりも下準備も含めた溶接の腕です。会社に元溶接工の人が入社したことで、段取りがどれだけ大事かヒシヒシと感じさせられました。
ご不明な点などございましたら、お気軽にご連絡下さい。
株式会社WELD TOOL 092-834-2116