


こんにちは。
今までアルミ溶接はTIG押しだったんですが、WT-MIG225ALの手っ取り早さから、最近こちらに浮気気味です。
という訳で今回はタイトルの通り、角パイプとアングル(共にアルミ)をパルスミグ溶接したいと思います。
こちらのアルミ角パイプで作った車のバーに

アルミアングルのステーを溶接していきます。
別に溶接じゃなくてもいいのでは…?と言われそうですが、角パイプは厚みが2mm程度しかないためタップを切るには強度不足かつ、このアングルにはナンバーが付くので何か所もボルト留めして振動で外れるとまずいので、溶接にて固定していきます。

個人的なTIG溶接との一番のやり易さの違いが、こちらの仮止めの時です。
TIGでアルミ溶接の場合、溶けた母材同士が一体化しずらいため、基本的に溶接棒を入れながらの仮止めになるのですが、そうなってくると両手を使うので、どうしても母材をバイスか何かで固定しないといけません。
その点、半自動(パルスミグ)の場合、片手で母材を押さえて反対側の手でトーチを持てば、簡単に仮止めすることができるので、溶接自体も速いのですが、溶接前の準備時間も短縮できます。

あとはブリブリ溶接していきまして

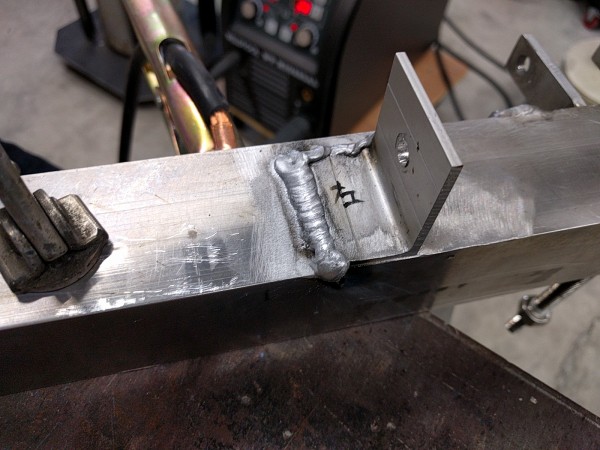
若干凸ビードになってしまいましたが、こんな感じで溶接できました。
板厚設定で無難にいきすぎた感がありますが、大穴が空いてしまうよりはマシなのでよしとします。
ついでに前回作った際、溶接を忘れていた部分も溶接していきます。

こんな感じになりました。
ビードの横にほんの僅かなスパッタが付いていることを除けば、TIG溶接と大して変わらないと思います。

以上、アルミのパルスミグ溶接でした。
今回は溶接する箇所がそこまで多くなかったので、TIGでいっても良かったのですが、条件(板厚設定、スプレー移行設定)さえ合わせてしまえば、パルスミグの方が簡単で速いです。見た目にこだわる場合はTIGの方が多少キレイにはいきますが。
ご不明な点などありましたら、お気軽にお問い合わせ下さい。
株式会社WELD TOOL 092-834-2116





