こんにちは。
車でサーキットに向かう際、工具やタイヤなどを積んで行くのですが、車が2シーターということもあって、スペース的な余裕が無くて困っていました。
というわけで、フロントのラゲッジスペースに工具箱などを積めるように、枠となる置き台をステンレスのアングルやフラットバーを使用して作ることにしました。
毎度のことですが、会社で溶接させてもらえる立場には感謝しています。
それではご覧ください。
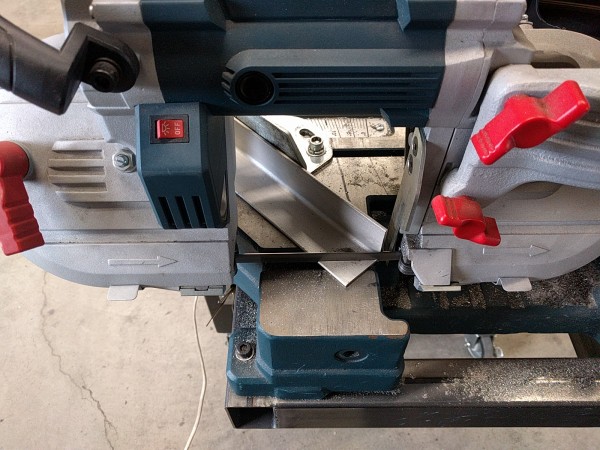
まず、ステンレスアングルをバンドソーで斜めにカットします。
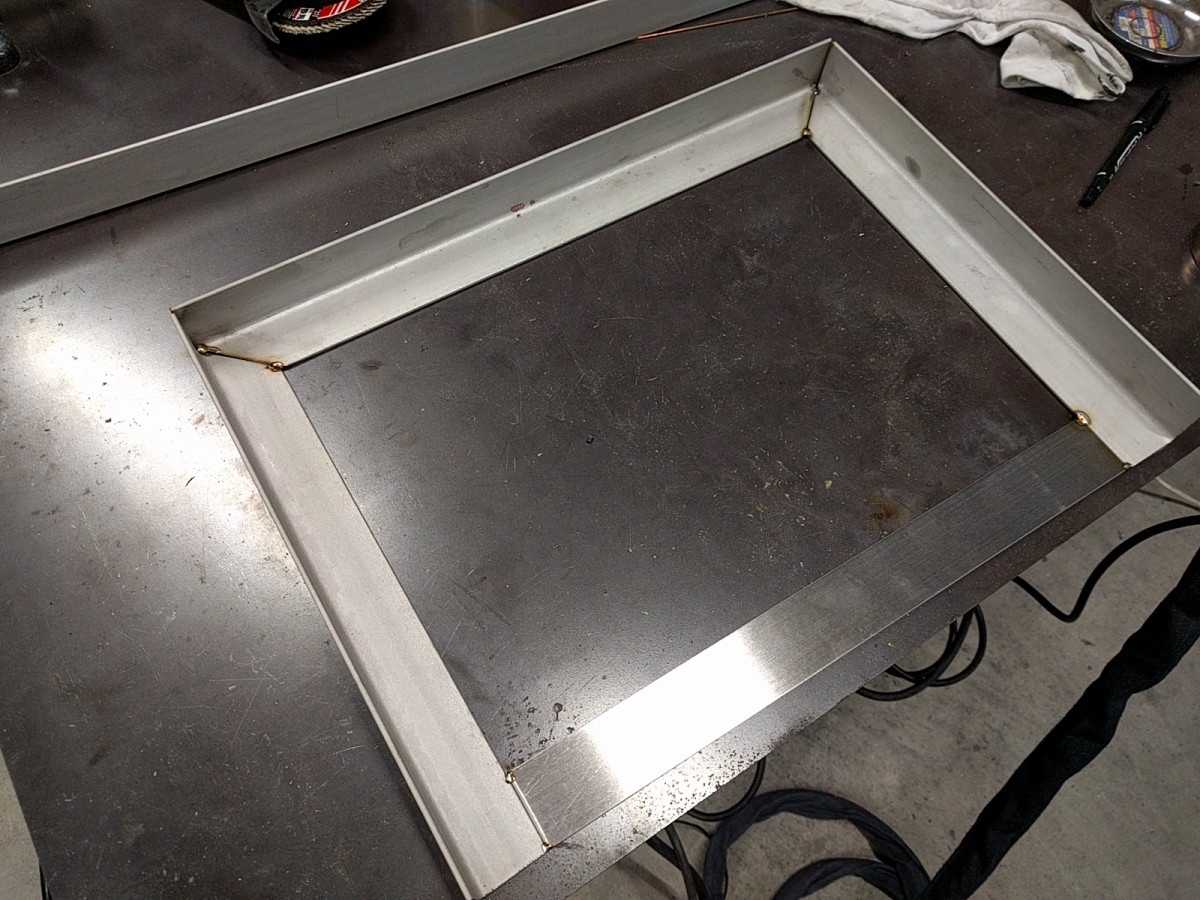
カットしたアングルをこのように組み合わせて、枠となる箇所の直角を出します。
ちなみにバンドソーの場合、キッチリ調整されたものならいいのかもしれませんが精度の問題がありますので、合わせた際に直角が出るようにバンドソー切りした後にグラインダーで多少修正をかけています。

溶接した箇所は縮む特性があるので、それを考えながら、開いている(角度が90°以上ついている)箇所から順番に仮止めしていきます。
そうすることで、溶接個所がギュッと縮んで、角度がいい感じになります。

工具箱が収まるかどうか、仮置きしてみます。
走行中にグラグラずれないよう、かなりキツめに作ったのですが大丈夫そうです。
仮止めの段階ならまだ叩いたりして修正できますけど、がっつり本溶接した後じゃビクともせず、折角溶接した箇所を切ってやり直しになっちゃいますからね(何度か経験済みです汗)。

軽くハンマーで叩いて修正し、本溶接していきます。
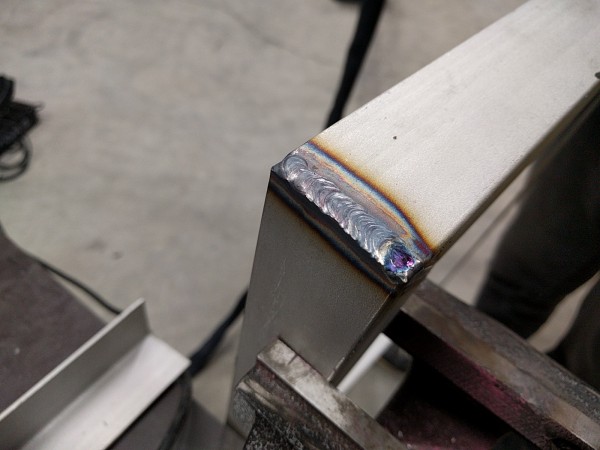
今回はパルスを使ってナメ付けしてみましたので、ご覧ください。
溶接電流(高い方):110A程度
ベース電流(低い方):20A程度
周波数:2Hz程度
パルス幅:40%程度
パルスを使った時のTIG溶接(ナメ付け)はこのような感じになります。
歪の軽減などに効果があり、溶かしては冷ましてを繰り返していくので、ダラダラと熱が入りっぱなしにならず、個人的にはパルスを使った方がキレイにいく気もします。

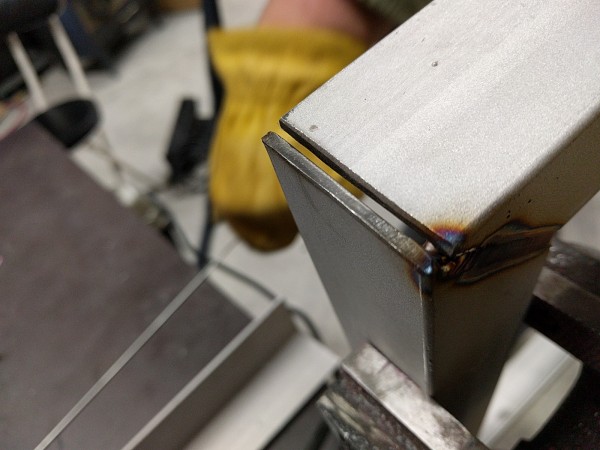
続いてこちらも溶接していきますが、ここは隙間が2mm程度空いているので、溶接棒を入れていく必要があります。
動画はこちら
溶接電流:80A程度
はっきり言ってこれは失敗です…
通常であれば、黄金色~青紫程度がいいとのことなのですが、熱が入りすぎているせいか、灰色に酸化してしまっています。
電流が高すぎたのか、溶接するスピードが遅すぎたのか…これでは試験に落とされること間違いなしです(汗)
完成した物がこちら。
車のフロントのラゲッジスペースに既存のボルト穴を使って固定し、ついでに工具箱が滑ってガチャガチャならないようにゴムのシートを貼って滑り止めとしました。
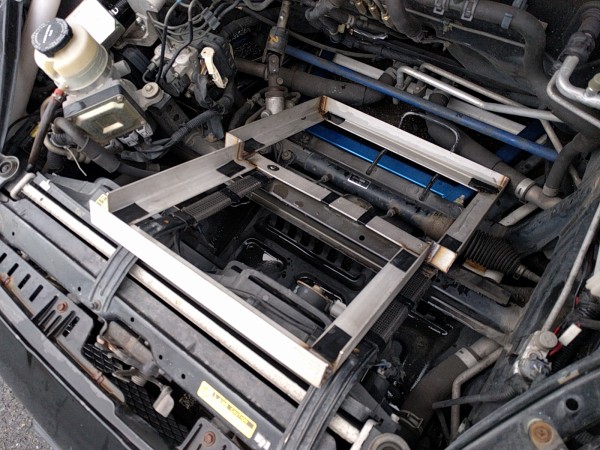
こんな感じで工具箱とインパクトがジャストフィットします。
あとは落ちないようにベルトで縛って固定すればOKです。

ここ最近アルミばかりでステンレスはしばらく溶接していなかったのですが、上手くいくとキレイな焼け模様が出て、いかにも溶接して自作した感じが出て、個人的には好きです。
反面、2番目の動画みたいに失敗すると、灰色の何とも言えないビードになってしまいますが…
アルミに比べて重い代わりに強度があるので、目的に応じて使い分けるといいかと思います。
ご不明な点などありましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116