こんにちは。
先日お問い合わせがありました。
弊社の溶接機をお持ちorご検討中のクルマ関係の方は多いかと思いますので、ご紹介いたします。

お問い合わせ内容
「車のマフラーを修理したり作ったりしたいんですが、マイクロTIGと通常TIGのスポット機能はどう違うんですか?また、アルミやチタンも後々溶接したいんですが、どちらが適しているでしょうか?」
そう思いますよねー。これがなかなか難しいところなんです(笑)
順を追って説明します。
まず、マイクロTIG溶接機WT-MTIG250とWT-TIG200Sのスポット機能を比べた場合。
マイクロTIG:アーク発生時間の調整幅が非常に細かい(1-200ms→0.200秒まで0.001秒刻みの調整が可能)
スポット機能:薄板で使うには大雑把だと感じることがある(0.1秒刻みの調整で、通常は0.1か0.2秒しか使いません。)
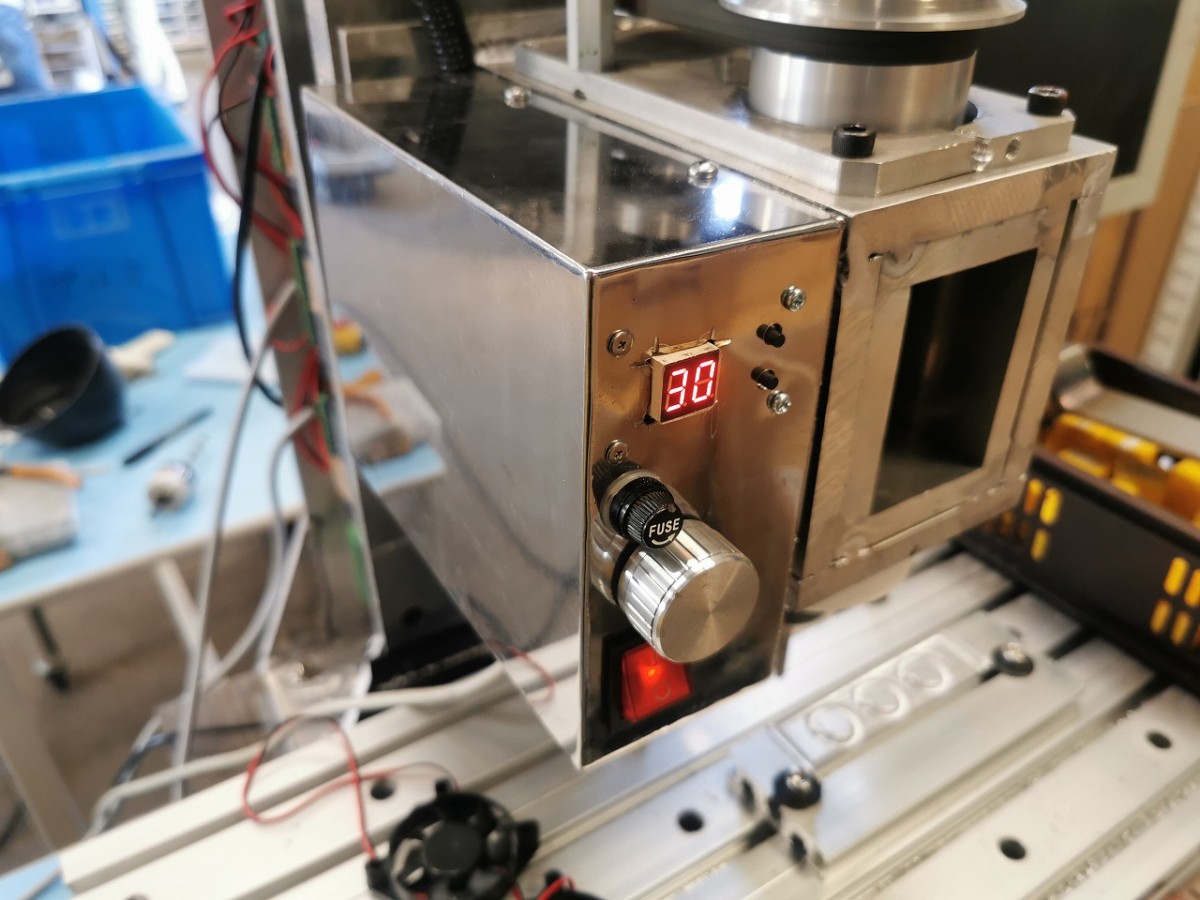
マイクロTIGのパネル。120Aのアークを80ms(0.08秒)照射する設定です。溶接電流及びアークの照射時間を細かく調整できます。もちろん押しっぱなしで連続照射もできます。

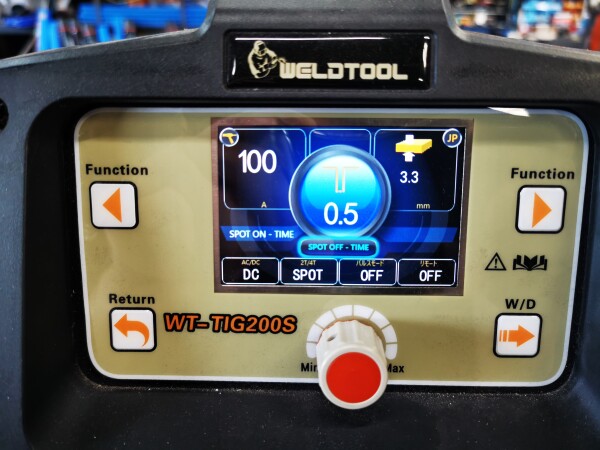
WT-TIG200Sのパネル。スポットアークの出る時間で、100Aのアークを0.1秒照射します。
照射時間はマイクロTIGと比べると大雑把なので、ほぼ溶接電流のみで調整する感じですね。ちなみに私は0.1秒か0.2秒しか使いませんw
ちなみに溶接電流を上げると影響はビード幅より、アークの時間で調整すると影響は溶け込み深さよりになります。

トーチスイッチを押しっぱなしにすると、0.5秒休止→再度0.1秒照射。これの繰り返しです。
周波数(1秒あたり何度照射するか)ではなく、何秒アークを出して何秒休止するかの設定です。
以上、これらの違いがあります。
マイクロTIGのアーク発生時間の細かい調整は何気に重要で、80msと100msでは秒で言ったら0.02秒しか変わりませんが、薄板の溶け方は体感できるぐらい違います。
例えばマフラー溶接ですと、1.0-1.5mm程度のパイプが大半だと思いますが、0.02秒の差で焼け方にハッキリと違いが出るぐらいいには差がでます。
写真の詳細な溶接条件はうろ覚えですが、120ms/100ms/80msではこれに近いぐらい変化があります。

また、マイクロTIGの他の溶接機と決定的に違うのが、溶接面です。
普通の自動遮光面は、溶接の光に反応して遮光→光が弱まったら透過を繰り返すんですが、スポットのような細かいアークの連続には反応が追い付かず、正直見えにくいです。
マイクロTIGの有線遮光面は、本体と面が有線で繋がっているおかげで、遮光とアーク発生は完全にリンクしています。ただし、ケーブルが邪魔なのが難点です。

あと、この面の周りに付いているLEDライト。これもなかなか使い勝手が良いです。
アーク照射中は遮光するためにライトは消えて、アークが止まっている時は母材を照らしてくれるので、溶接部がとても見やすいです。
マイクロで溶接するのは大半が小物なため、顔を近づけて溶接するんですが、暗いのと明るいのじゃ大違いです。
あとはトーチですね。
マイクロTIGトーチは元からフレキシブルかつ、先端が小さく作られています。
(ノズルが明らかに小さいのが分かるかと思います)

それに加えて、これらのショートキャップを組み合わせれば、かなり入り組んだ所でも溶接できます。
ちなみにトーチ差し込みに関しては、WT-MTIG250とWT-TIG200Sで互換性がありますので、TIG200Sにマイクロ用トーチが使いたければ、そちらを購入されてください。

ここまでの話では、面のケーブルが邪魔なこと以外、マイクロ推しに聞こえますよね?
続いてスポット機能以外に目を向けてみます。
まず、マイクロTIGとTIG200Sの一番の違いですが、マイクロTIG溶接機は直流専用機ですので、アルミが溶接できません。
アルミが溶接できない理由は、マイクロTIGのような一瞬のアーク発生での連続溶接はアルミの場合難しいからです。
これはアルミをTIG溶接した経験があれば分かるのですが、アルミは素材そのものの問題で、アークスタート性がステンレス等の直流TIG溶接時と比べて良くありません。
また、普通にアーク出しっぱなしでのアルミ溶接(交流)もできません。
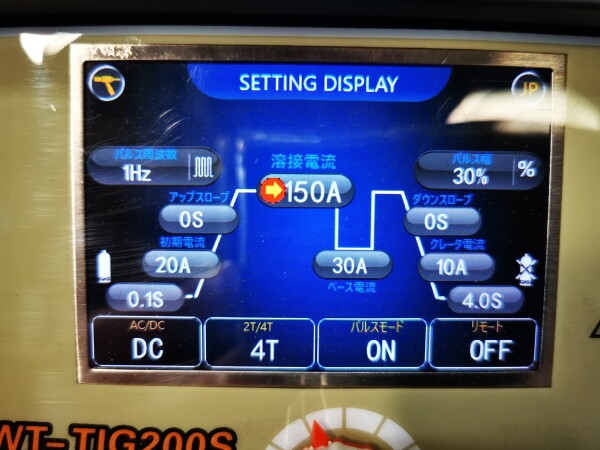
パネルもマイクロTIGはセグ表示であるのに対して、TIG200Sは液晶モニターです。
何を調整しようとしているのか、アークの出方はどう変化するか、これらが簡易的にグラフで表示されますので、感覚的に分かりやすいです。
周波数1Hzのグラフ

周波数120Hzのグラフ(間隔が細かくなっています)。

細かく設定を入れた時のTOP画面。一目瞭然で分かります。
機能面に目を向けると、マイクロTIGが薄板溶接に特化しているのに対して、TIG200Sの場合は、2T/4T/SPOT、直流/交流、パルス周波数、アップ/ダウンスロープと、TIG溶接の機能は網羅しており、全体的に充実しています。
これらを踏まえ、結局どっちがいいのか簡単に纏めると
1mm以下の薄板や、1.6φ以下の細い棒といった、小さい物の溶接が大半で、それをキレイに仕上げたい。アルミの溶接はしない→マイクロTIGがオススメです。
チタン製ブラケット厚み1.5mm

1mm以上の板が多いが、たまに1mm以下の板も溶接する。ステン、アルミ等の材質も様々。→WT-TIG200Sがオススメです。
アルミラダーバー厚み5mmパイプ+10mm補強リブ

ちなみにここだけの話、私が1台買うのであればWT-TIG200Sを購入しますw
理由は1台で大半のことができるので、わざわざ溶接機を入れ替えるといった面倒なことをしなくてもいいからです。クルマ弄りには最適な1台かと。
ただ、直流でホントに薄い(0.8mm以下とか)物をしばらく溶接するのが分かり切っているのであれば、マイクロTIGを使います。会社にはどっちもあるので自由ですw
こちらのタワーバーはチタンパイプφ0.8とチタン板厚み1.5mm/0.8mmを組み合わせて作った物ですが、パイプの組み合わせはマイクロTIGで溶接し、各部の補強リブはWT-TIG200Sのスポット機能で溶接しました。

TIG200Sのスポット機能を使った補強リブ(0.8mm)の溶接。
作業台の上に出ていたのがWT-TIG200Sだったので(笑)
パイプも板も0.8mmしかなく、細かいことを言えば確かにマイクロの方が多少やり易いんですが、スポットモードでもある程度代用できます。

以上、マイクロTIG溶接機WT-MTIG250とTIG溶接機WT-TIG200Sスポットモードの比較及び選び方でした。