

こんにちは。
近日発売予定のファイバーレーザー溶接機WT-FL1500。

今までの溶接機とは一桁違う高額な機種ですので、社長自ら絶賛テスト中で、まずはお伺いできる範囲(福岡隣県~埼玉隣県)で販売し、徐々に全国展開予定です。

そして使っていくうちに思ったのが、このトーチ。
中には精密なレンズが入っており、落下させたりしたら良くないとのこと。あまり雑に扱うわけにはいきません。

また、本体には安全ロック設定があり、そちらをONにしていると通電状態でない限りレーザーが出ない仕組みになっています。
しかし、アースを取っている作業台にトーチを横置きにしたまま(トーチが作業台に接触=母材と通電状態と判断される)誤ってトーチスイッチを押してしまうと、レーザーが暴発する危険もあります。
作業性を考えたらトーチは手元に置いておきたい。しかし安全上、作業台の上には置きたくない。できるだけ丁寧に扱いたい。
という事で、作業台に設置できるようなFLトーチホルダーを作りました。
小さい物ですし、当初はファイバーレーザーで溶接するつもりは無かったんですが、途中で使ってみたら予想以上に良かったので記事にします。興味のある方はご覧ください。

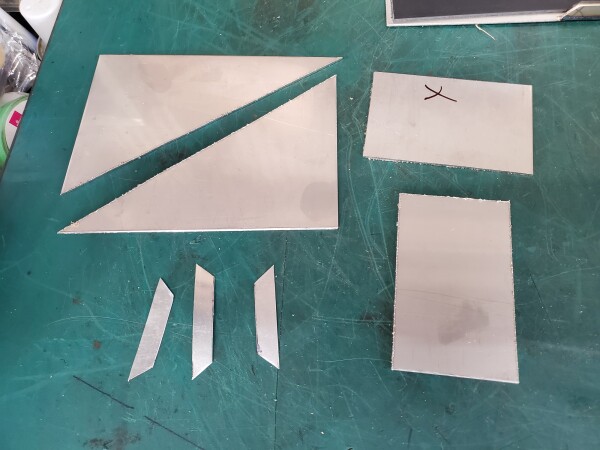
まずはいつもの如く型を作ります。
会社用に最初の1個はダンボール型だったんですが、量産することになったので、木と端材の金物型にグレードアップですw

ちょっと写真を撮ってなかったんでイメージ画像ですが、切ったステンレス板(厚み2mm)を溶接します。
とりあえず、小さい所はマイクロTIGを使いました。

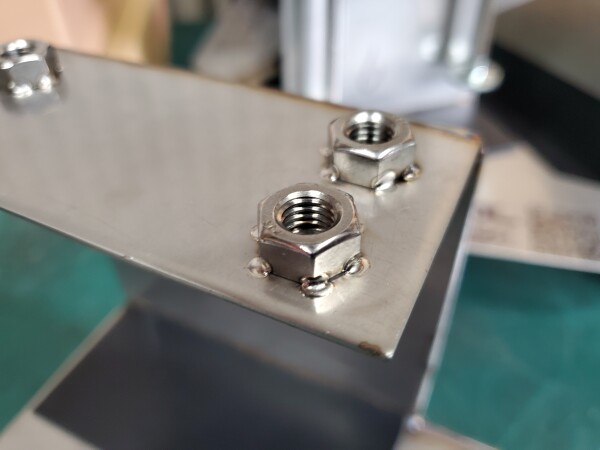
ナットも溶接。こういう細かい所ならやはりマイクロはやり易いですね。
会社のロゴも入れてみました。
さて、小物の溶接が終わったところで、まぁまぁな長さの隅肉溶接が何か所かあります。これはレーザーでいったほうが早いんじゃないか。。?
しかしこの時点で、私はレーザー溶接機を殆ど使ったことがありません。社長に相談し、レーザーが楽だよ!とのことでしたので、チャレンジしてみることに。

個人的に半自動溶接はあまり得意じゃないので、失敗したら嫌だなぁとかも思いつつ、端材で10分ぐらい練習しただけの、超初心者のレーザー溶接です。
これは。。非常にやり易いですね。
半自動溶接のようにワイヤーが出てくるんですが、半自動であればワイヤーは母材に接触する前に溶けるので、人間が自力でスライドさせますよね。
しかし、レーザー溶接はワイヤーが母材に接触した段階では溶けず、その後のレーザーによって母材もろともワイヤーが溶けて溶融します。
つまり、ワイヤーにトーチを押される感触がありますので、それに逆らわずトーチを軽く持っておくだけでいいイメージです。

思った以上に簡単だったので、突き合わせもやってみます。

隅肉の場合、V字型の溝にトーチ先端を当てていれば勝手にセンターが出ていたのに対し、突き合わせはセンターを自力で追う必要がありますので、スイング幅を広げてビード幅を広く取れば良かったかなと。
どちらかと言うと、突き合わせより隅肉溶接の方が簡単でした。普通の溶接とは逆な感触です。
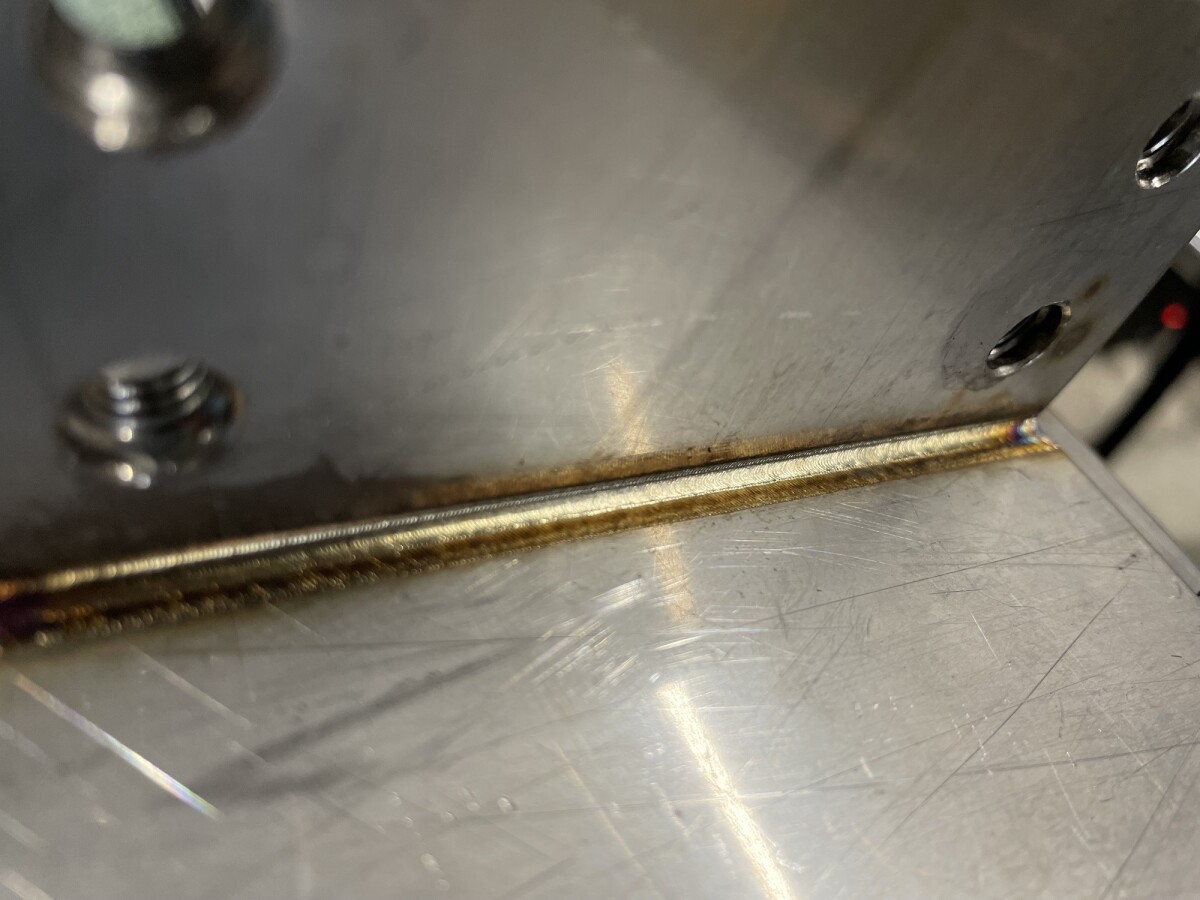
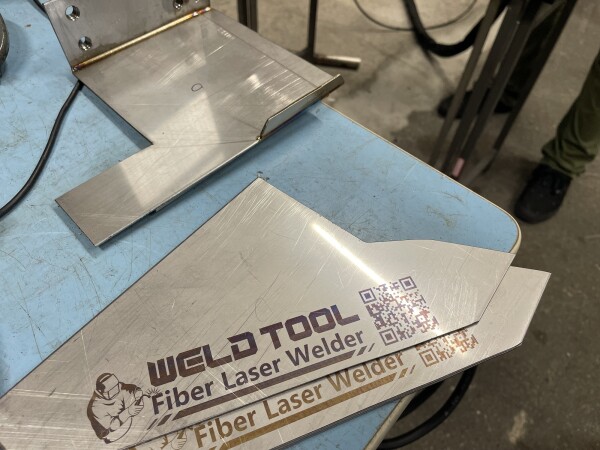
ちなみに左(金)ビードがレーザー、右(青)がマイクロTIG。マイクロ以上に焼けも少なくビードも細いです(ビードのキワで焼けの少なさが分かるかと)。まとめてレーザーで溶接すれば早かったですね。
ビード幅はスイング幅の設定で変更できます。手動でウィービングする必要はありません。

ゴムシートを貼って完成です。
ファイバーレーザー溶接機WT-FL1500を購入頂いた方に差し上げます。
出来栄えはDIYレベルですが、よろしければ使ってください。

作業台にポイっと置くよりは落としたりしにくいですし、ゴムシートで絶縁されるので、スイッチを押しても誤照射することも無いかなと。
銃口?が真下を向いた状態になるので、万が一レーザーが誤射されても地面が焦げるだけで済みます。

90角のパイプまで挟めるように作りました。
ちなみにQRコードをスマホで読み込むと、使い方動画のページに飛びます(作成中)。

やってみて思ったメリットは
・簡単で作業者の熟練度による差が出にくい。
・溶接速度が半自動並みに早い。
・スパッタが出ない。
・溶接焼けが極めて少ない。
・ビードも一定で幅も狭く溶接できるので、後々の研磨仕上げ作業がやり易い。
・安全ロックがあるので、基本的に母材と通電している時しかレーザーが出ない。
やはり一番は、簡単にキレイに溶接できることに尽きるかと。
ちなみにアルゴンは10L程度は出した方がキレイに仕上がると感じましたが、そもそも溶接速度が速いので、同じ距離の溶接であれば通常TIG溶接よりもガス消費はかなり少ないはずです。
正式販売前ではありますが、ダクト関係の設備屋さん、建築会社さん等から問い合わせを頂いています。
デメリットは
・導入費用が高価。
・機材が大きい。
・レーザーは要注意。
導入費用については、ある程度大きい物を量産するような会社さんには、人件費やアルゴンガス消費量の事を考えると数年で元が取れるんじゃないかな?とは思えます。特に流れ作業に最適です。
本体には車輪がついていますので、平面であれば一人で押せます。が、やはり簡単に持ち運べる機械ではないです(冷却水も含めて100kg以上あります)。
一番重要視して頂きたいのは、レーザー光は目には見えませんし、素材によっては反射しますので危険です(特にアルミ)。
作業者は保護メガネ保護具必須で、溶接ブースを仕切って、ガイドポインター(こちらは目視できます)の範囲内に作業者以外の人間が入らないようにする必要があります。
また、レーザーの反射する方向を頭に入れて作業するのも重要です(自分の方にレーザーが跳ね返ってこないよう、絶対にトーチを母材に対して垂直には向けない)。
安全ロックは常に入れた状態にしておけば、手元のスイッチを押してもレーザーは出ませんが、念のため。
そこにだけご注意いただければ、TIG溶接のように経験年数が無くとも、クオリティの高い溶接が出来るファイバーレーザー溶接だと感じました。
以上、ファイバーレーザー溶接機WT-FL1500の使用感でした。
商品詳細のページは製作中ですが、ご不明点や気になった方はお気軽にお問い合わせください。





