


こんにちは。
溶接をしたい物は人それぞれだと思うんですが、例えば「とりあえずくっついてくれればいい」という場合と「強度があるしっかりとした溶接がしたい」という場合では、そのやり方も変わってきます。
という事で今回は、強度も重視した溶接について説明したいと思います。
しっかりと強度を出した溶接をしたい場合、溶接した表面だけではなく、板の裏側までしっかりと溶け込んでいる事が重要になっていきます。
ただ、板厚にもよりますが、普通に溶接しただけでは板の裏側までは溶けていないケースが多いです。
下のイラストをご覧ください。
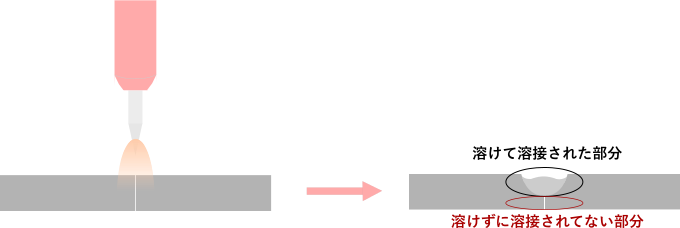
こちらはTIG溶接の例ですが、平板どうしを突き合わせて溶接しただけでは、板の裏側までは基本的に溶接されません。
そこで行うのが「開先加工」です。
下のイラストをご覧ください。
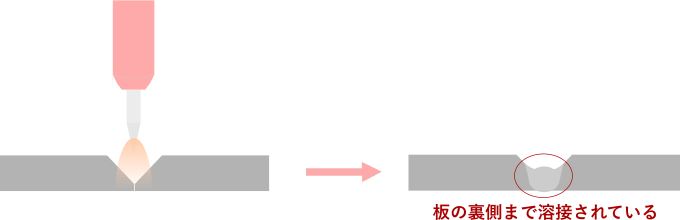
このように溶接する部分をV字に加工することで、板の裏側まで溶接され、その上から2層目、3層目と溶接を重ねていく(板厚による)事で、非常に高い強度を得る事ができます。
例えば、先日デモにお伺いした金属加工の会社さんでは、恐らく建物の骨組み部分に使うであろう、20mm程度ありそうなぶ厚いH鋼に開先加工をしていました。
ただ、板の裏にもアルゴンガス(バックシールドといいます)を流さないと酸化して黒ずんでしまいますし、開先を取る事自体が面倒ではあるため、そこまでせずに溶接するケースも多いです。
ご不明な点があればお気軽にお問い合わせ下さい。
株式会社WELD TOOL 092-834-2116





