



近くのバイク屋さんが現状渡しで販売していた物だったんですが、マフラーに穴が空いてました。
別にそのままでも良かったんですが、ちゃちゃっと穴を埋める事にしました(途中で余計な事したせいで、全然ちゃちゃっといきませんでしたが)。

マフラーに穴が空いていたら車検は通らない?
当たり前ですが、穴が空いてバリバリ煩い状態では車検に通りません。
マフラーは「排気音を静かにするための消音器」ですが、この途中には「触媒」という排気ガス中に含まれる有毒成分を浄化させる役割を持った部分もあります。
そこを通過せず大気解放=排気漏れとなるのですから、車検はNGとなります。
ちなみに筆者自身、サーキットでマフラーが割れてしまったことがあります。

この時、家に辿り着くまで持ってくれればいいかと、耐熱テープでの補修をしたことがありますが、これは30分と持たずに剥がれてしまいました。
こちらのマフラーは一周に渡って溶接割れしてしまっていたので、最初からテープじゃ厳しいだろうとは思っていたんですが、ちょっとした穴だったとしても高温の排気ガスに晒されっぱなしだと、長時間はテープじゃ耐えられないだろうなと感じました。
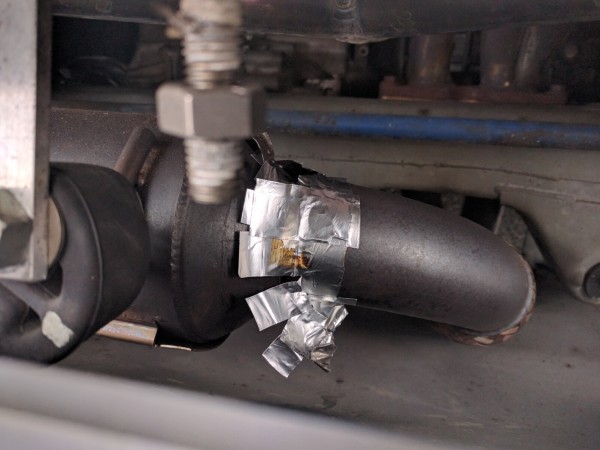
余程の小さい穴であれば自分で修理というのもアリかもしれませんが、テープやパテ等は実際に自分で両方試しましたが一時的な移動のための応急処置といったもので、これで修理完了となるようなものではありません。
また、車検の際にテープやパテで補修しているマフラーを検査官に見られたら、検査官の判断次第とはなるでしょうが、十中八九「これじゃダメです」って言われるはずです。まぁ当たり前ですね。。
マフラーの穴を放置しているとどんな影響がある?
よく言われるのは騒音問題ですよね。排気漏れしてバリバリいってると煩くて不愉快な思いをするはずです。
排気漏れは溶接している部分の割れが原因になる事が大半だと思いますが、放置していると穴がどんどん広がっていき、テールランプが溶けてしまったこともあります(実体験です)。高速で後ろからモクモク…あわや車両火災一歩手前でした(汗)

また、車の場合は運転している自分自身が排気ガス中毒となる可能性もあります。
通常、車のエンジンは運転席の前にあります。
そこから出た排気ガスは、車体下をなぞるように配置されているマフラーを通って車体後方から排出されるのですが、この間のパイプに穴が空くとどういう事になってしまうかと言うと。。
漏れたガスがエアコンの外気導入口などから車内に入り込んでしまい、自分自身が排気ガスを吸ってしまうことになります。
吹雪の中、寒かったので車で暖房をつけて仮眠していたら、そのまま帰らぬ人となってしまった。。とか聞いた事ありませんか?
原因は凍死でもなく、雪でマフラーの排気ガスの出口が塞がってしまい、僅かに穴が空いていた中間パイプから排気漏れして室内にガスが侵入、寝ていたため気付かずそのまま亡くなってしまったのです。これはちょっと大げさな例ですが。
また、一度空いた穴や割れは、放置していると振動でどんどん広がっていきます。
例えば穴が空く手前のクラック(ひび割れ)であれば、まだ溶接しやすいんです。ほとんど隙間なくヒビが入っているだけの状態ですから。
これが広がって「穴空き」となってしまうと、穴の大きさにもよりますが何倍も手間がかかります。
穴に合わせて型取りした板を作るところから始まって、それを仮合わせして何度も曲げたり微調整して、ようやく本溶接。大変です。。
こうなってくるとマフラーを修理するよりも、物自体を買い直した方が手っ取り早く安上りになることも少なくありません。
排気漏れに気付いたら、早めに車屋さんに持っていった方がいいです。
マフラーの穴の溶接修理費用はどのくらい?
これは物を見てみないと分からないというのが、溶接を行う作業者側としての本音です。
文章や口頭で説明を受けた程度では、どれぐらい時間がかかりそうなのか何とも言えないからです。せめて写真は無いと算定できません。
もし、私自身が作業するとしたら、ちょっとしたヒビをパパっと溶接するだけ(切った貼ったは無しでホントに溶接だけ)なら数千円~、穴を埋める作業が出てくるとなれば大きさにもよりますが1万円~、凹みの補修でパイプを継ぎ直したり、切った貼ったの加工が出てくるとなれば、数万円~は頂きたいところです。
今後の耐割れを考えたら、アルゴンガスもかなりの量出しますし、溶接前には表側はもちろん裏側も出来るだけキレイにした状態で溶接しようとします。
しばらく使ったマフラーの裏側はススだらけですので、手やリューターが入る限りは落として、状況にもよりますが可能であれば裏側も酸化しないようバックシールドを流して溶接します。
凹んでいる部分を切り取って、それに合う形状に同じ径のパイプを加工してとなると、具合にもよりますが必要部材の発注に始まり、それなりに手間のかかる仕事なんです(下の方にバイクのマフラー補修の流れを載せています)。
まぁ見た目も耐久性もどうでもいいからとりあえず漏れないように埋めてくれってことなら手抜きは何とでもなりますが、適当な作業をすると当然耐久性もそれなりです。
過去の写真を漁っていたら、ちょうどいい写真がありました。
チタンマフラーの蓋部分が剥がれて排気漏れしていたので、パテを盛大に使って補修しますが、案の定剥がれて割れてます。
溶接機あるのになんでパテで修理したんだろう。。マフラーの脱着が面倒だったのか、チタン溶接に自信が無かったのか謎です。。。

一度パテを盛ってしまうと剥がすのも大変です。
カップブラシという工業用の回転ブラシであらかた磨いて、そのあとにペーパーをかけてキレイにした記憶があります。

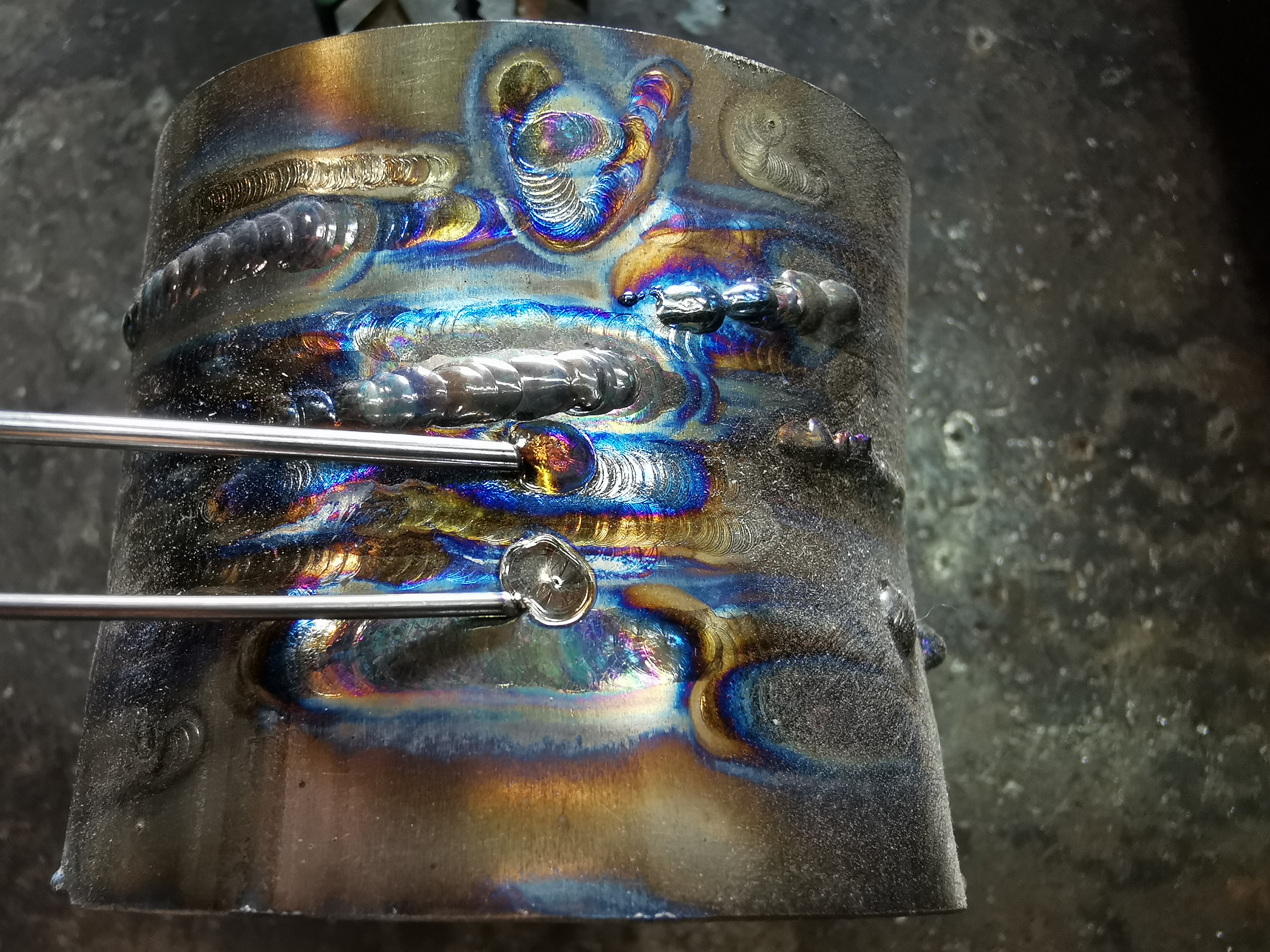
記憶が正しければ、初チタン溶接でした。

今こうやって見ると酸化しちゃってますが、初めてにしては上出来です。

バイクのマフラーの穴をTIG溶接補修
話がだいぶ脱線していましたが戻りまして、純正マフラーの溶接穴埋めです。
板厚0.6mmぐらい?かなり薄かったのでマイクロTIG溶接で埋めました。
まだ若干凹んでいる部分があったので、2層目を盛ろうとしたところで、余計な事その①、、、

何か汚い。。。というより、簡単にバキっと割れてしまいました。もしや…

使っていた溶接棒をグラインダーで削ってみたら、火花が、、、(疑惑が確信に変わる

これ、チタンの溶接棒やんか。。。まさか紛れ込んでるとは。。。チタン棒使う人は居ないし、入れたのは十中八九自分だろうと思います。
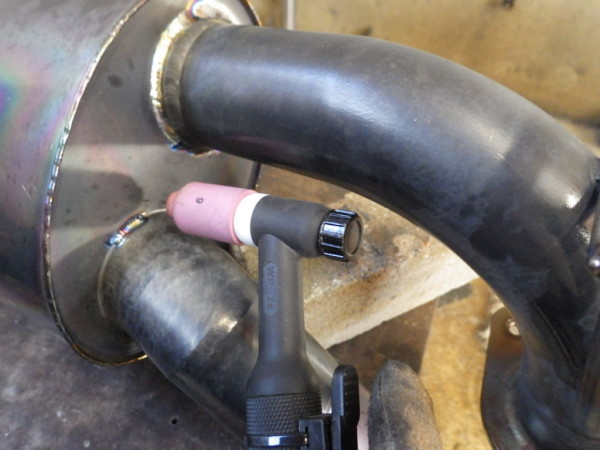
ちなみに下の写真のステンレスの棒は火花が殆ど出ません(種類にもよるのかもしれませんが)。
チタンは景気よく線香花火みたいな火花が出ます。
溶接中は似た感じなので、ちょっと分かりづらいです(私が鈍感なだけかもですが)。

どうしようかと色々考えたところ、広範囲にチタン棒で溶接してしまったので、その箇所を切り取らないとどうしようも無さそうな感じ。しょうがないのでステンレス板を曲げて型を作りました。

溶接した箇所を削った物を

溶接で失敗した範囲を切り取ったここに

形状を微調整しつつ、嵌めてマイクロTIG溶接します。

極力裏に出ないよう、表側は削る前提で多少盛り気味でベベっと溶接して

上手いこと削って回りと地肌感を整えてしまえば殆ど分からなくなります。
しかし今回は鏡面のRな箇所だったので、映り込み具合で補修が分かっちゃうなと

余計な事をしてしまいまして。。

一か所に集中して熱を入れすぎたせいで裏に落ちちゃってる。。。余計な事しなけりゃよかった。。。

引き止まる所を2度も超えてしまい、嫌気がさしてきました(苦笑)
結局は純正マフラーの補修は諦めて、中間パイプ部分から先を作り直すことにしました。これは自分で失敗しちゃってるので余計に時間かかってますが、それなりに手間のかかる作業です。
この仕事をしていると溶接を頼まれることも少なくなく、弊社へのお問い合わせで溶接作業のご依頼もまぁまぁな頻度で来るのですが、申し訳ありませんが全てお断りしています。
お問い合わせの溶接依頼は様々ですが、形状によっては専用の工具(専用の機材)が必要なケースも多々あります。
また、自分で使う物なら失敗しても自分で治せばいいのでいいんですが、人様の物の修理などとなると、現状お金を頂いて作業をするほどの責任は取れませんのでご了承ください。
ただ、弊社の溶接機を購入いただき、自分でこういうことをやってみたい!補修したい!ということであれば、初心者の方にも分かる範囲内になりますがお力添えさせていただきます。
福岡と埼玉に店舗もございますし、そちらに来店いただければ、簡単な講習はさせて頂きますのでご活用ください。








