

こんにちは。
エンジン修正シリーズ第一弾、シリンダーのクラック補修です。
ドナーとなるのは歴史的名車、カブのシリンダー及びシリンダーヘッド。これを所々壊れたことにして、溶接して補修していきたいと思います。

様々な箇所を壊して治すシリーズ物にしますので、似たような壊れ方をされた方は今後の記事も参考までにどうぞ。
それではご覧ください。
さて、どこから壊れた事にするかな。。とりあえず簡単そうなところから試してみたいけれども。
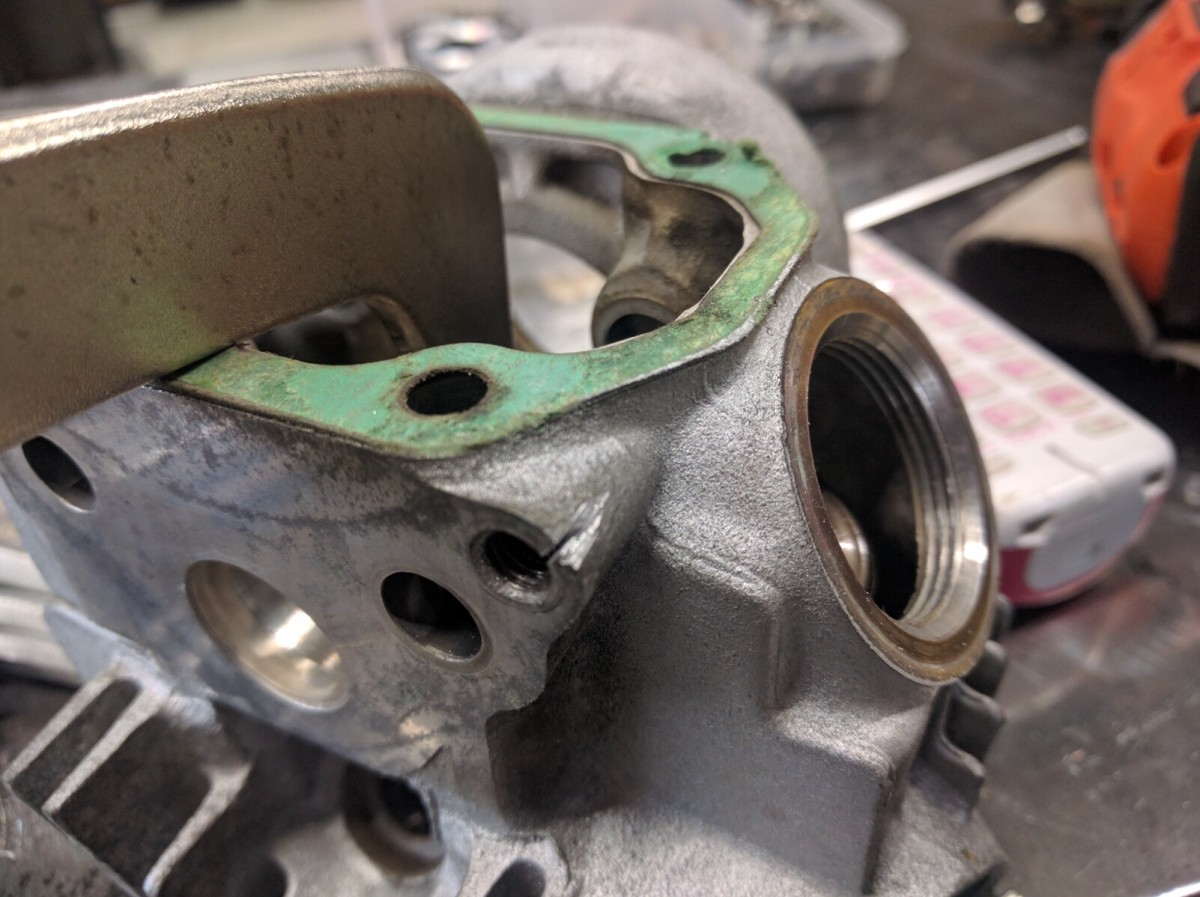
と考えた結果、最初の実験台に選ばれたのはこちらのボルト穴

クラックが入った事にするために切れ目を入れました。
何を固定するためのボルト穴かは分かりませんが、こんな状態では何かしら問題が発生しそうで気になりますよね。

それでは溶接の前準備をしていきます。
まず、上の写真のまま溶接してもちゃんと溶け込まず強度が出ませんので、先日記事にもしましたが、下の写真のように若干広めに開先を取っておきます。
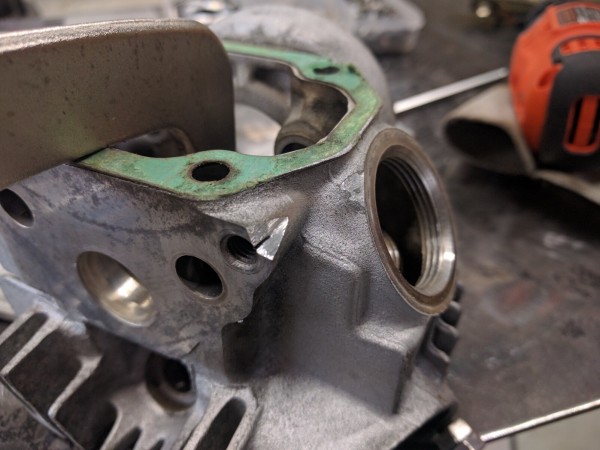
また、アルミの溶接は油分などの不純物の混入に特に敏感で、それらが付着したまま溶接してしまうと、キレイに溶接できません。
ですので、鋳物の地肌のままの溶接個所の周辺も軽く削って地肌を露出させ、ネジ穴部分も脱脂しておきます。

溶接後の写真がこちら
多めに肉盛りする感じで棒を入れて溶接しました。
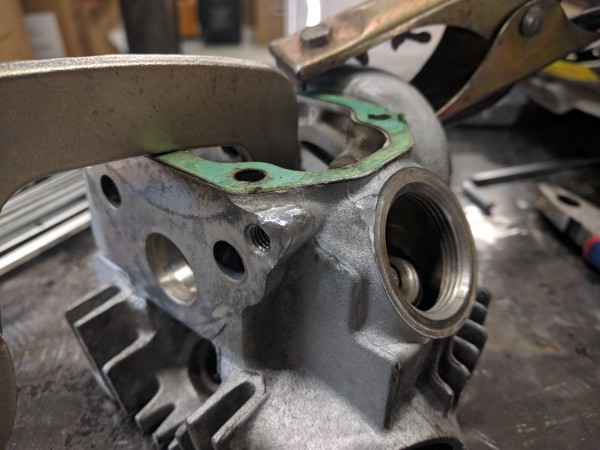
肉盛りした部分を周りに合わせてグラインダーで削っていきます。

開先を取ったおかげでメスねじ側にも若干溶接が及んでいますので、再度タップを切ります。
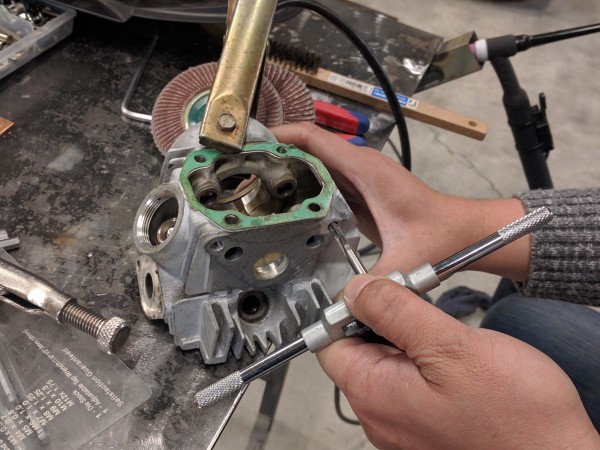
完成です。
表面だけではなく、ネジ山の部分まで溶け込んだ溶接になりますので、ボルトをかなり締めこんでいっても割れる事無く、強度的にも十分だと思います。

次回はフィンの欠けでも修理していきたいと思います。ご不明な点があればお気軽にお問い合わせ下さい。
株式会社WELD TOOL 092-834-2116





