こんにちは。
前回に引き続き、車のウイングステー部分を溶接したりして製作しているのですが、今回は足板となる部分を作りました。
この足部分に関しては、このウイングを買った時から付いていなかったので、自作する必要があったのですが、ちょうどいい大きさの角パイプとアルミ板があったので、それらを組み合わせることにしました。
まず、こちらのバンドソーでアルミの角パイプを必要な分だけ切断していきます。
バンドソーは高速カッターやグラインダーなどと比較して静かですし、直交度もまぁまぁ出ますので、おすすめです。

切断したアルミ角パイプをバイスに加え、線をけがいたりポンチを打ったりします。

その他もろもろ加工して出来上がったパーツがこちら。
中央の足板となるアルミ板は他の用途に使おうとして使えなかった物なんですが、これがいい感じに使えそうだったので、これを再利用することにしました。端材行きにせず取っといてよかった~(笑

溶接はこのアングル状の部分と足板の部分を行っていきます。
適当にくっつけると、確実に穴の位置が合わなくなってしまうので、ステーに固定して穴の位置を決めたまま溶接していきます。

アルミを溶接する場合、なかなかプール(母材が溶け合って一体化した状態)ができませんので、こうやってしっかりと母材を密着させておく必要があります。
それでも鉄やステンレスのように溶接棒無しでナメ付けしようとしても上手くいかない事の方が多いので、アルミの溶接には基本的に溶接棒は必須と思って頂いた方が間違いありません。

という訳でペペっと仮止めしまして

溶接は動画でどうぞ。
アルミですので交流で溶接したからか、動画にモヤがかかって前半は若干見にくいのですが。
板厚:3mm、電流約80A、溶接棒はφ2.0の5356を使用。
最後の最後は一気に溶け広がるので、トーチ送りと溶接棒を入れるタイミングが早まっているのがわかるでしょうか。
とはいえ、こういった小物の場合は溶接棒を送らずとも始端~終端まで溶接できるのでまだいいのですが、これがもうちょっと長い距離を溶接する必要が出てくると、左手で溶接棒を送りながら溶接する必要があります。
途中で溶接を止めてしまうとどうしてもクレーターができてしまいますので、できれば最初から最後まで一回で溶接してしまいたい訳です。
一応別記事で溶接棒を送る際の動画も上げましたので、初心者の方は参考までにご覧ください。
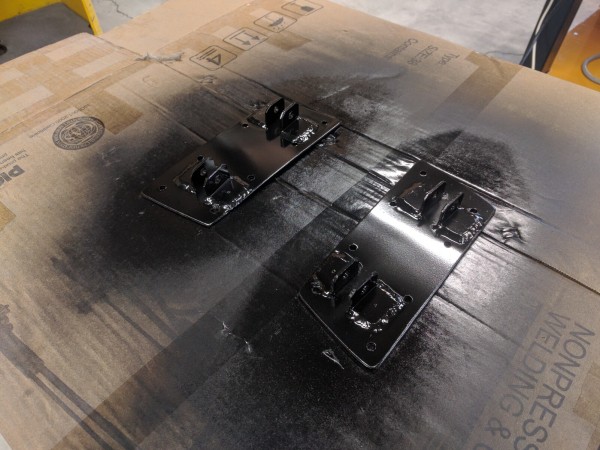
こんな感じでアルミ角材と板の溶接ができました。

全ての箇所の溶接が終わりました。

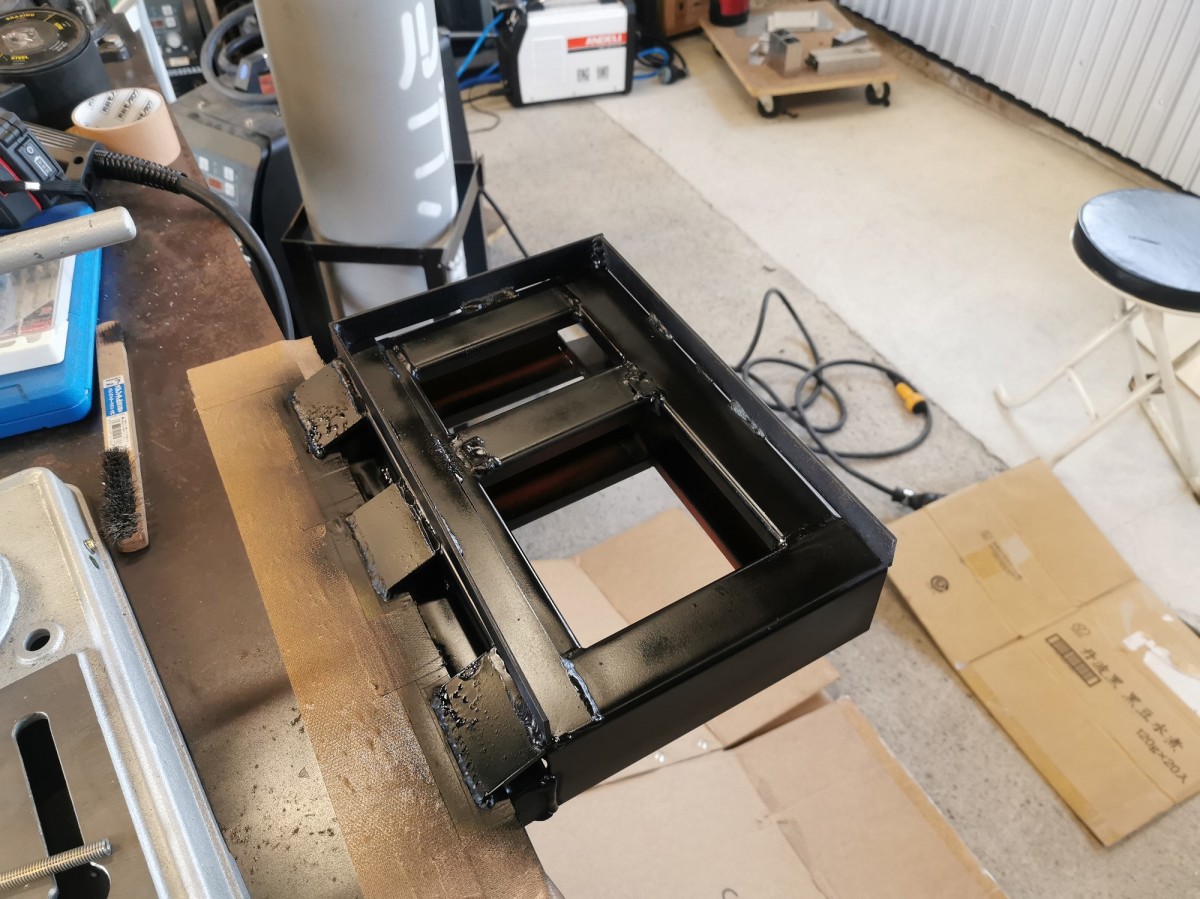
黒に塗装しました。
出来上がった足をウイングに取り付けて完成となります。

ステーの拡大写真ですが、溶接ビードが目立ちますので、そのまま塗装せずにビードをグラインダーで平らに慣らした方がよかったのかもしれません。

以上でウイングの改修が完成となります。
余談ですが、こないだ会社で作った作業台の使い易さがハンパなく、重たいバンドソーなども置きっぱなしにしてていいので、作業性が結構アップしました。
近々そちらの溶接台についても記事をアップしますので、よければご覧ください。
ご不明な点などございましたら、お気軽にお問い合わせください、
株式会社WELD TOOL 092-834-2116