

こんにちは。
先日は朝一で在庫となる溶接機やプラズマ切断機が入荷しました。

よくお客様からのお電話でも「納期はどれくらいですか?」と聞かれますが、弊社ではホームページ上にある商品は基本的に全て在庫として保有しておりますので、平日12時までのご注文であれば当日中に出荷しております。
ご注文を受けてから商品を手配するわけではありませんので、ご安心下さい(稀に注文が重なり在庫切れになることもございますが、その場合は電話かメールでご連絡させていただきます)。
さて、今回から年末年始にかけて大量の在庫が入ってくるのに合わせて商品を置くための棚を発注してもらったのですが、商品によって高さが違うのでもうちょっと高さがあった方がいいかも。。という話になりました。
そこで、TIG溶接機とエアープラズマカッターなどを使用して、棚足の延長加工を行いましたので、ご覧ください。
まずは棚足に転倒防止のアンカーを打つ必要があるので、脚の底板部分にあたる部分を鉄板からエアープラズマ切断機WT-100で切り出していきます。

板厚3.2mmですが、マジックでケガいた部分を目安に切断していきます。
板厚的にはWT-60(単相200V)でも全く問題なく切断可能な部類ではありますが、こちらのWT-100(三相200V)の場合、母材から若干トーチ先端を浮かせても切断可能ですし、出力が高いので作業もスピーディーかつやり易いので、自社での金属切断加工にはもっぱらこちらを利用しています。
プラズマ切断機のWT-60とWT-100でお悩みのお客様には、三相電源があるのであればWT-100をお勧めいたします。

サクッと6分割に切断できました。
フリーハンドで切るとこんなに真っすぐは切れませんが、アングルや角パイプなど何でもいいので定規代わりに使う事で、結構キレイに切れます。

こちらは元々の棚足ですが、この部分に追加で角パイプを溶接して足を伸ばして高さを確保したいと思います。
塗装も剥ぐ必要がありますし、このままでは出っ張り部分が邪魔になってしまいますので、プラズマ切断機で不要な部分をはつっていきます。

プラズマの熱で溶かした部分をエアーでズバーっと吹き飛ばしています。

こんな感じでガウジング完了です。
この部分を吹き飛ばすにあたって表面のペンキを剥ぐ必要があるかと思い、1本目はグラインダーをかけてから切断したんですが、試しにペンキの付いたままやってみたところ、最初のプラズマスタートに数秒の時間がかかるものの一度スパークし始めてからは普通に切断できました。
もちろんアースはちゃんと通電するところに取る必要はありますが、WT-100の場合、トーチ側は通電が多少大雑把でも切れることもあると思いますので、作業の効率を考えると一度試してみてもいいかもしれません。
この面を見て思ったんですが、厚板溶接前の開先加工にも使えるかと思います。

上記プラズマで出っ張り部分を切断した箇所に角パイプを溶接していきます。
というわけでとりあえず仮止めするんですが。。これ隙間空きすぎじゃない。。?

「大丈夫よ!」とウチの元職人がいうのでお任せしました。
ちなみに角パイプは厚み2mm程度で、普通に溶接する分には全然問題なく溶接できる厚みではありますが、さすがにここまで隙間があったら油断すると穴があいてしまいます。

職人のトーチ裁きでこんな感じで溶接できました。

写真を撮り忘れたのでペンキを塗った後の写真にはなるんですが、上記で溶接した部分の上から念のため補強となるアングルを追加で溶接しました。

大体50cmぐらい延長しました。

ここでこちらの角パイプの底部分に土台となる鉄板を溶接していきます。
アンカーを打つためにドリルで穴も開けています。

まずは仮止めするんですが、こちらはバンドソーで切断したのでピッタリと面がくっついてますね。溶接しやすそうなので、自分で溶接させていただきます(笑)

これだけ密着しているとやり易いです。

別のところですが、溶接中の動画もご覧ください。
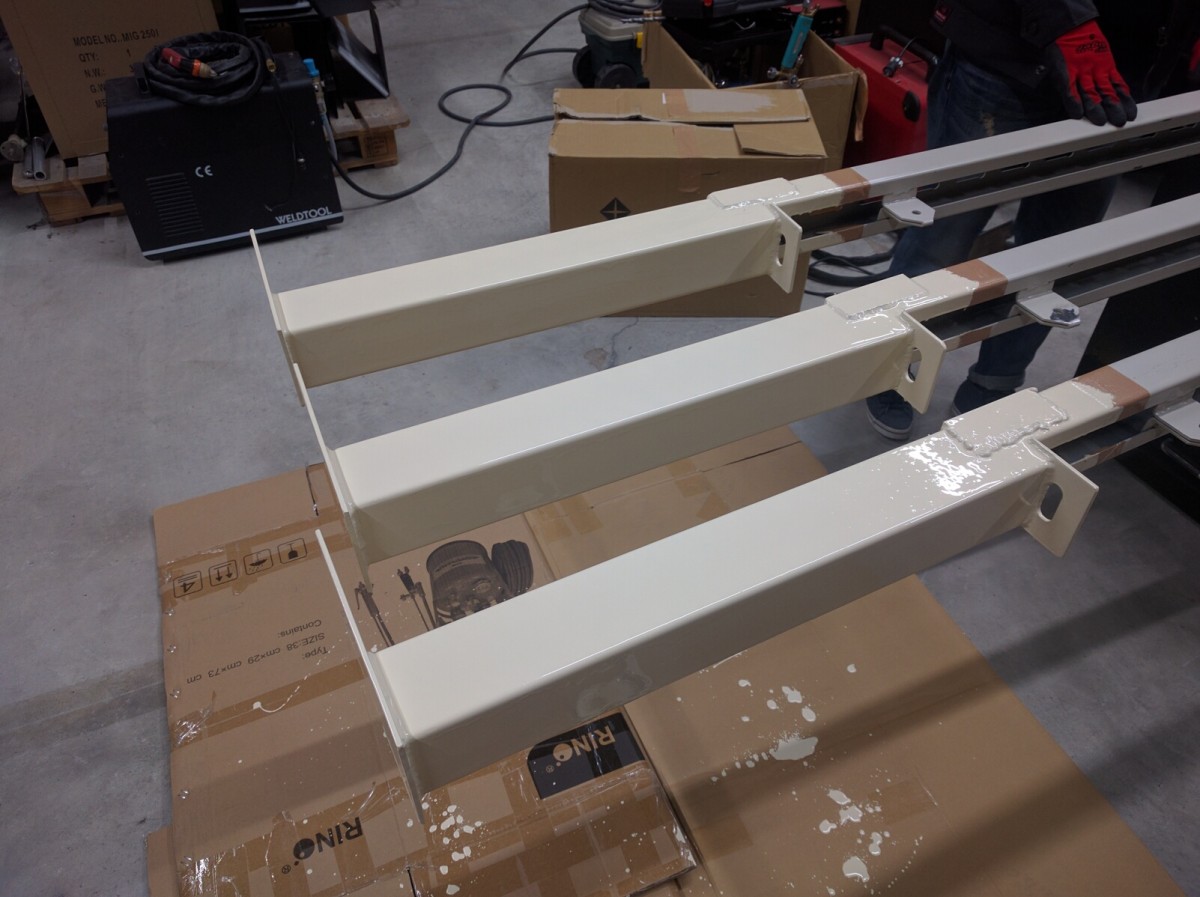
こうして延長した足にペンキを塗っていきます。

色を付けることで、ちゃんとした製品っぽくなりました。

地面にアンカーを打って設置しまして

完成です。
ほとんど使わないものは最上段に追いやって、スペースに余裕ができました。
まぁこの記事を書いている時には在庫が増えたので、もう1パレット分手前まで埋まっているんですが。
今回もこちらの電動リフトが大活躍しました。
これが無いころは数百台の溶接機をトラックから手降ろしで捌いていたため、時間もかかるし人間もクタクタになっていました。

こちらは消耗品などを整理して置いている棚です。
余程大量の注文と重ならない限りは消耗品もストックしており、関東付近までであれば最短翌日の納品が可能となっております。

本来はこういった構造物の溶接には半自動溶接機を使う事が多いと思うのですが、今回は何となくTIG溶接で行うことにしました。
TIG溶接の場合は半自動溶接よりも時間がかかるのが難点ですが、それぞれ向き不向きがございますので、自分の用途に合っているか分からない場合などのご不明な点がございましたらお気軽にお問い合わせください。
弊社のスタッフは各種溶接・溶断の資格を取得済みですので、分かる範囲内ではありますができる限りアドバイスさせていただきます(弊社の溶接機・溶断機をお買い求め頂いたお客様、もしくはご検討中のお客様に向けたサービスとなっております)。
株式会社WELD TOOL 092-834-2116





