こんにちは。
いつもの車補修ネタですが、マフラーの出口が車体と接触して、走行中ビビりが発生していたのを治そうと思います。

原因を辿っていくと、マフラーを固定しているステーの位置が若干高いようでした。
このステー、マフラー作った時に車体に付けたまま、スペースが無い状況で無理やり溶接したので、位置も適当で溶接も汚いです。。

とりあえず切り込みを入れて、ハンマーで叩いて押し下げました。

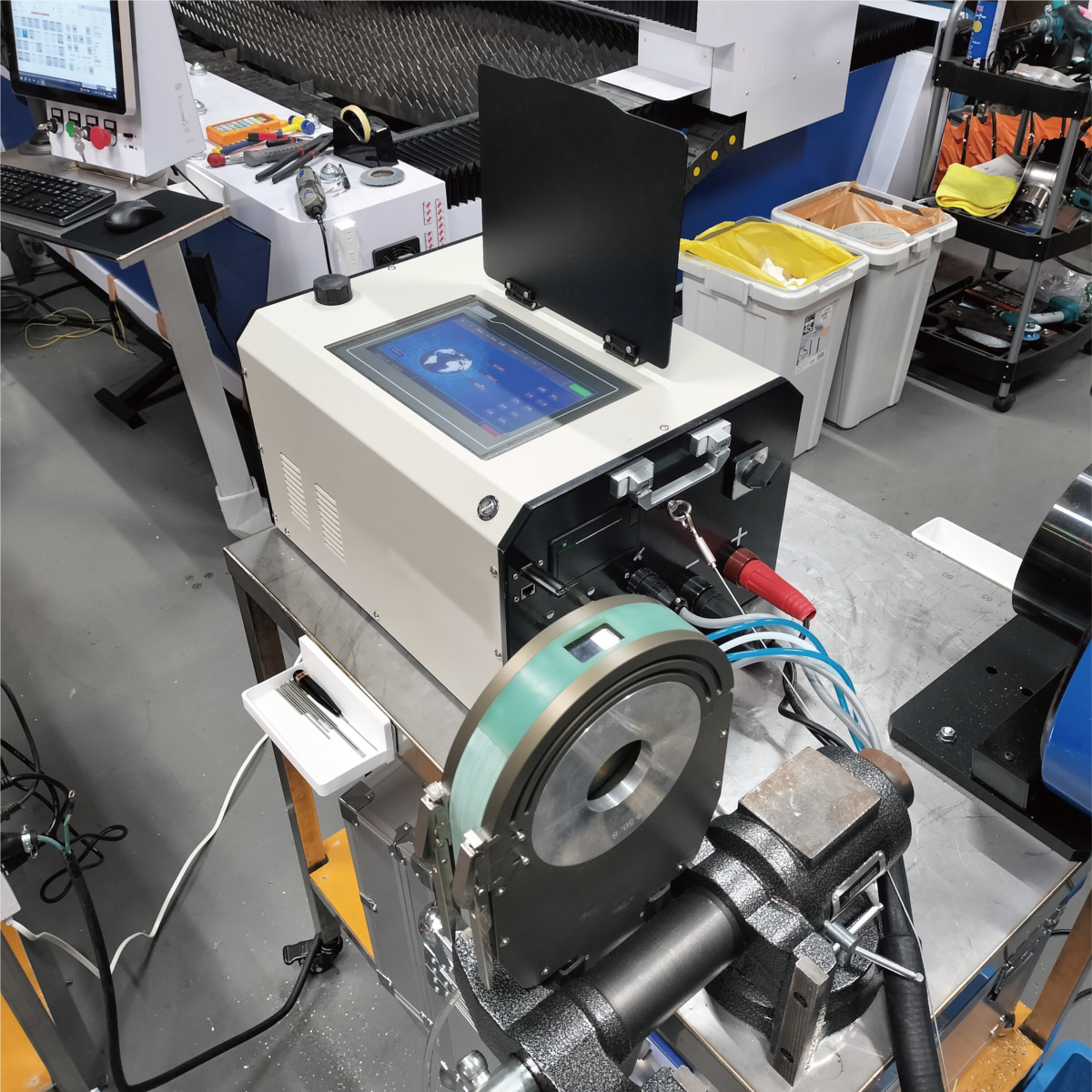
今回使う溶接機は、こちらのWT-MIG225ALです。
普段であればアルミはTIGで溶接するんですが、車体から外すには手間な部品かつ、そのままではTIGで溶接棒を入れるスペースがありませんので。

こちらのWT-MIG225ALはスプールガンを使えるよう改造しており、近日中にWT=MIG225ALはこちらの仕様にて販売開始予定です。
MIG225AL+スプールガンの組み合わせは非常に相性が良く、アルミや薄板(溶接ワイヤーφ0.6を使用)の溶接がとてもやり易い印象です。

通常のトーチであれば、長さは5Mが限界であるものの、スプールガンの場合、ワイヤーの送り抵抗の事を考えなくてよいので、10Mのトーチでも問題なく使えます。

条件設定です。
使用するワイヤー径、板厚、材質などを設定します。
今回板厚は3mmのアルミステーを溶接するんですが、ステー自体は小さいので、すぐに熱を持ちます。
ですので、板厚2.8mmに設定し、様子を見ます(まぁ様子を見る前に溶接終わっちゃいますが笑)。

と、いうわけで溶接していきます。
細かいスパッタは付いていますが、ものの2-3秒で溶接完了です。

グラインダーで削ってみましたが、溶け込みも問題ありません。

TIGはキレイに溶接できるものの、両手を使うのと、仕上がりが体勢(姿勢)やスペースの有無にとても左右されます。
板厚が2mm以上あって、溶接量が多い場合や両手を使うのが難しい場所などでは、WT-MIG225ALの方が早くて楽な場合が多いです。
WT-MIG225ALのスプールガン仕様は近日発売となります。
ご不明な点などございましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116