こんにちは。車関係のブログ担当古賀です。
今回は溶接の強度の比較として、鉄の鋳物を溶接しました。
鋳物は溶接割れしやすいという事は知っていたのですが、たまにお客様にも聞かれますので、どの程度差があるのか、溶接棒を一般的な軟鋼用溶接棒と、専用の鋳物用溶接棒と変えて、実際に溶接して確認してみることにしました。
使ったのはこちらの車のナックルです。
材質は鉄の鋳物で、ダグタイル鋳鉄、FCD材とも言うそうです(一般的な物をネットで調べただけなので、確証はありませんが)。外観的に鋳物なのは間違いないです。

出っ張っているボルト穴が2か所あって、厚みも同じぐらいで丁度良さそうだったので、ここを溶接棒だけ変えて溶接し、強度比較することに。

切断した物をグラインダーで開先加工しました。職人さんじゃないので、結構適当ですが。

こちらは軟鋼用溶接棒(普通の鉄溶接棒)で溶接していった部分です。
強度を出すため、開先を取ったものを、何パスか重ねて溶接していきます。
ちなみに1層目はナメ付けでいこうかと思ったんですが、あっさり割れてしまい話にならなかったので、1層目から溶接棒を入れています。

2層目

3層目
ぱっと見、普通に溶接できてる感じです。

もう一方を専用の鋳物用溶接棒を使ってTIG溶接していきます。

2層目

3層目
こちらもぱっと見、変わらない感じです。
ちなみに専用の溶接棒はかなり高価(キロ単価、軟鋼用の10倍ぐらい)で、「ちょっと試してみたいことあるので買ってください」と買ってもらったのはいいものの、大して変わらなかったらどうしよう…と、この段階ではだいぶドキドキしていました(汗)

厚みがあるので、表裏から交互に溶接しています。
写真のように、突起物があったりすると、タングステンの許容突き出しを超えてしまい、アルゴンによるシールドが期待できなくなってしまいます。
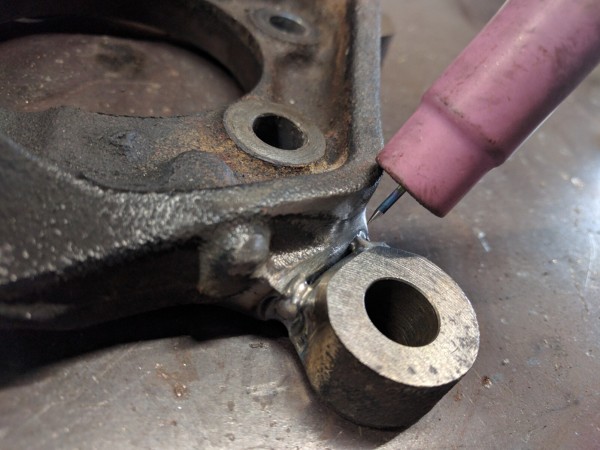
こういう場合はガスレンズ(ガスを整流するような構造のコレットボディ、ノズル)を使う事で、タングステン電極を最大3-5cm程度まで突き出せるようになります(通常は5mm程度)。

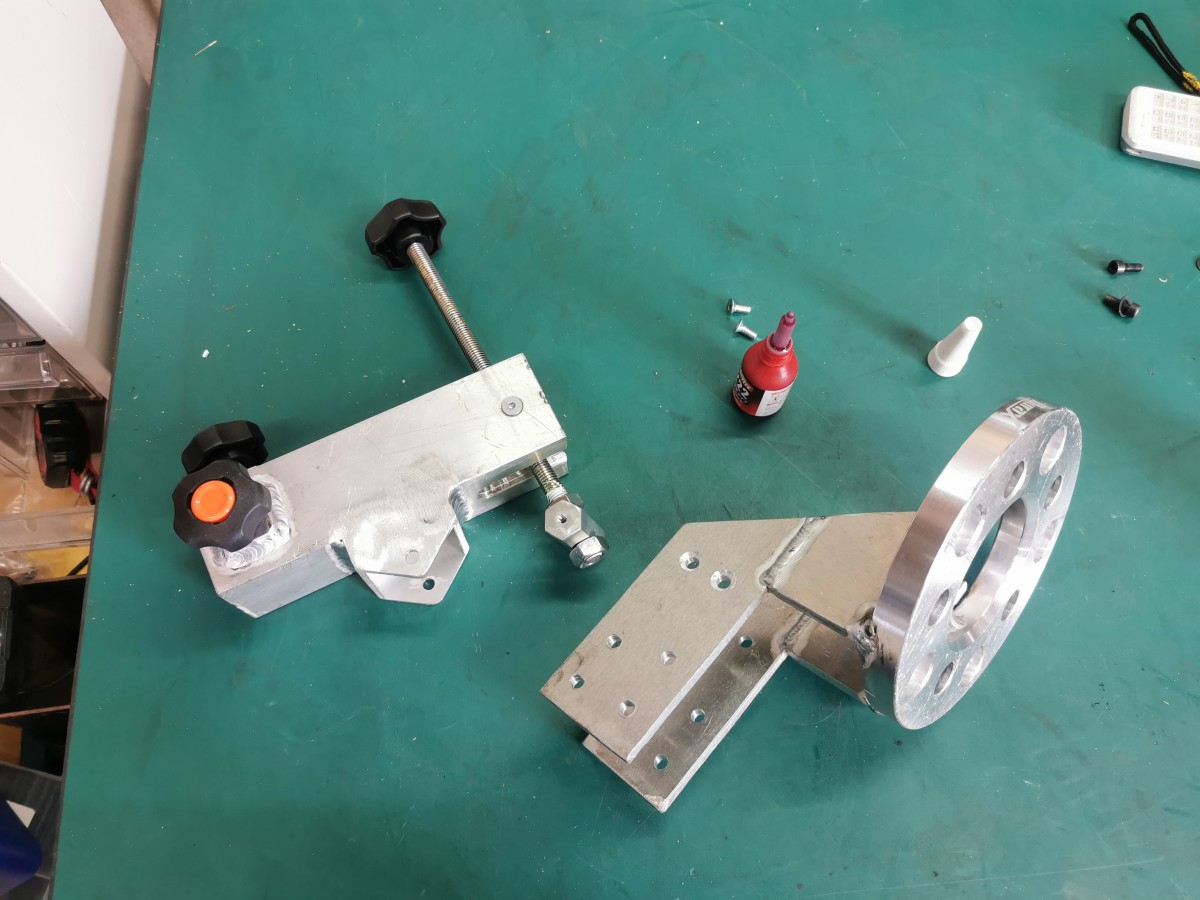
両方の溶接が終わりました。
右側は普通の鉄の溶接棒を使い、左側は鋳物用溶接棒を使って溶接しています。
溶接後、両方ブラッシングした程度なんですが、やはり見た目は変わらないですね。

軟鋼用(普通の鉄用)溶接棒での溶接

鋳物用溶接棒での溶接

ハンマーで叩いて強度を比較してみたいと思います。

強度差は動画で見たら一目瞭然かと。
。
溶接している最中に気づいたのですが、鉄の溶接棒で溶接した方は、下の写真の通り、うっすらとクラックがビードの中心に入っちゃっています。これはダメなやつ…

という訳で、鋳物の溶接は、専用の溶接棒を使って溶接しないと、全然強度が出ないという結果になりました。
当初はハンマーで叩いてみて、外れなければプレスで押して圧力をかけようと思ったんですが…その必要が無いぐらい、普通の溶接棒を使った方は簡単に外れてしまいました。
一方、専用の鋳物用溶接棒を使った方は、かなりの力で叩いても、外れませんでした。
車の足回り関係は、鋳物を使っていることが多いと思うんですが、高くても溶接棒は専用品を使ってやらないとダメですね。
普通の軟鋼用溶接棒を使った方は、相当簡単に外れてしまったので、これがサーキットでフルブレーキングした瞬間とかだったら…恐ろしいですね~(滝汗)
個人的にも気になる部分でしたので、いい勉強になりました。
今回使った溶接機はこちら:WT-TIG200
今からTIG溶接を始めようと思う方はこちら(アルゴンガスのみご用意ください):WT-TIG200フルセット
他に使った備品:ガスレンズ
弊社で溶接機をご注文のお客様にはTELで具体的なアドバイス可能です。お気軽にどうぞ。
株式会社WELD TOOL