こんにちは、WELDTOOL 関東営業所です。
前回の【TIG溶接】編に続きまして、【半自動(MIG)溶接】編をご紹介します。
使用する半自動溶接機は、アルミ溶接を目的として開発された<パルスミグ溶接機WT-MIG225AL>です。
(鉄やステンレスも溶接可能)
★最大の特徴として、未経験者でも母材の板厚を選択するだけで溶接条件(溶接電流、アーク電圧)を
簡単設定できます。 ↓↓↓ご興味のある方はご覧下さい
それでは、製作(溶接)作業のご紹介をしたいと思いますが、
先に<ダイジェストの動画をご覧下さい>↓↓↓
では、動画でご覧いただいた溶接作業の解説をしていきます。
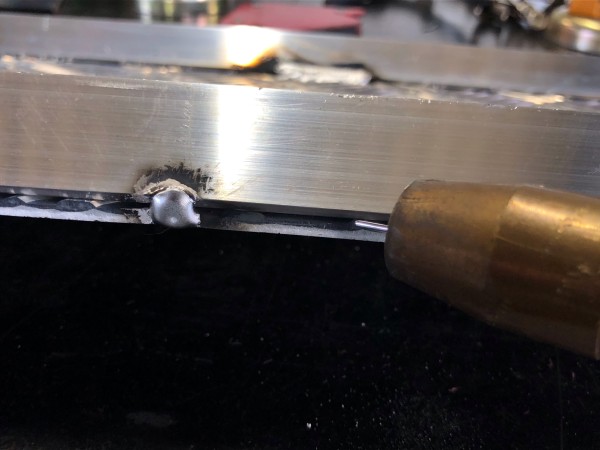
いつもながら溶接作業は、先ずは仮付けからです。
TIG溶接の場合では、溶接棒を入れて溶かしていかなければいけないが、
半自動溶接は、溶接棒の代わりにワイヤが自動送りなので楽で早いですよね!

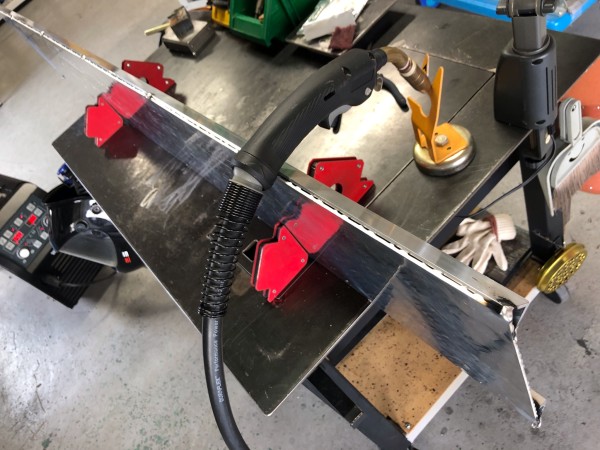
仮付けが終わったら、縁部をへり溶接します。
TIG溶接の時のも説明しましたが、溶接は可能な限り下向き姿勢で行ったほう良いです。
特に半自動溶接の場合には、横向き姿勢で溶接するとビードが垂れてしまいます。

↕<横向き>ビードの〇印部が下に垂れています。(溶接電流100A) ↕<下向き>


つづいて、縞板の面側とアングルとの溶接です。

↓ 真っ直ぐにストレートで溶接 (溶接電流135A) ↓ ウィービングしてTIG溶接の様なウロコ状のビードにしてみました

画像右側の◎印を見て下さい。溶接の始めがダマに成ってます。
これは溶け込み不良で、半自動溶接の場合には自動ワイヤ送りの為、常にワイヤが送られてくるので
急いで溶接を進めてしまうと母材が確りと溶けていない状態で、ワイヤだけが溶けてダマなってしま
います。(特に熱伝導の良いアルミの場合)
その為、溶接の始めは慌てずに母材が溶け出しアークが安定するまで少し止める事で溶け込み不良を
防ぎます。(TIG溶接では、溶融プールが確りと出来るまで溶接棒を入れずに待つ)
あとは半自動溶接の場合、如何しても表面に若干黒いスス(スマット)が付きます。(TIG溶接では無い)
これは、5000系のアルミワイヤに混ざっているマグネシウムが蒸発し付着します。

このススは軽く拭き取れますが、しつこい場合には
ワイヤブラシやスコッチブライト(工業用研磨材)
で擦れば簡単に除去できます。
(溶接強度には影響が無い)
それでは、最後に荷台に引掛けるためのストッパーを隅肉溶接します。(溶接電流110A)
因みに、自分は半自動溶接ではデモで慣れているせいか、隅肉溶接が一番溶接し易くキレイな
ビードが引けると思います。


これで全ての作業が完了しました。

デモ機とガスボンベを荷台に積み、横の空いたスペースにレールが収納できて、
いい感じに出来ました。(^ ^)V

それでは、今日も元気にデモに出発します!
溶接機、プラズマ切断機のご購入の検討に際まして、お近くでしたらデモにお伺いします。
お気軽にご連絡ください。
株式会社WELDTOOL
【福岡営業所】 092-834-2116 【関東営業所】 048-954-8901
今回使用した機種の詳細はこちらよりご覧になれます。
パルスミグ溶接機WT-MIG225AL
※クリックすると商品ページへ移動します。