こんにちは。
いつもの車溶接ネタです。
今回はボルト留めしていたステーを、ズレないように車体フレームに溶接しました。
場所にもよるかと思いますが、フレームと言っても鋼板自体は薄い箇所に溶接する場合、溶接が簡単な半自動溶接機での作業をお勧めします。
TIGだと薄板溶接はそれなりにやり易い体勢を取らないと難しいからです。
まぁスパッタの飛んだらまずい箇所はTIGでいくしかありませんが、1mmでやりにくい箇所とかだと、私は穴が空きまくる自信があります!笑
まず準備なんですが、車まで溶接機やボンベ等を持っていくのが面倒なので、WT-MIG225ALのスプールガンを使って作業しました。

本体やボンベは所定の位置に置きっぱなしにしまして、スプールガンだけ外に持ってくればOKです。
というかスプールガンが個人的にやり易いので、これがあったら他の半自動は、恐らく今後出番無いかも…(。-∀-)アークが安定する気がするんです。

溶接する箇所の表側です。
ダンパー(銀色の筒)を固定しているこちらのステー、ぱっと見ボルトでしっかり留まってるように見えますが。。

裏側(タイヤハウス側)を覗いてみると、実は厚み1mm程度しかないフレームにリベットナットで留めているだけでした。
リベットナットってそこまで耐久性ないので、一か所はエンジンの振動で速攻外れるという。。。場所的にやりにくかったので、カシメも甘かったかもしれません。
ターンナットで応急処置はしていたものの、エンジンの揺れが伝わる箇所だったので、また取れてしまうのは時間の問題でした。

という訳で、強度アップのため裏から厚み3mmのフラットバーで挟み込むことにしました。
このフラットバー自体がナットの役割も果たしますので、タップを切る部分は厚み確保で2枚重ねにして溶接しました(これはTIGです)。

先ほどの板にタップを切って、ボルトを通してみます。この二つの板の間にフレームがきます。

さらにズレ防止で、当て板はフレームに溶接してガッチリ固定します。

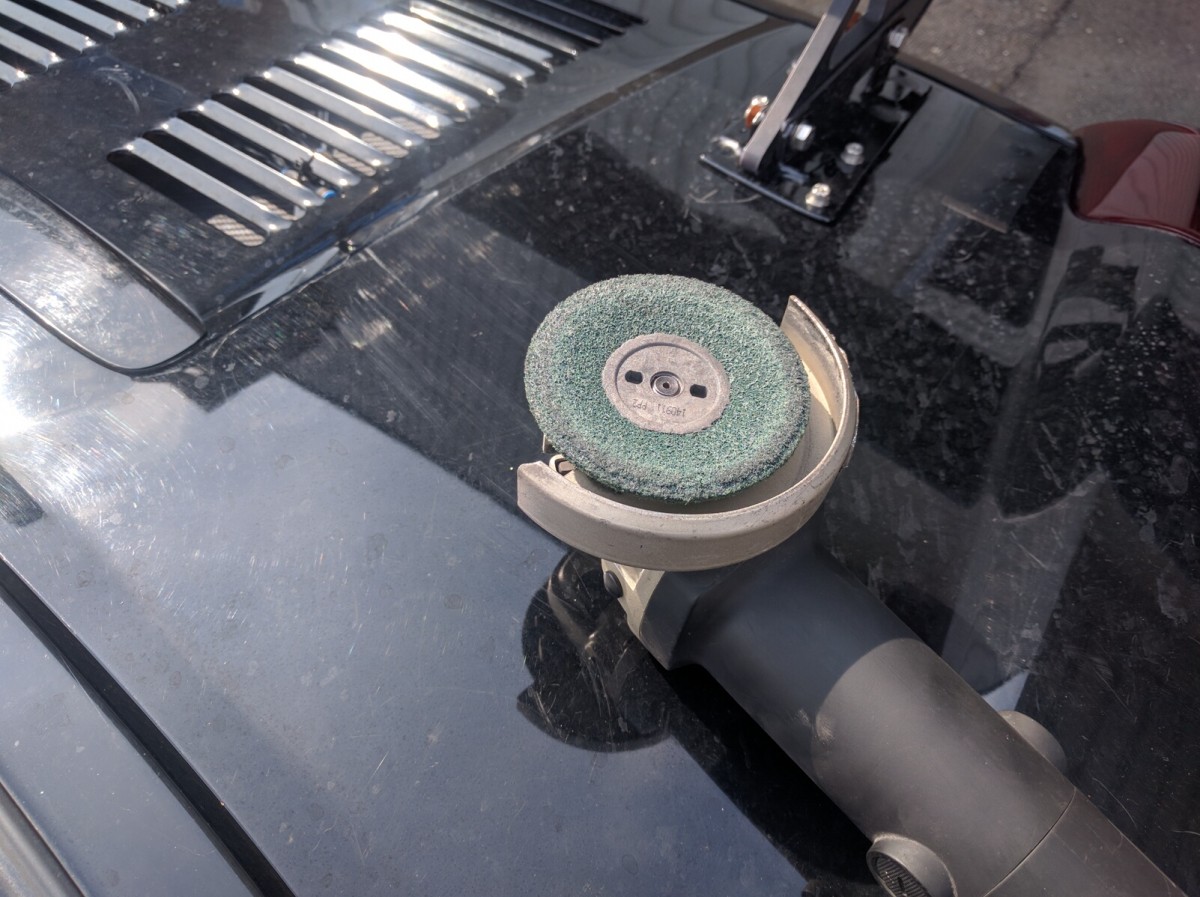
周りの錆止めコーティング(何と言うかド忘れ。。)はグラインダーで剥がしておき、溶接完了です。
フレーム側は厚みが1mmしかなく手こずりながらも、穴が空くことなく溶接できました。あんまりキレイじゃないですが。。タイヤハウス内狭かったのでしょうがないという事にしておきます(開き直り)。

錆止めにシャーシブラックがあればよかったんですが、無いのでその辺にあったラッカースプレーで塗装しておきました。

その後しばらく負荷かけて走ってみましたが、外れてしまう事無く、効果も体感できたのでよかったです。
今回はフレームに溶接したといっても細かい物でしたが、その内ガッツリとロールケージでも組んで補強したいなぁ。そのためには車体から色んなもの引っぺがさないといかんのが問題ですが(笑)
今回使った溶接機はこちら:WT-MIG225AL/スプールガン仕様