こんにちは。
ファイバーレーザー溶接の溶け込みを知りたいとのお問い合わせがありましたので、その回答も兼ねて記事に上げておきます。
用意したステンレス板。
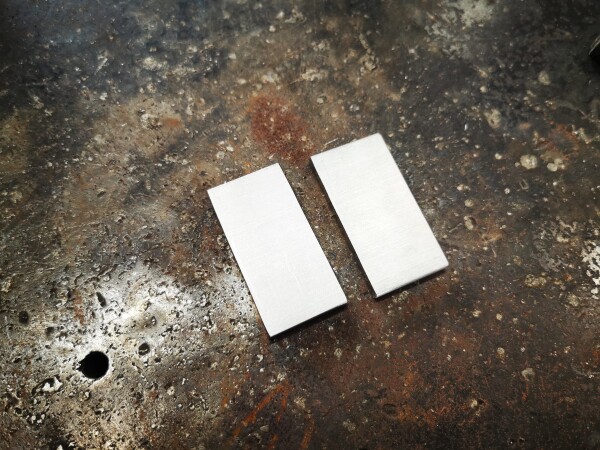
厚み5mmです。

これをファイバーレーザー溶接機WT-FL1500でレーザー溶接します。
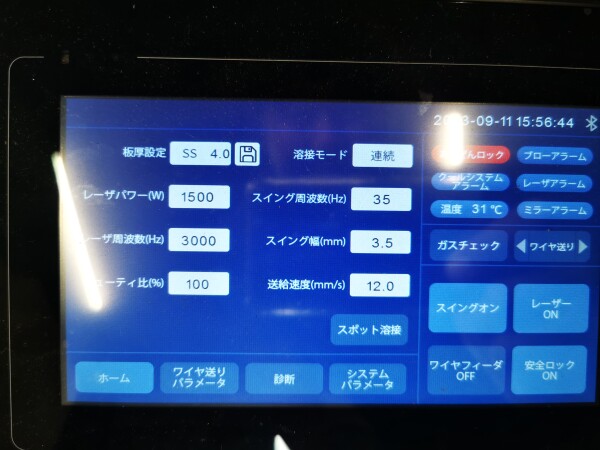
一応、設定項目では対応板厚4mmまでとなっていますので、MAXの4mmに設定します。
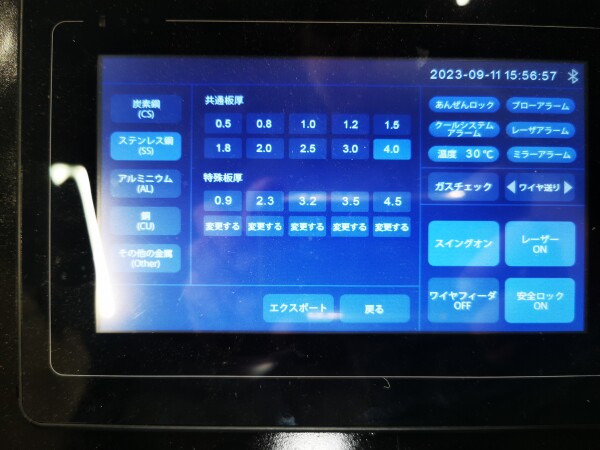
レーザー出力も1500wでフルパワーですね。
その他設定は、板厚に応じた自動調整のまま、変更無しで溶接します。
ナメ付けしたステンレス。
溶け込み深さを求めた場合、各種設定やトーチ送り速度にもよりますので一概には言えませんが、あくまでも「普通に」溶接しました。
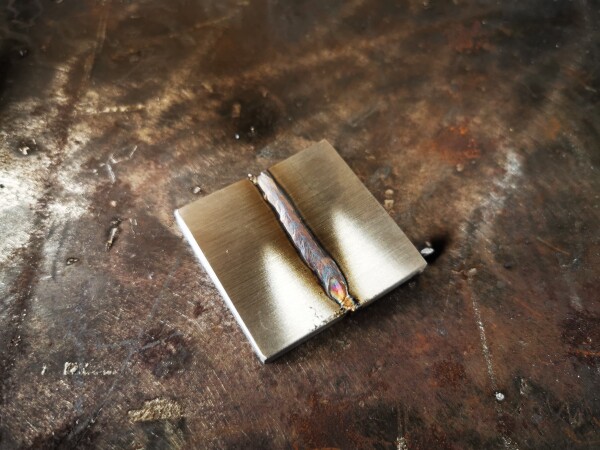
溶接したステンレス板を真っ二つに切断し、溶け込み具合を確認します。
バンドソーで切りっぱなしでは、どこまで溶け込んでいるか分かりませんので

バイスに咥えてハンマーで溶接した反対側から叩き、ビード裏を開かせます。
ちなみにこの時点で、相当な力を込めて叩かないと曲がらないほど、TIG溶接等に比べても遜色のない強度が出ていました。

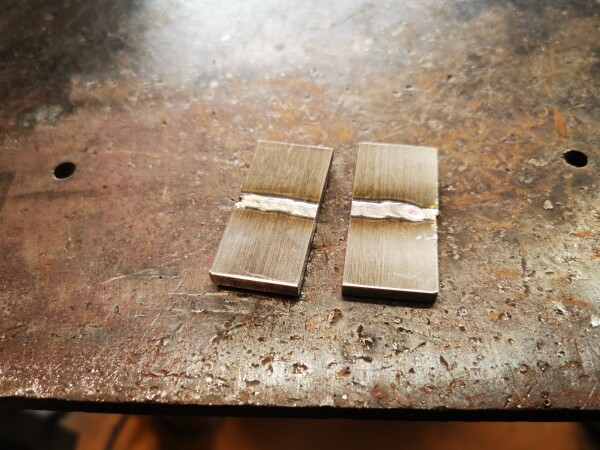
溶け込みとしては半分ぐらいですね。5mmの板なので約2.5mmでした。開先も無し、普通に溶接してのこの溶け込みならTIG溶接と比べても十分かなと。

仮に、相当ゆっくりトーチを送ったり、スイング幅を狭くして熱入りを集中させればもっと溶け込みも深くなったかと思います。
しかし、それでは時間的にも効率的にも普通の条件と代わってしまうと思い、あえて普通に溶接しました。
板厚が10mmとかになってしまうと、どちらにせよ他の溶接方法だとしても開先を取らないと深い溶け込みは無理でしょうし、板厚4-5mm程度以下であれば、熱入りが集中するレーザーの方が溶け込み具合では有利かとすら感じます。
実際にハンマーで溶接した反対側から叩きまくっても外れませんでしたし、是非来店してテストされてください。