

ファイバーレーザー溶接機のメリットとデメリット
ファイバーレーザー溶接機は、ファイバー構造を利用してレーザーの品質を高めた溶接機です。
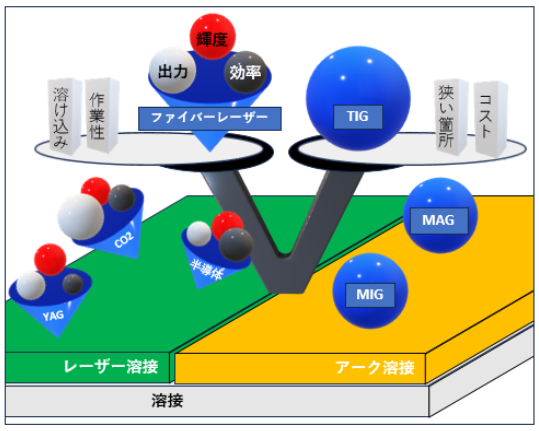
また、他のレーザー溶接機と比べると、発振効率や集光性などのバランスの良い性能を持ちます。
一方、TIG溶接機と比べると、作業性に優れ、溶接スピードが速いことから生産性の向上に役立つ点がメリットです。
しかしながら、ファイバーレーザー溶接機はレーザーの特性上、反射の危険性を否定できず、ワイヤーと一体化させたトーチが広く用いられています。そのため、トーチがTIG溶接機と比べて大きくなる傾向があり、狭い溶接部に入りづらいデメリットを持ちます。
本項では、ファイバーレーザー溶接機のより具体的にメリットとデメリットを解説します。
ファイバーレーザー溶接機のメリット
ファイバーレーザー溶接機は、TIG溶接機と同じく融接(素材を溶かして溶接する手法)に分類されるため、多くの場面でTIG溶接機と比較されています。
TIG溶接機は、アークと呼ばれる放電のエネルギーで素材を溶かす溶接方法で、仕上がりが綺麗で、狭い箇所にも対応できる点が魅力です。
一方、ファイバーレーザー溶接機はTIG溶接機に負けない以下のメリットが存在します。
扱いやすさ
ファイバーレーザー溶接機は、TIG溶接機と比べて扱いやすい点がメリットです。
TIG溶接機では、作業者はトーチを溶接面に対して約3mmほど離し、約45°傾けて素材を溶かします。そして素材を融接する際は、きれいな溶接ビードを出すために一定のスピードで作業することや適切なタイミングで溶接棒を近づけるなどのポイントがあります。また、作業者は電極が溶接池に接触しないように注意を払う必要もあります。
一方、ファイバーレーザー溶接ではワイヤー(溶接材)とセットになったトーチを片手で持ち、レーザーを接合部に当てて溶接を行います。また、溶接機の設定で出力や溶接ビード幅の調整(スイング機能)が可能です。
溶接時に両手を使用しない点やトーチと溶接棒の扱いに高い技能を必要としない点から扱いやすい溶接機だと言えるでしょう。
溶接スピード
ファイバーレーザー溶接機は、レーザーのエネルギーにより接合部を融接する手法です。レーザーは、アーク放電と比べてエネルギー密度が高く、溶け込みが深い特徴があります。
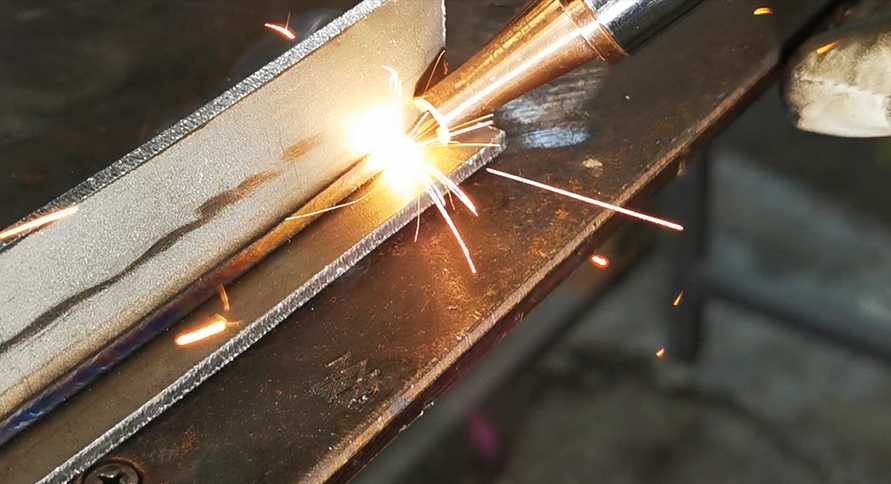
そのため、以下の動画の様にTIG溶接機を使用するケースと比べて、3倍ほどの溶接スピードを誇ります。
(参考動画)
溶接スピードが速いことで、シールドガスの使用量を抑えられる点がメリットです。また、溶接による焼けや歪みが少なく、手直しに要する時間の削減につながるため、高品質な品物を効率よく生産できる点も魅力と言えるでしょう。
仕上がりの綺麗さ
ファイバーレーザー溶接機は、TIG溶接機と遜色ない仕上がりを実現できます。また、半自動溶接機と比べて溶接スパッタが少ない点も魅力です。
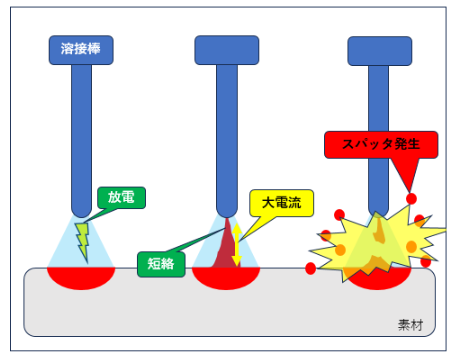
半自動溶接(アーク溶接)におけるスパッタは、ワイヤーと溶接池の短絡によるものが大部分を占めます。短絡とは、電位差のある2点が導線などでつながる現象を指しており、短絡時および解放時に大電流を発生させる点が特徴です。
溶接池の近くで大電流が発生すると、放電エネルギーの過多によって溶けた素材が飛散し、スパッタを形成させます。
一方、ファイバーレーザー溶接では光エネルギーであるレーザーを使用するため、短絡自体の発生がありません。そのため、半自動溶接機に比べてスパッタが発生しにくくなります。
なお、熱せられたワイヤーや溶接金属の飛散による微量のスパッタは発生しますが、素材の融点に合わせた出力設定で軽減できます。(細かいスパッタなので母材に付着しにくい)
上記より、ファイバーレーザー溶接機は溶接の生産性を向上させ、作業者による仕上がりのばらつきも少なくできる点がメリットだと言えるでしょう。
ファイバーレーザー溶接機のデメリット
前項では、ファイバーレーザー溶接機のメリットをTIG溶接との比較から解説しました。一方、ファイバーレーザー溶接機にはレーザーの特性などから以下のデメリットも存在します。
狭い溶接部へのアプローチが困難
TIG溶接は、溶接棒とトーチが分かれていることで、狭い溶接部にも対応できます。対して、ファイバーレーザー溶接は、ワイヤガイドがトーチに固定されているケースが多く、狭い溶接部に入りづらい点がデメリットです。また、ファイバーレーザー溶接におけるトーチと溶接棒を分離しての作業は、レーザーの反射による事故の可能性を否定できず、推奨されません。
そこで、広い箇所ではファイバーレーザー溶接機を用いて、局所的にTIG溶接機を用いると、細部へのアプローチをしながら効率の良い生産を行えます。
レーザーの特性による危険性
ファイバーレーザー溶接は、レーザーの集光性により光エネルギーの密度を高めて、溶接部の深い溶け込みや速い溶接を実現しています。また、ファイバーレーザーは波長が短く、溶接部の反射を軽減できる点が特徴です。
しかしながら、レーザーの特性上、完全に反射を取り除くことは難しく、電気エネルギーを用いるTIG溶接では起こりえない危険性を内包しており、安全に使用するための知識を持っておくことが大切です。
ファイバーレーザー溶接機を販売するWELDTOOLでは、ファイバーレーザー溶接機の納品時に安全に使用するためのレクチャーやアドバイスを実施しています。

導入コストが高い
ファイバーレーザー溶接機は200万円~の製品が多く、TIG溶接機と比べて高価格な製品が多い点がデメリットです。
一方、ファイバーレーザー溶接機を用いると、溶接スピードの速さによる生産性の向上が見込まれ、長期的には利益につながると期待できます。
また、ファイバーレーザー溶接機は初心者でも少しの練習で扱えるので、職人不足の解消にもつながると言えるでしょう。ファイバーレーザー溶接機で生産性を保ちながら、TIG溶接などの様々な技能を伝承すると、より早く、より多くの職人の育成が期待できます。
ファイバーレーザー溶接機のデメリットをTIG溶接機のメリットで補いながら生産を行うと、生産や人材育成の観点において相乗効果が生まれるでしょう。
ファイバーレーザー溶接の特徴とさまざまな溶接との比較
前項では、ファイバーレーザー溶接機のメリットおよびデメリットをTIG溶接と比較しながら解説しました。
溶接機には、ファイバーレーザー溶接機の他にもさまざまな種類が存在します。
本項では、ファイバーレーザー溶接機を深く知るために、ファイバーレーザー溶接の特徴やほかの溶接との違いを解説していきます。
ファイバーレーザー溶接の特徴
ファイバーレーザー溶接は、ファイバー構造を用いて発生させた高品質なレーザーを用いて素材を融接する溶接方法です。
レーザーの品質は、集光性および輝度から評価されます。集光性は、光線を集中させる性質を差します。また、同出力の場合、集光性が高ければ光源のエネルギー量(輝度)も高くなる点が特徴です。
一方、ファイバー構造は屈折率の低い素材で屈折率の高い素材を覆った、筒状の構造をしています。そして、内部に光を通し、反射を繰り替えさせることで光を伝送します。
ファイバーレーザーは、ファイバー構造にレーザー媒質(光を増幅させる素材)の役割を持たせて、レーザーの増幅を繰り返しながら伝送する点が特徴です。
そのため、効率良く、より集光性の高いレーザーを生成します。
また、ファイバーレーザーは波長が短い点も特徴です。波長が短いと、レーザーの持つエネルギー密度や素材への吸収率が高くなります。そのため、高い集光性と短い波長を持つファイバーレーザー溶接は、深い溶け込みやステンレスなどの強度の高い素材およびアルミなどの反射率の高い素材への溶接が可能です。
このように、ファイバーレーザー溶接はレーザーの品質を高めることで、溶接のスピードアップや様々な素材への対応を可能としている手法だと言えます。
TIG溶接との比較
TIG溶接とファイバーレーザー溶接を4つの項目で比較しました。
| 溶け込みの深さ | 狭い溶接部へのアプローチ | 作業性 | コスト面 | |
| ファイバーレーザー溶接 | 深い | 困難 | 初心者でも扱いやすい | 高価 |
| TIG溶接 | 浅い(上記と比べて) | 容易 | 熟練度が必要 | 安価 |
- 溶け込みの深さ
ファイバーレーザー溶接は、レーザーでエネルギーを集中させ、素材を接合する手法です。そのため、TIG溶接と比べて溶け込みが深くなる性質を持ちます。
一方、TIG溶接では放電によるエネルギーで素材を溶解し、素材を接合します。そのため、素材に与えるエネルギーが低く、溶け込みが浅くなる傾向があります。
- 狭い溶接部へのアプローチ
TIG溶接は、トーチと溶接棒を用いて溶接を行うため、様々な溶接部にアクセスしやすい特徴があります。特に、ファイバーレーザー溶接機のようにトーチとワイヤーが一体化しておらず、狭い箇所へのアクセスに適している点がメリットです。
- 作業性
ファイバーレーザー溶接は、溶接機の設定により出力やビード幅を変更できるので初心者でも扱いやすく、品質のばらつきが少ない点が特徴です。
一方、TIG溶接はトーチと溶接棒の位置関係やトーチを動かす速さで品物の良し悪しが変わります。そのため、溶接の熟練度が品質に影響を及ぼす点は否めません。
- コスト面
TIG溶接機は、ファイバーレーザー溶接機と比べて安価で導入できる点がメリットです。一方、溶接スピードや品質の安定化の観点ではファイバーレーザー溶接機を用いた方が有利です。
また、半自動溶接機を用いている場合、溶接スピードの観点ではファイバーレーザー溶接機と遜色はありません。しかしながら、スパッタの除去や歪みの矯正などを含めた生産性では、ファイバーレーザー溶接機に軍配が上がります。
上記から、ファイバーレーザー溶接機をメインで使い、局所的にTIG溶接を使うと品質を鑑みた効率の良い生産を実現できると言えるでしょう。
さまざまなレーザー溶接との比較
ファイバーレーザー溶接はレーザー溶接に分類され、他にもCO2レーザー溶接・YAGレーザー溶接・半導体レーザー溶接などが存在します。
- CO2レーザー溶接
CO2レーザー溶接は、波長10.6μmのレーザーをミラーで集光した溶接方法です。また、大出力でのレーザー発振が可能で、金属の他に樹脂などの幅広い素材に対応できる点が魅力です。
- YAGレーザー溶接
YAGレーザー溶接は、波長1.064μmのレーザーをミラーで集光し、光ファイバーで伝送可能とした溶接方法です。また、CO2レーザーに比べて波長が短く、エネルギー密度や素材への吸収率が高い点がメリットです。
- 半導体レーザー溶接
半導体レーザー溶接は、半導体に電流を流した際に発生するレーザーを用いて溶接する手法です。波長は、0.80〜0.98μmと4つのレーザーの中で最も短く、集光性や輝度に優れている点が特徴です。
しかしながら、エネルギー密度を高めるためには焦点距離を短くする必要があり、溶接部とのギャップ管理が厳しい点が弱点と言えるでしょう。
- ファイバーレーザー溶接
ファイバーレーザー溶接は、波長1.080μmのレーザーをファイバーを用いて増幅および伝送する溶接方法です。ファイバー構造を用いることで、効率よく発振および集光ができる特徴があります。
下記は、それぞれのレーザー溶接を4つの観点でまとめた表です。
| *平均出力【連続】 | *発振効率 | *集光性・輝度
(カッコ内は波長を示す) |
ファイバー伝送の可否 | |
| CO2レーザー溶接 | 大
(45kW) |
小
(10%~20%) |
小
(10.6μm) |
× |
| YAGレーザー溶接 | 小
(10kW) |
極小
(1%~4%) |
中
(1.064μm) |
〇 |
| 半導体レーザー溶接 | 小
(6kW) |
大
(30%~60%) |
大
(0.80~0.98μm) |
〇 |
| ファイバーレーザー溶接 | 中
(30kW) |
中
(20%~30%) |
中
(**1.080μm) |
〇 |
*片山聖二著、レーザ溶接より
**WELDTOOLホームページより
上記より、ファイバーレーザー溶接は他のレーザー溶接と比べて、効率やレーザー品質のなどの多くの点でバランスの良い溶接手法だと言えるでしょう。
ファイバーレーザー溶接機はWT-FL1500がおすすめ

ここまで、さまざまな溶接機との比較からファイバーレーザー溶接機のメリットやデメリットを解説しました。
ファイバーレーザー溶接機を検討中の方、溶接の生産性を向上させたい方には、WELDTOOLのファイバーレーザー溶接機「WT-FL1500」がおすすめです。
ここでは「WT-FL1500」のおすすめポイントを紹介します。
「WT-FL1500」は、溶接に関する様々な悩みに答える以下の魅力を兼ね備えています。
- 魅力①:軽量でコンパクトなトーチ
「WT-FL1500」のトーチは、全長250mm・幅41mmのハンドガンタイプの形状をしています。ファイバーレーザー溶接機は狭いところの溶接に不向きな事が多いですが、「WT-FL1500」ならトーチ先端における最大長さ110mm・最大径Φ18mmと狭いところにも届きやすいサイズ感です。加えて、重さも800gと片手で手軽に扱える重量も魅力です。
- 魅力②:スイング機能による溶接ビード幅の調整
「WT-FL1500」は、設定の変更により1〜6mmまでの溶接ビード幅の調整ができます。そのため、安定した品質で接合部に合わせた溶接を行える点が魅力です。
- 魅力③:ワイヤー送給の細かい制御が可能
「WT-FL1500」は、ワイヤー送給制御を搭載しており、ワイヤーを送るスピードやレーザーの発生および停止時の細かい制御が可能です。そのため、作業者のスキルに合わせた送給が可能となり、ワイヤーの過多による溶接不具合を防ぐ一助になります。
(参考動画)
また、WELDTOOLでは納品の際に、安全に使用するためのレクチャーやアドバイスを実施し、ファイバーレーザー溶接機を安心して導入できるサポートを行っています。
ファイバーレーザー溶接機の導入を検討されている方は、WELDTOOLにご相談してみてはいかがでしょうか
まとめ
ファイバーレーザー溶接機は、TIG溶接機と比べて作業性が高い点がメリットです。そのため、狭い溶接部にも対応できるTIG溶接機と組み合せると、生産性および品質面での相乗効果が期待できます。
ファイバーレーザー溶接機WT-FL1500は、操作パネルで簡単にビード幅やワイヤーの送給を設定でき、初心者でも少しの練習でプロ並みの溶接を可能とします。
溶接作業の生産性をアップさせるために、ファイバーレーザー溶接機の導入を検討されている方は、ぜひWELDTOOLにお問い合わせください。







