

こんにちは、関東営業所の磯部です。
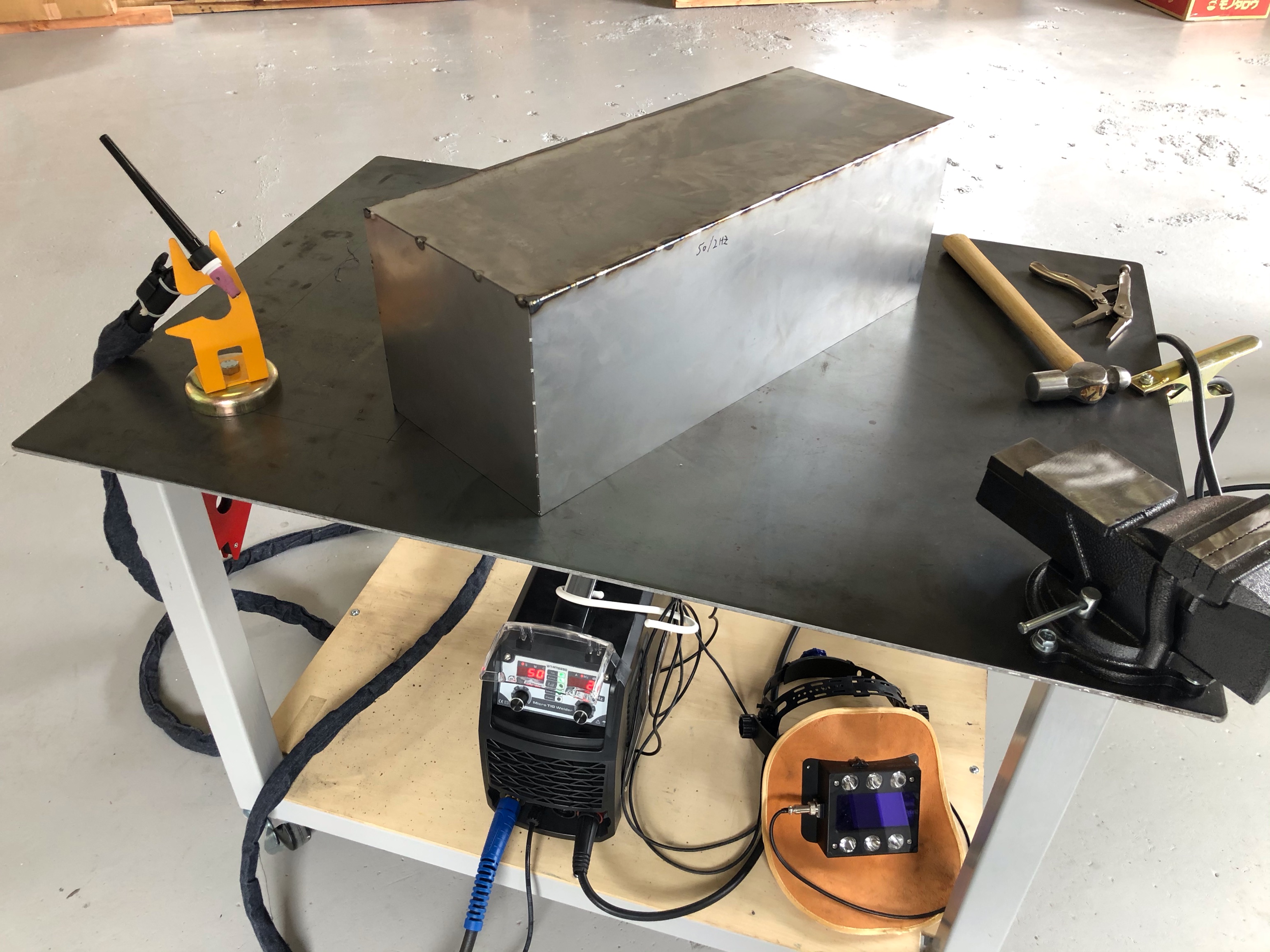
今回、プラズマ切断の時に出る切粉の受け皿になる箱を1.2mm厚の薄板で製作しました。
折り曲げ加工するベンダーが有れば板を曲げて簡単に作れますが、勿論、当社には
そんな贅沢なものは無く、鋼材やさんに薄板を必要な寸法で切って貰い、溶接機な
ら選り取り見取り売るほど有る(笑)ので、溶接して継ぎ作りました。
先ずは仮付け溶接をするのですが、底面と側面の板は平らな状態で先に仮付けを
して、それから直角に折り曲げた方が確実で早いです。
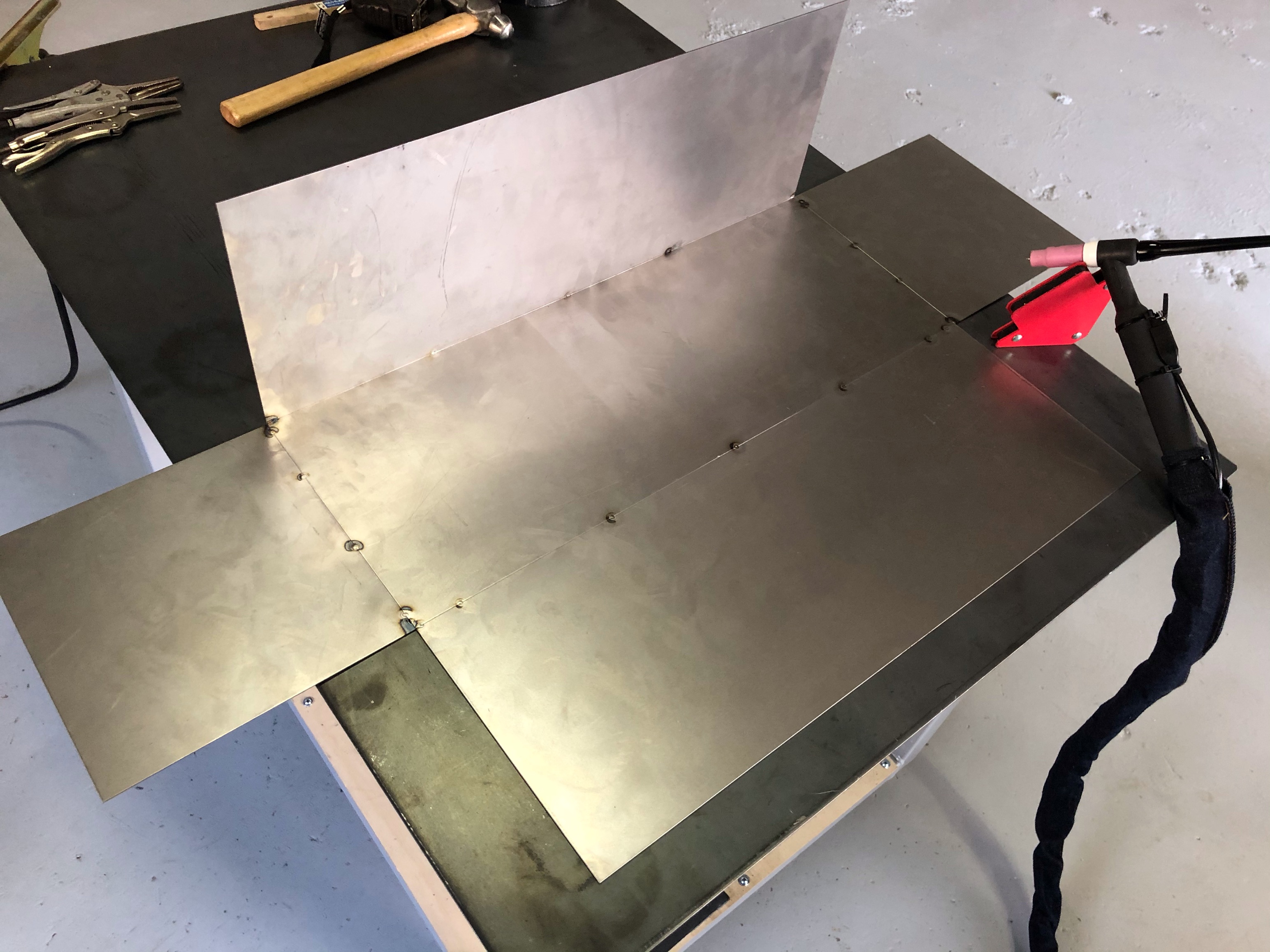
底面を仮付けしたら、側面の板を起こし角を合わせ仮付けするのですが、大事な
事はしっかりと直角を出して、合わせ目に隙間が無いようにすることです。
隙間が有ると本溶接した時に穴が開きまくります。😢
それでは、仮付けしていきますが、
今回、薄板に最適で穴あきや歪みを抑える”マイクロTIG溶接”と”通常のTIG
溶接”で溶接の比較をしましたのでご紹介したい思います。
<通常のTIG溶接>

見ての通りに見事に穴が開いてしましました。隙間は無いのですが、仮付けの数が
多いと慎重に溶接していてもバラついて、つい”やっちゃった” て、感じに成ります。😢
(直ぐに穴が開いた隣に溶接をやり直してます。)
狙いが真ん中に行かずに若干ズレて片側の板を狙ってしまうと、そちらに熱が集中
して穴が開いてしまいます。
熟年の溶接工さんは、経験なのか?集中力なのか?判りませんが穴を開ける事が無
く(少ない?)作業が早いのでしょうが、溶接経験の浅い方や私ごときでは如何
しても穴を開ける事が有ります。
溶接電流は50Aで始めましたが、穴が開くが怖くなり30Aまで下げていきました。
溶接時間は感覚で止めますので、どうしても溶接はバラツキますよね。
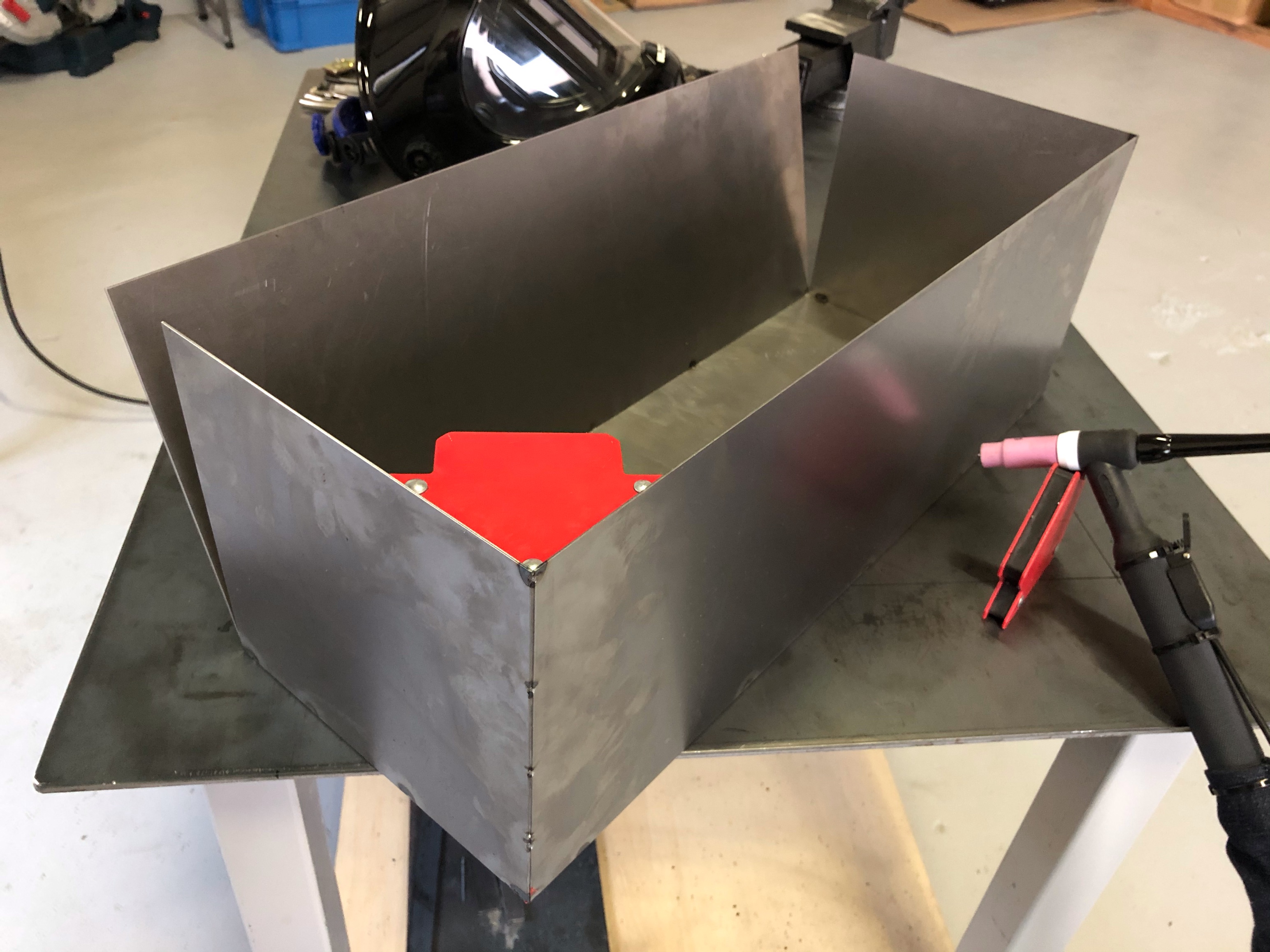
<マイクロTIG溶接>
そこで続いては、マイクロTIG溶接の出番です!


何といっても確実で早いです!!そして、ひとつも穴が開きませんでした。😄
溶接時間を人任せではなく、溶接機がミリ秒単位で制御して止めてくれるので
安心して溶接に集中できますし、溶け込みが均一でバラツキが出ません。
確実で安心して溶接できます。数ミリ秒で止めるなんて人間業ではムリです。

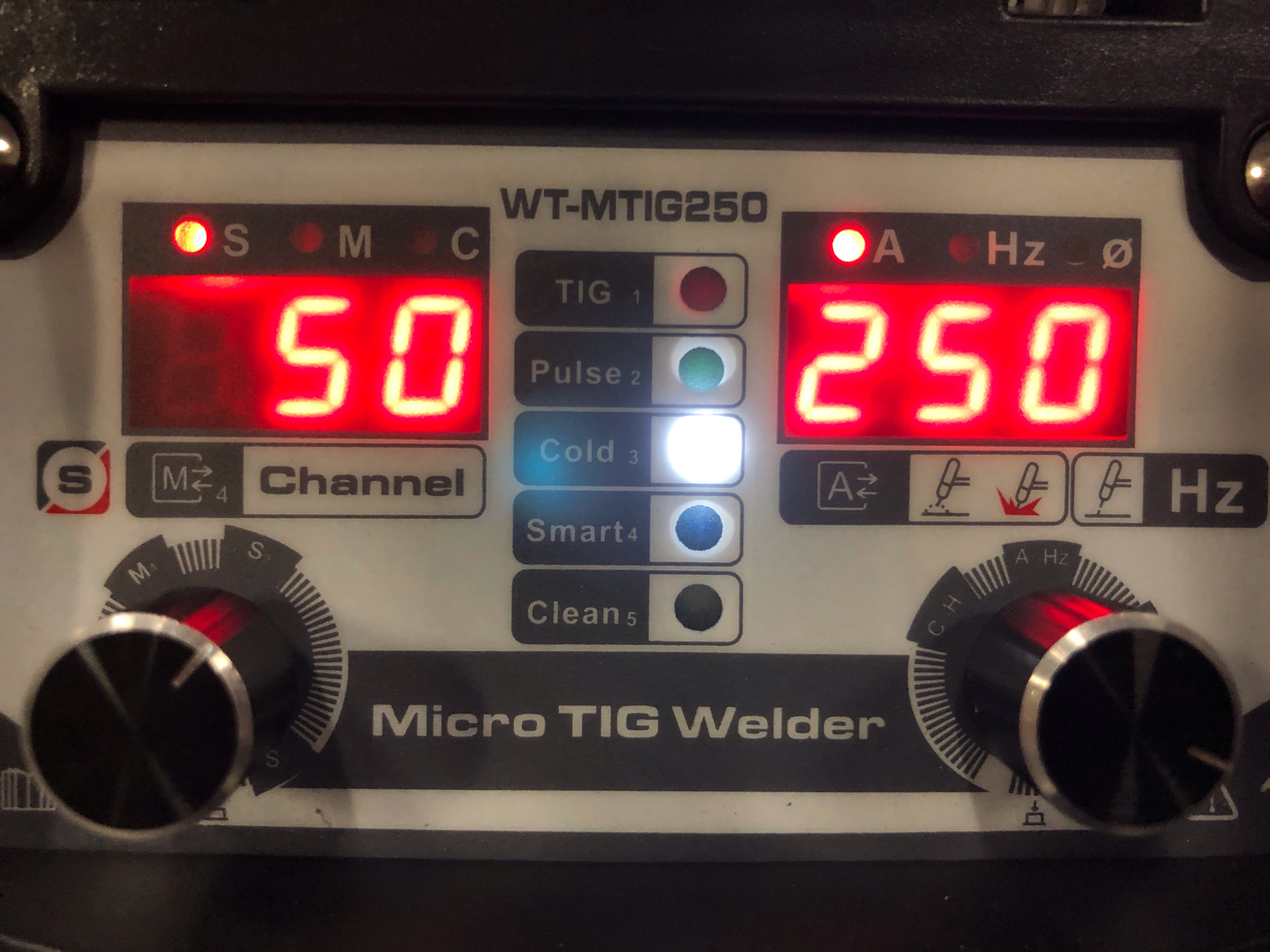
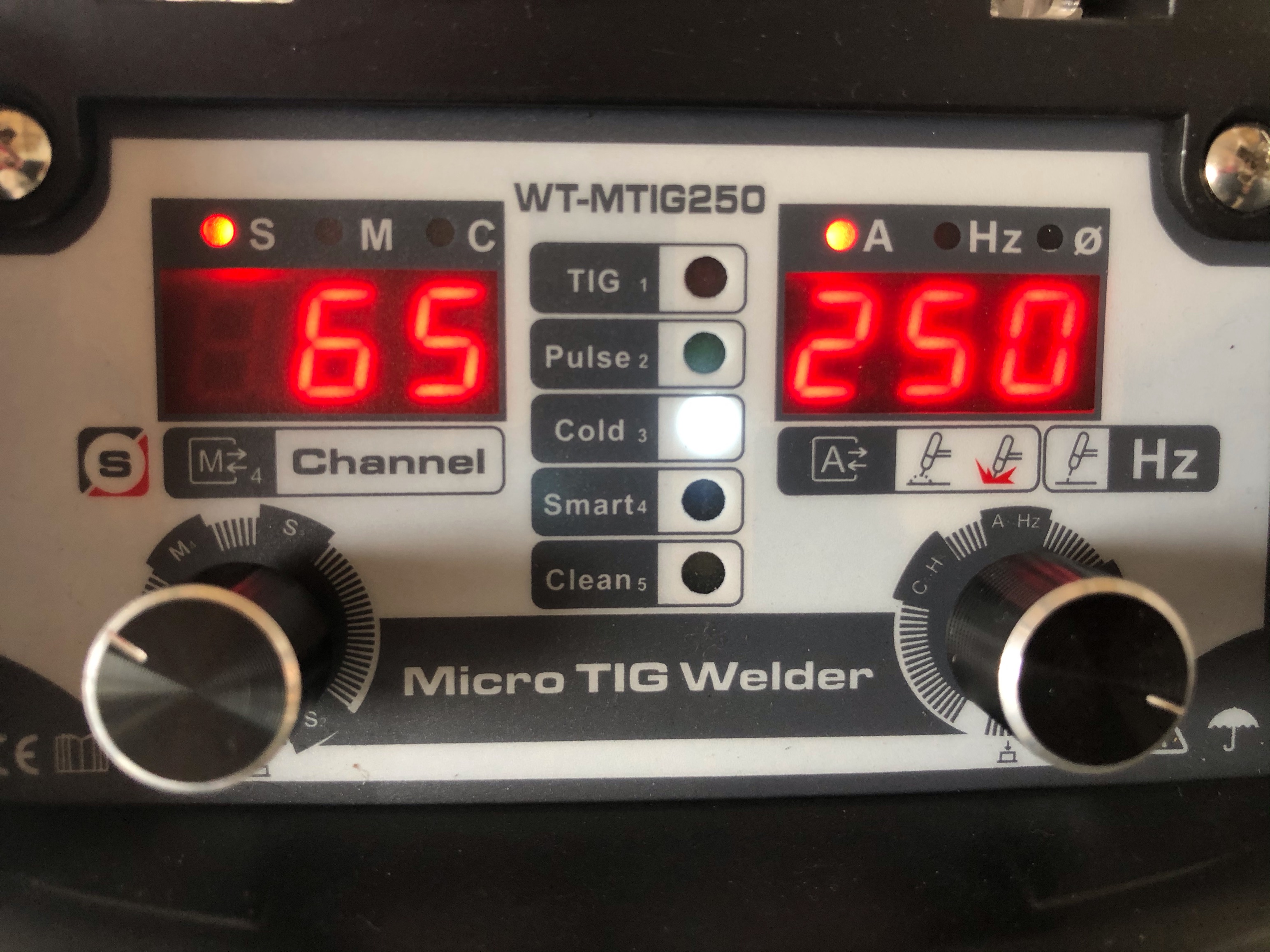
溶接電流は250Aで溶接秒数は最初は、慎重に30msから初めましたが、全く穴が
開く気配がないので、安心して徐々に50~65msまで上げていけました。
<通常のTIG溶接(裏側)>
表側は溶接後にアフターフローでガスシールドされているために溶接部の周りは、
酸化せず焼けていないように見えますが、裏側を見ると意外と焼けており、
実際には広範囲に入熱があります。
この余計な入熱が歪を増やしていく原因に成ります。


<マイクロTIG溶接(裏側)>
表側の仮付けは、安定して均一な溶接痕(ビード)。
裏側の焼けも必要最小限で極めて少ないのが見て判ります。
裏側への溶け込みは殆ど有りませんが、仮付けなので最低限の溶接強度が有れば
これで十分です。
また、裏側へ出てはダメな板金製品には最適です。
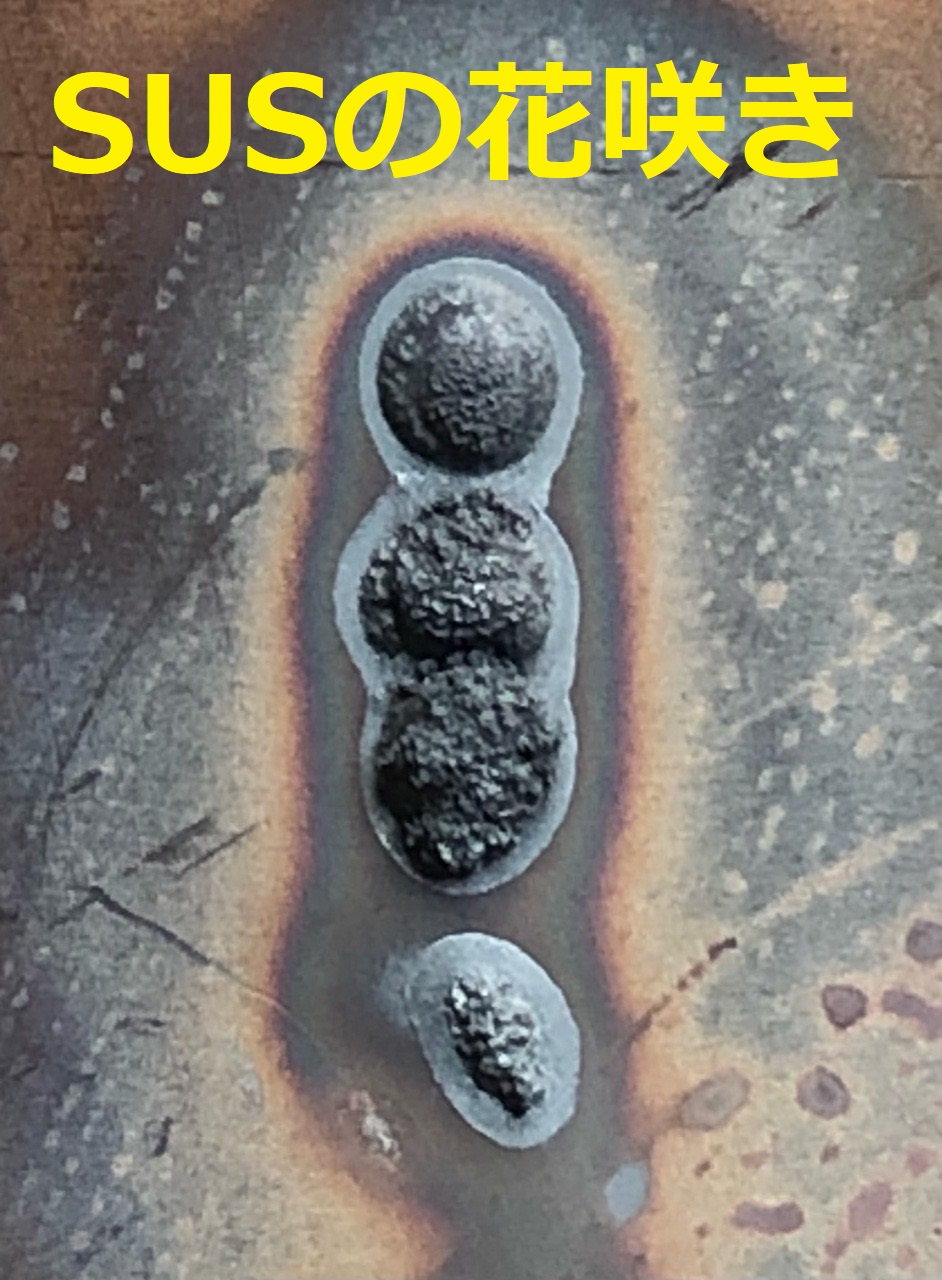
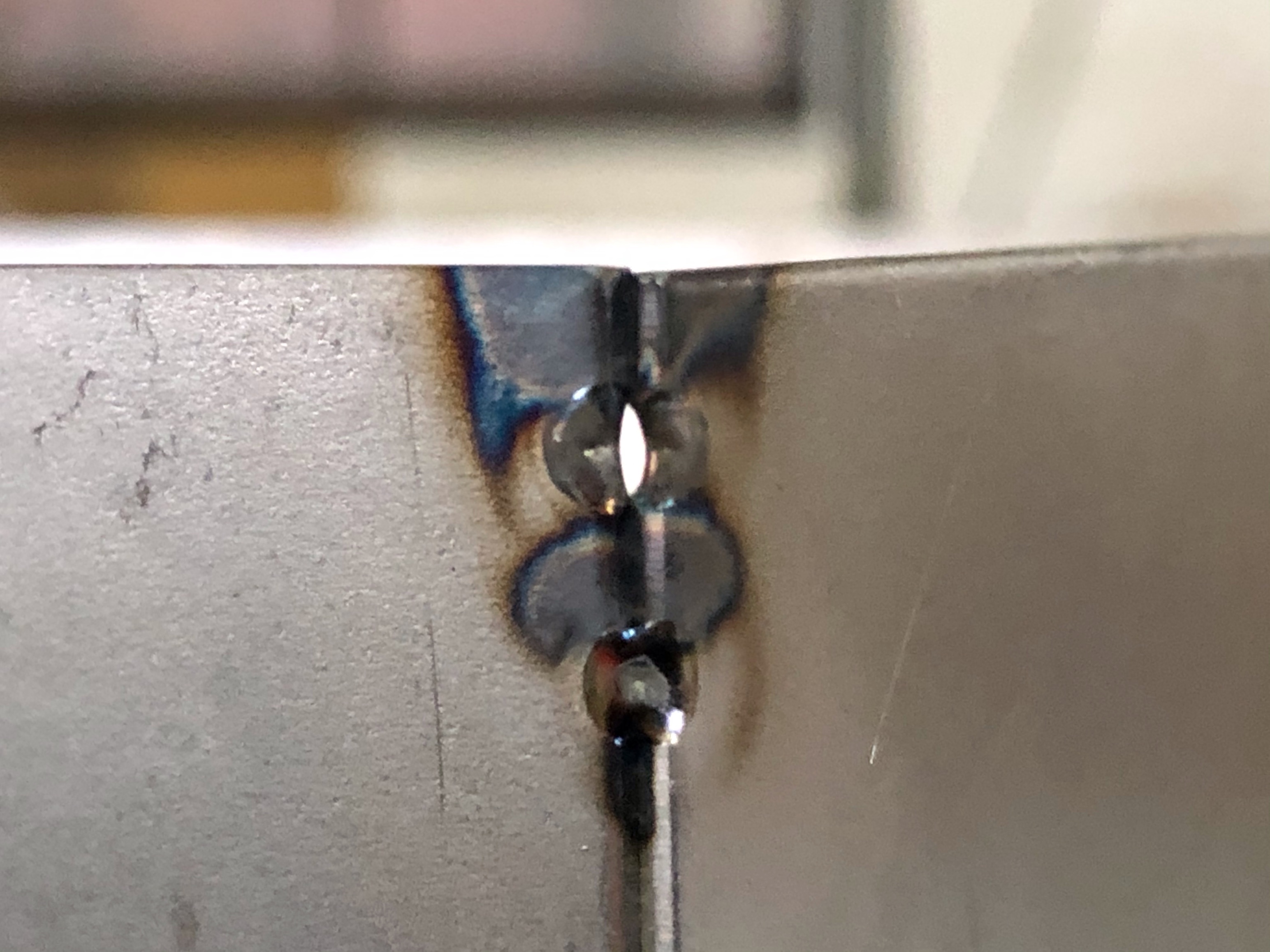
特にステンレスの薄板の溶接では、業界で
通称 ”花が咲く”と言い、真っ黒な過酸化状態の
スラグに成り焼け取りができないため製品とし
はNGになります。
削り落さないといけない悲しいことになります。



マイクロTIG溶接のコツで大事なことは、
母材を瞬間的に溶かして一体化させるために、
タングステン電極と母材の距離は約1mm以下を
キープして溶接します。
詳細は、こちらからご覧ください。
仮付け作業の半分は通常のTIG溶接で溶接し、残りの半分はマイクロTIG溶接しました。
この後の本溶接のなめ付け(共付け)も通常TIGとマイクロTIG溶接で溶接し
比較しましたので、次回、紹介させていただきたいと思います。
今回は、仮付けの溶接だけの記事になりますが、仮付けだけでも比較すると、
これだけの違いが出ます。
このような薄板の溶接作業では、初心者の方には勿論ですが、プロの方にも
作業能率を考えるとマイクロTIG溶接がお勧めです。
今回使用した機種の詳細はこちらから
:マイクロTIG溶接機 WT-MTIG250





