


こんにちは。
昨年末に行ってきた、福岡工業技術センターでの引張強度試験ですが、大半が元から空いている穴で千切れてしまったため、正確な数値の比較ができませんでした。
今回は余計な穴の開いていないフラットバーを持って行って、同じように引張試験にかけます。

厚みは3mmになります。
これを各種溶接にてくっつけまして、試験機で破断するまで引っ張っていき、その耐荷重を調べていきます。

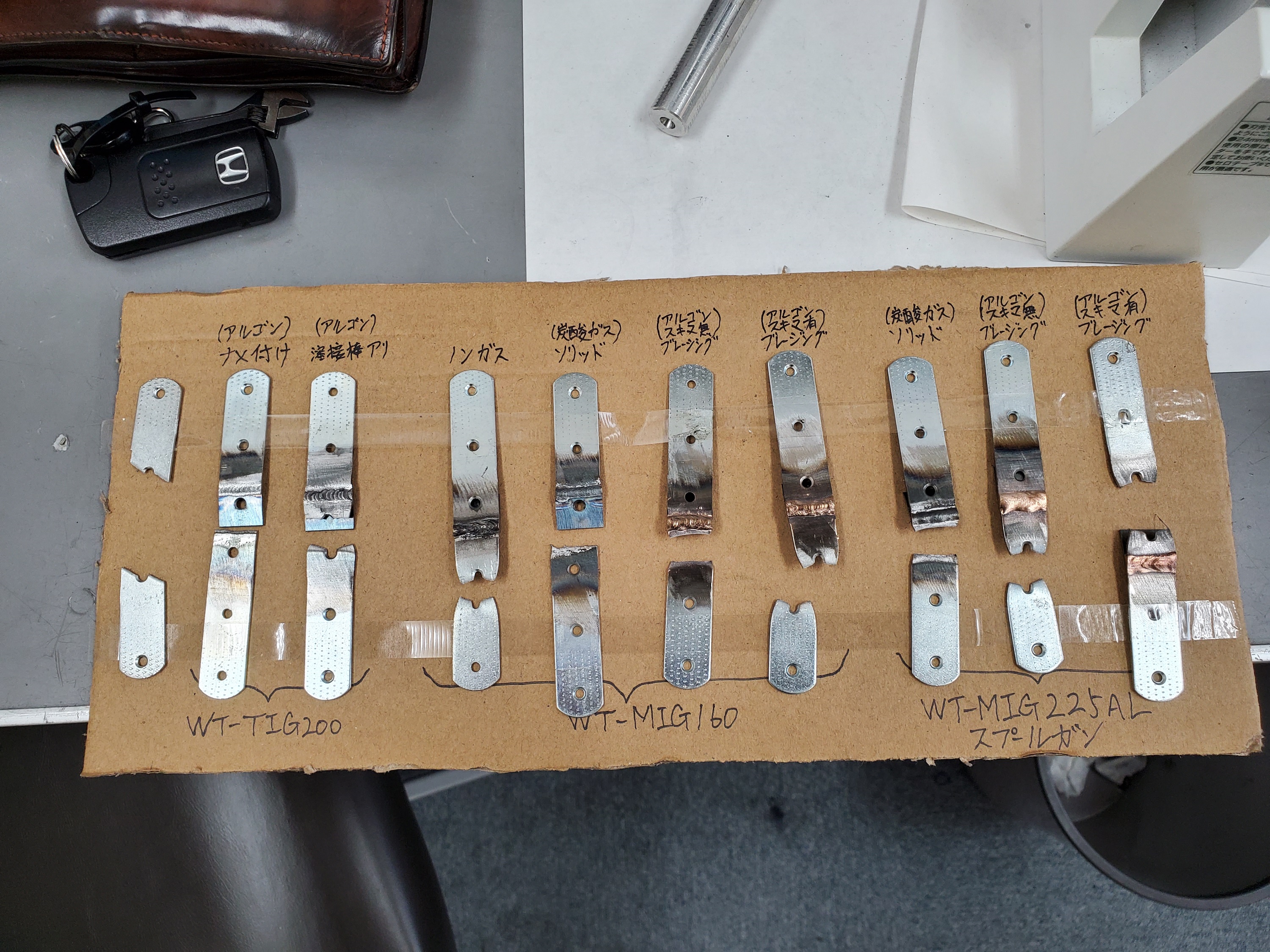
各種溶接した物が揃いました。溶接は全て片側からのみ行っています。

TIG溶接:ナメ付け、溶接棒入り、開先加工有り(2パス)
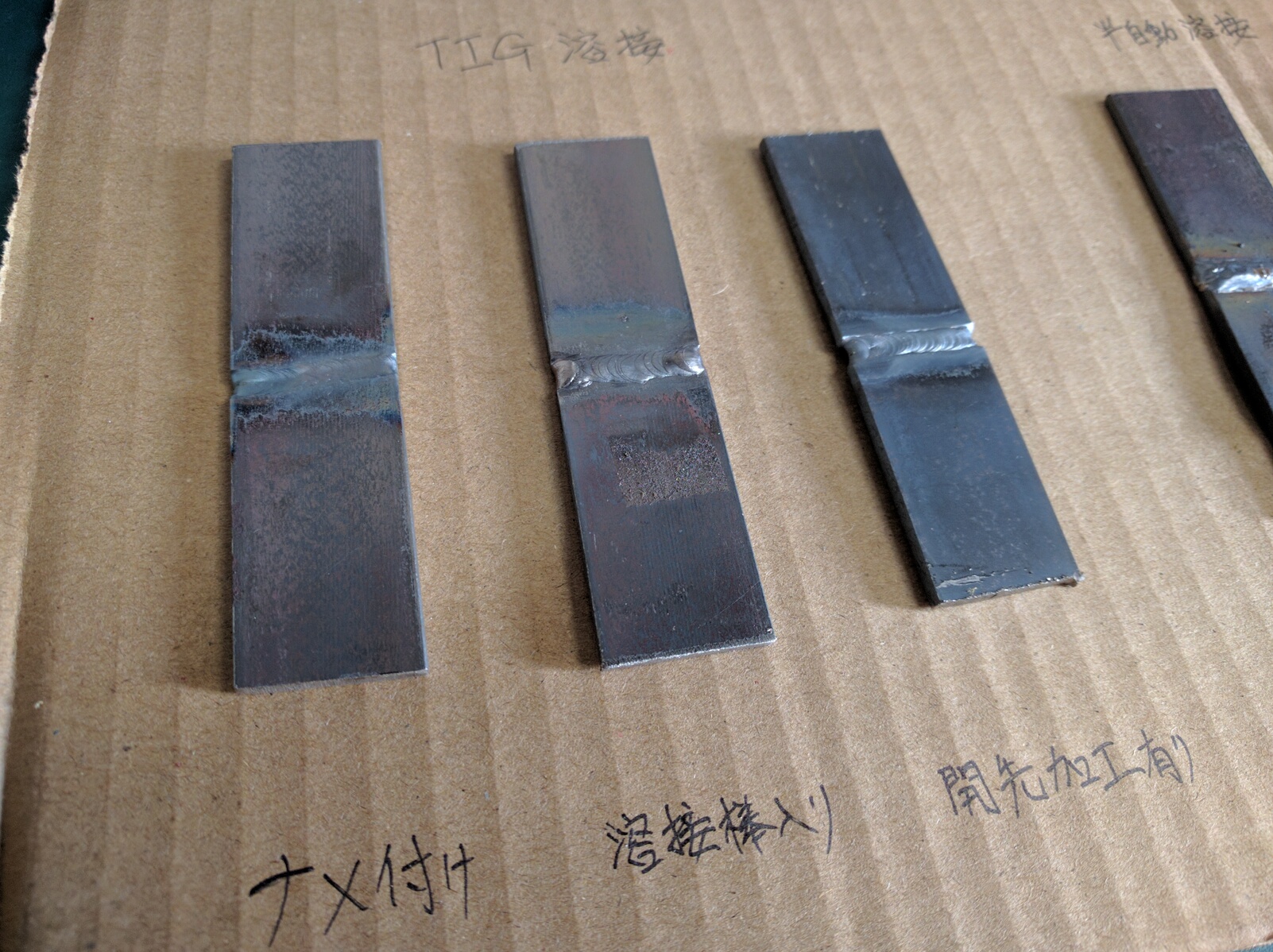
試しに開先加工した物も持っていきました。
グラインダーなどでV字型に溝を掘って、1層目~2層目と溶接を重ねていく事で強度を出すやつです。
開先加工1層目

2層目(アンダーカットですね。。)

母材裏側の比較ですが、左は開先加工無しの物で、右は開先加工有りの物です。
だいぶでべそですね。。ヘタクソなので公開するか悩むレベルなんですが、、一応裏側まで溶接されており(裏波)、強度は出ていることを期待します。

半自動溶接:軟鋼用ソリッドワイヤー(炭酸ガス使用)、ノンガスフラックスワイヤー
ソリッドワイヤー+炭酸ガスの組み合わせは、一般的な半自動溶接ですね。
ノンガスワイヤーだとガス不要で準備が楽なんですが、強度はどうでしょうか?
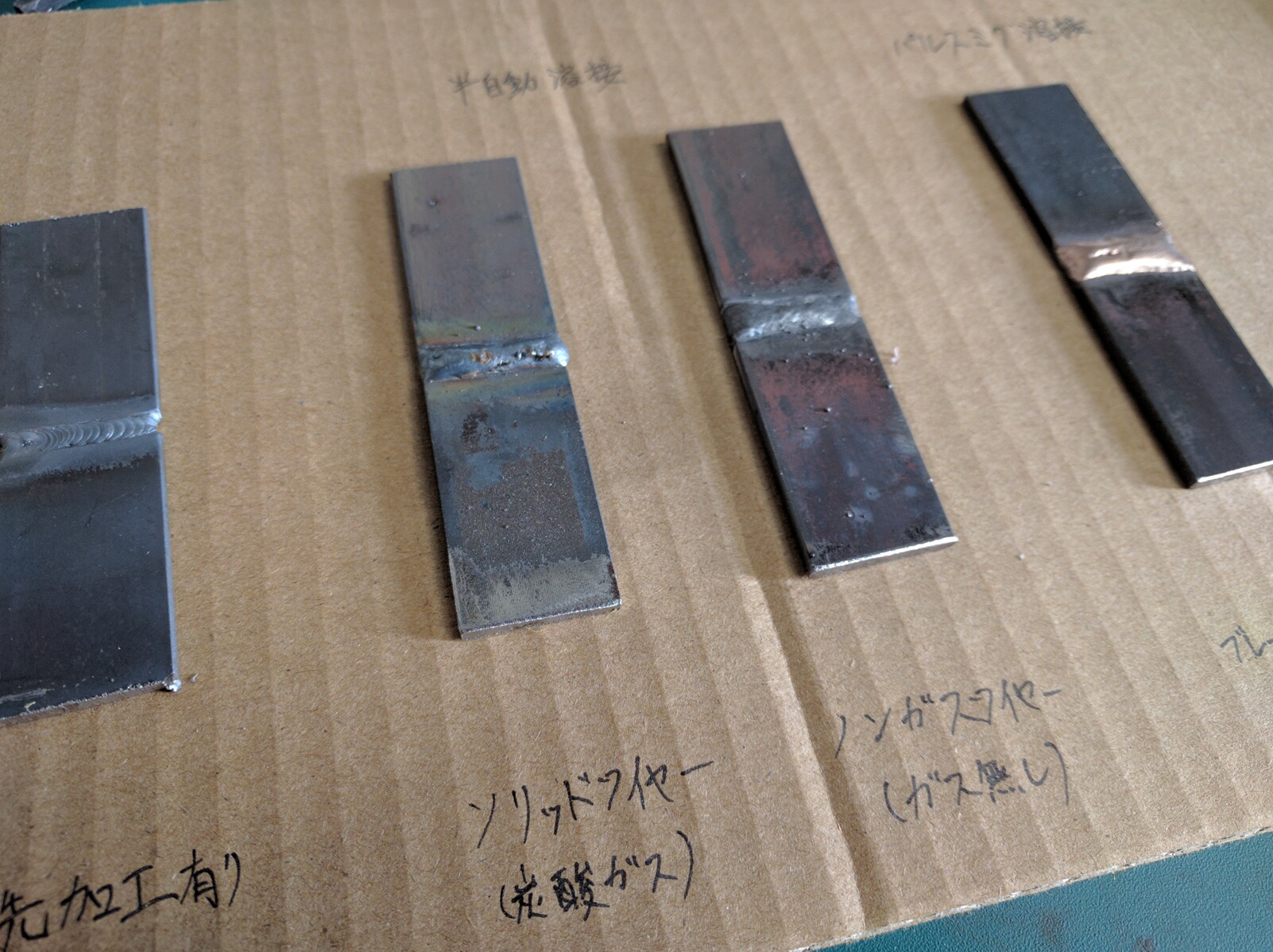
パルスミグ溶接:ブレージング溶接(銅が主成分のブレージングワイヤー+アルゴンガス)
ちょっと特殊な用途で使われる溶接です。車の超高張力鋼板の接合で指定されていたりするようです。詳しくは別の記事にて説明させていただきます。

これらの母材を引張試験にかけてきました。
長くなりそうですので、結果は次回の記事にて報告させていただきます。
株式会社WELD TOOL 古賀





