こんにちは。
溶接の強度を比較する目的で、引張試験を行いましたので、結果を記載します。
溶接機の選定の際の参考にしていただければと思います。
[条件]
母材:厚み3mm×幅25mmフラットバー
全て片面から溶接(TIGの1つは開先加工有り)
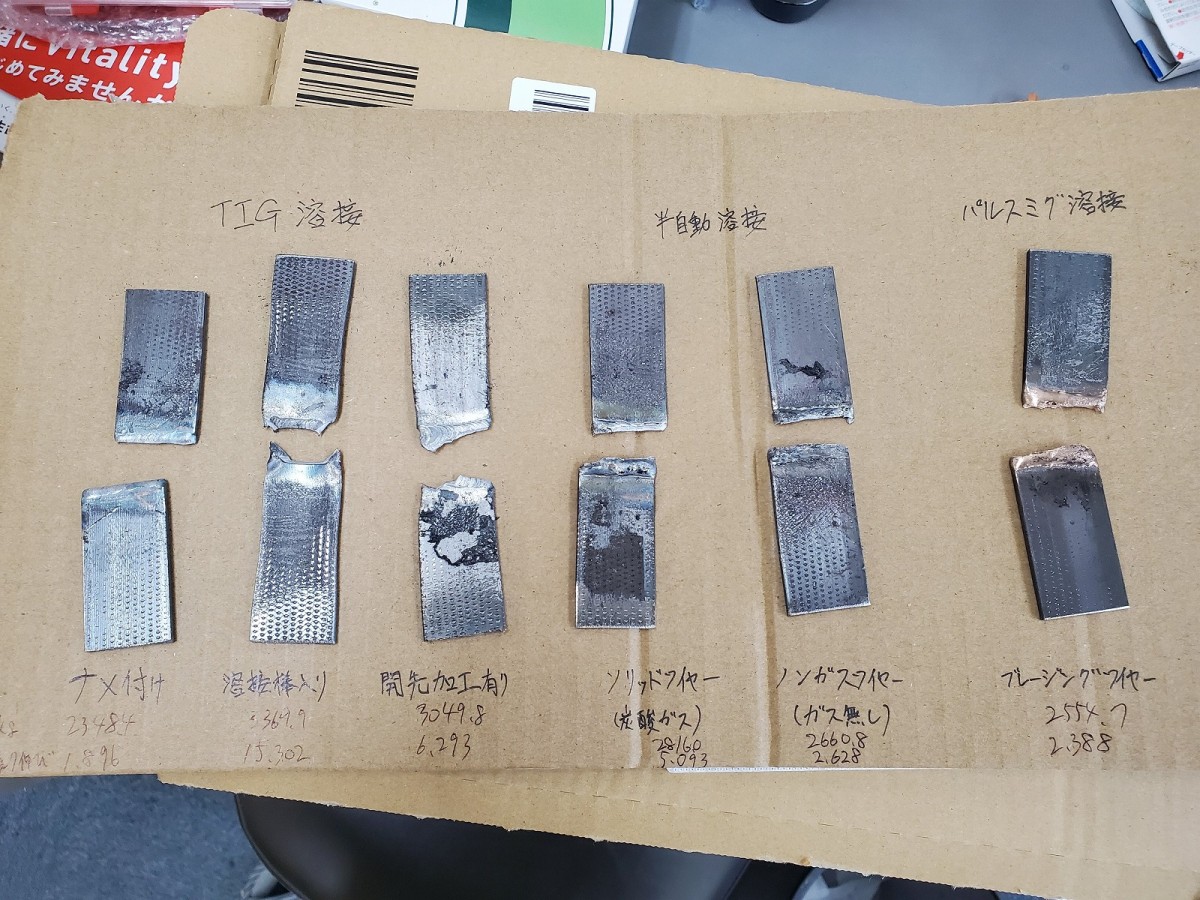
TIG溶接:ナメ付け、溶接棒有り、開先加工有り2パス
半自動溶接:炭酸ガス溶接(一般的)、ノンガス溶接
パルスミグ溶接:ブレージング溶接
まずは基準となる、素のフラットバーを試験機にかけていきます。
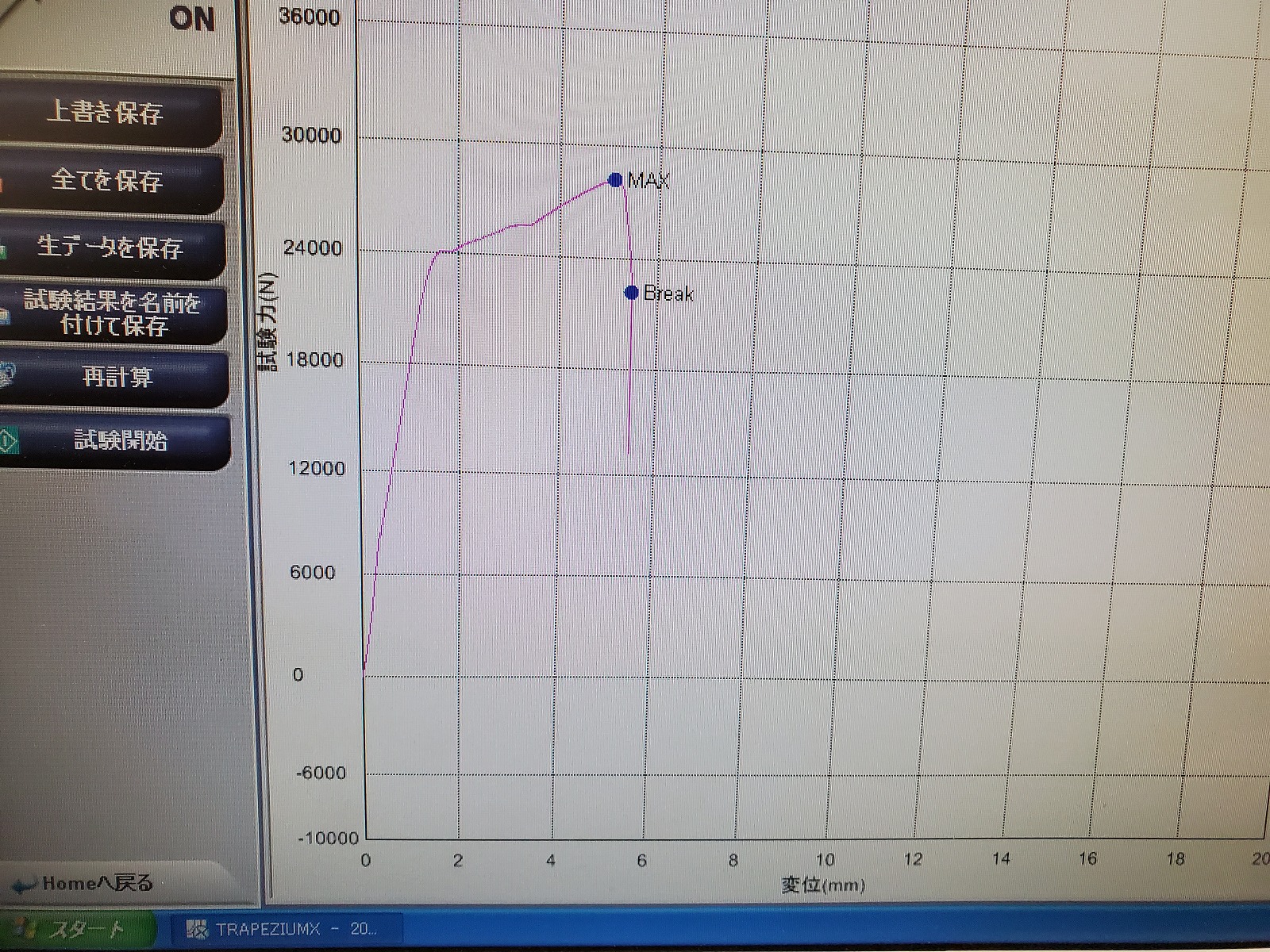
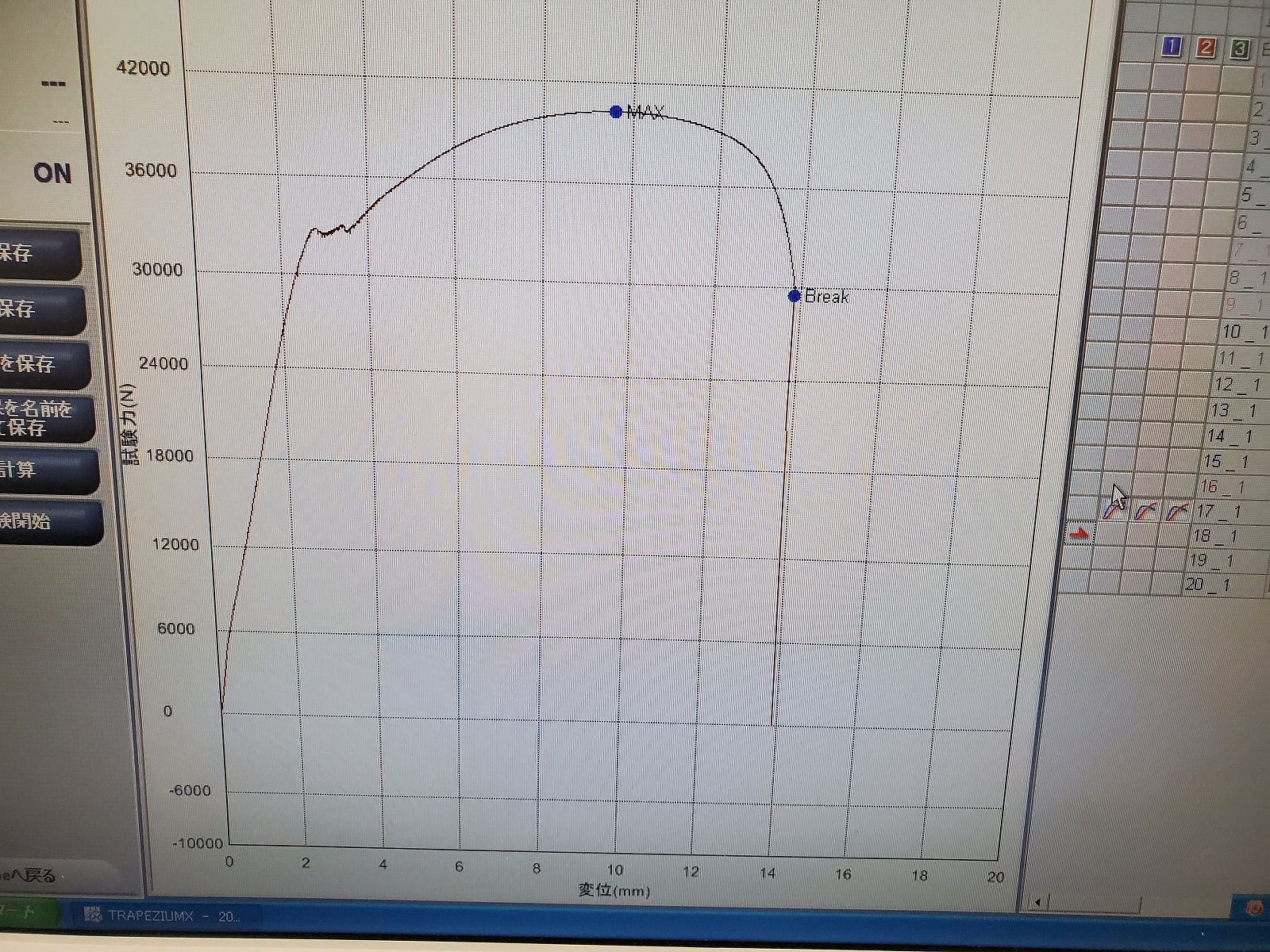
結果はこんなグラフになりました。
縦軸が母材にかかっている荷重(N)で、横軸が伸び(mm)となります。
・ピーク荷重:34063N
・ピーク荷重時の伸び:10.143mm
・破断時の伸び約15,2mm(ここだけはグラフから見て判断しています)
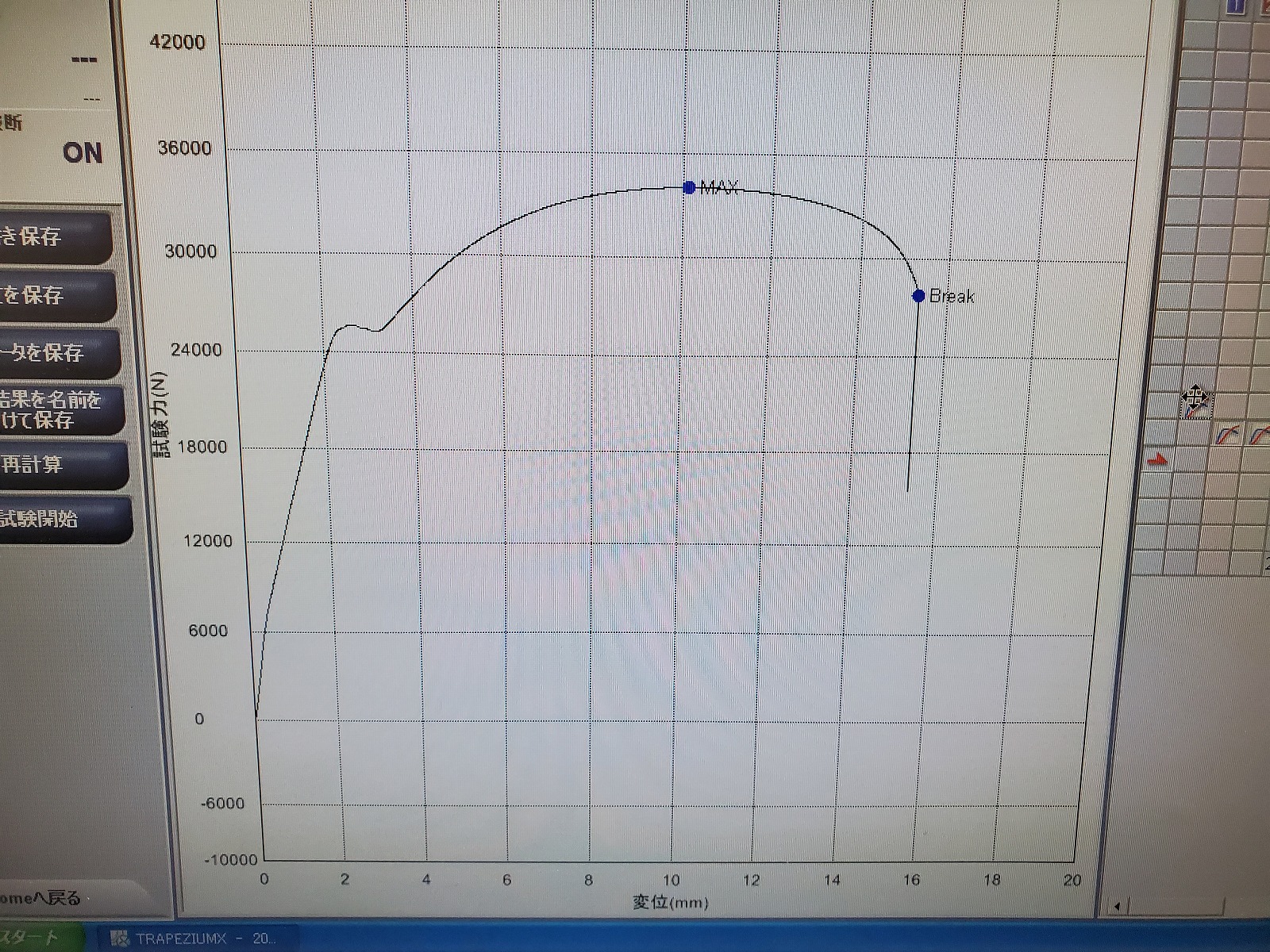
グラフの解説ですが、25000N程度までは一気に荷重が立ち上がってます。そこまでは母材は2mm程度しか伸びておらず、もしかしたらこの辺りが弾性限度なのかも?違うかな?
そこから徐々に伸び率が増えつつも荷重は増えていき、約10mm伸びたところで耐荷重のピークを迎え、そこからは徐々に荷重が下がりつつ、約15mm伸びたところで破断…という感じです。
ちなみに単位Nはkgに換算すると9.8で割ればいいとのことでしたので、ピーク荷重のかかっている34051Nの場合、約3500kgの重さに耐えていることになります。
たった25mm×3mmの鉄なのに、凄いですね!
これを基準として、各種溶接後のグラフをご覧いただければと思います。
ナメ付けTIG溶接

テスト結果
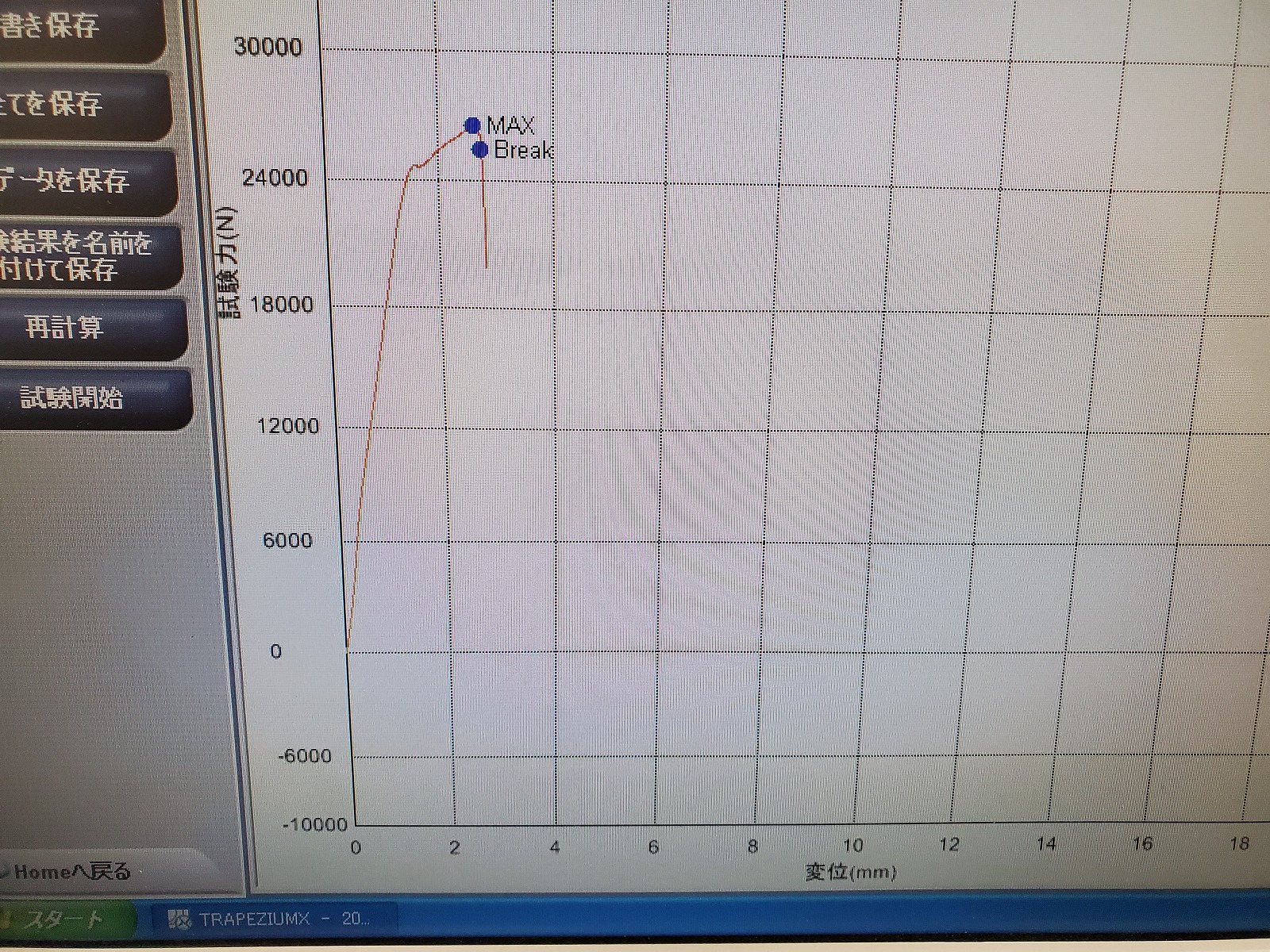
・ピーク荷重:23484N
・ピーク荷重時の伸び:1.896mm
・破断時の伸び:2.6mm
・ピーク荷重時、素のフラットバーに対する強度比:0.689
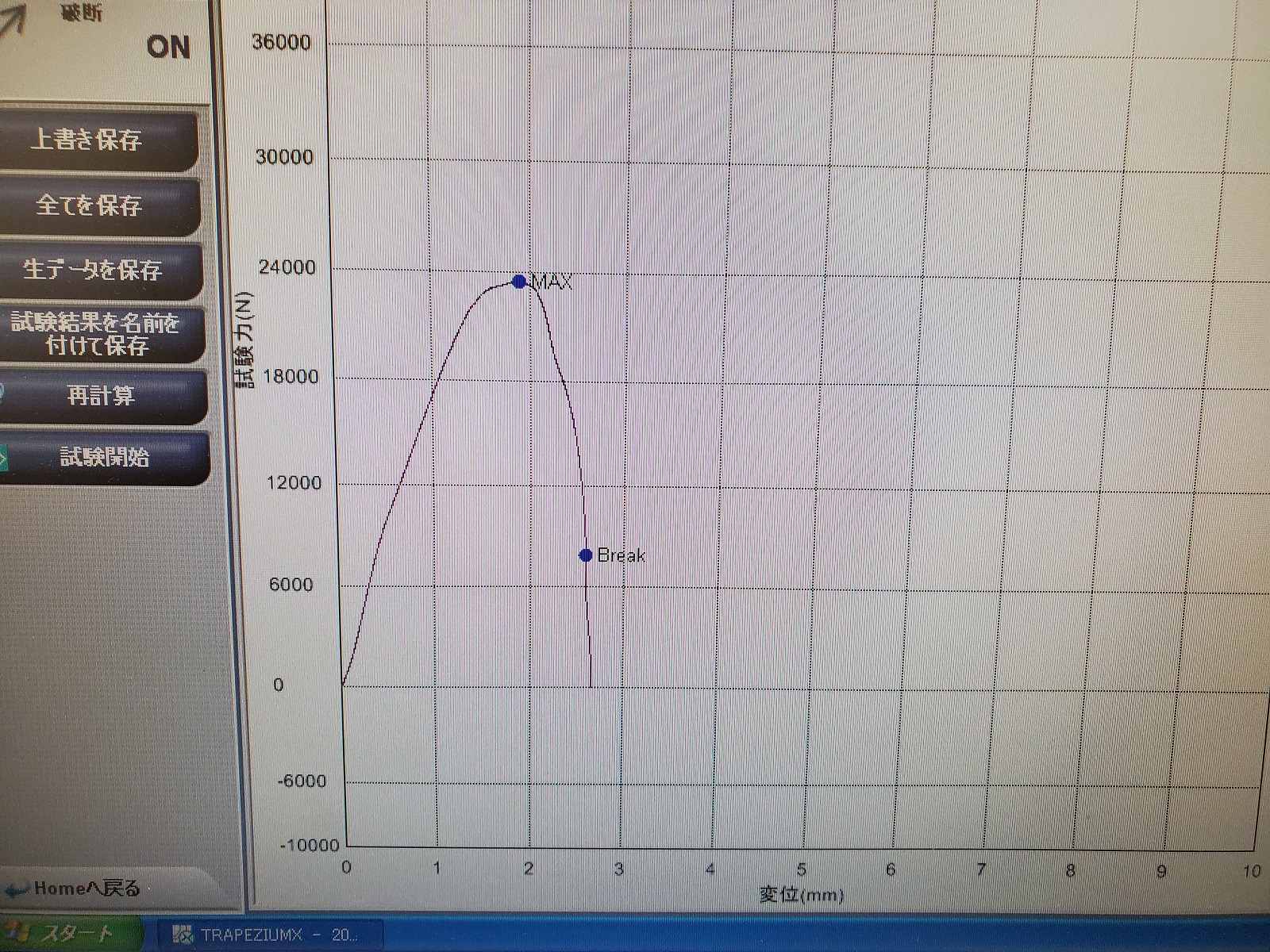
予想でも弱いだろうなとは思っていましたが、全体のテストの中で最も低い数値を示しました。
しかし、片側からナメ付けで溶接しただけ(母材同士を溶かしてくっつけただけ)にしては、7割近くの荷重に耐えたというのは、ナメ付けでも思っていたよりも強いんだなぁと個人的には感じました。
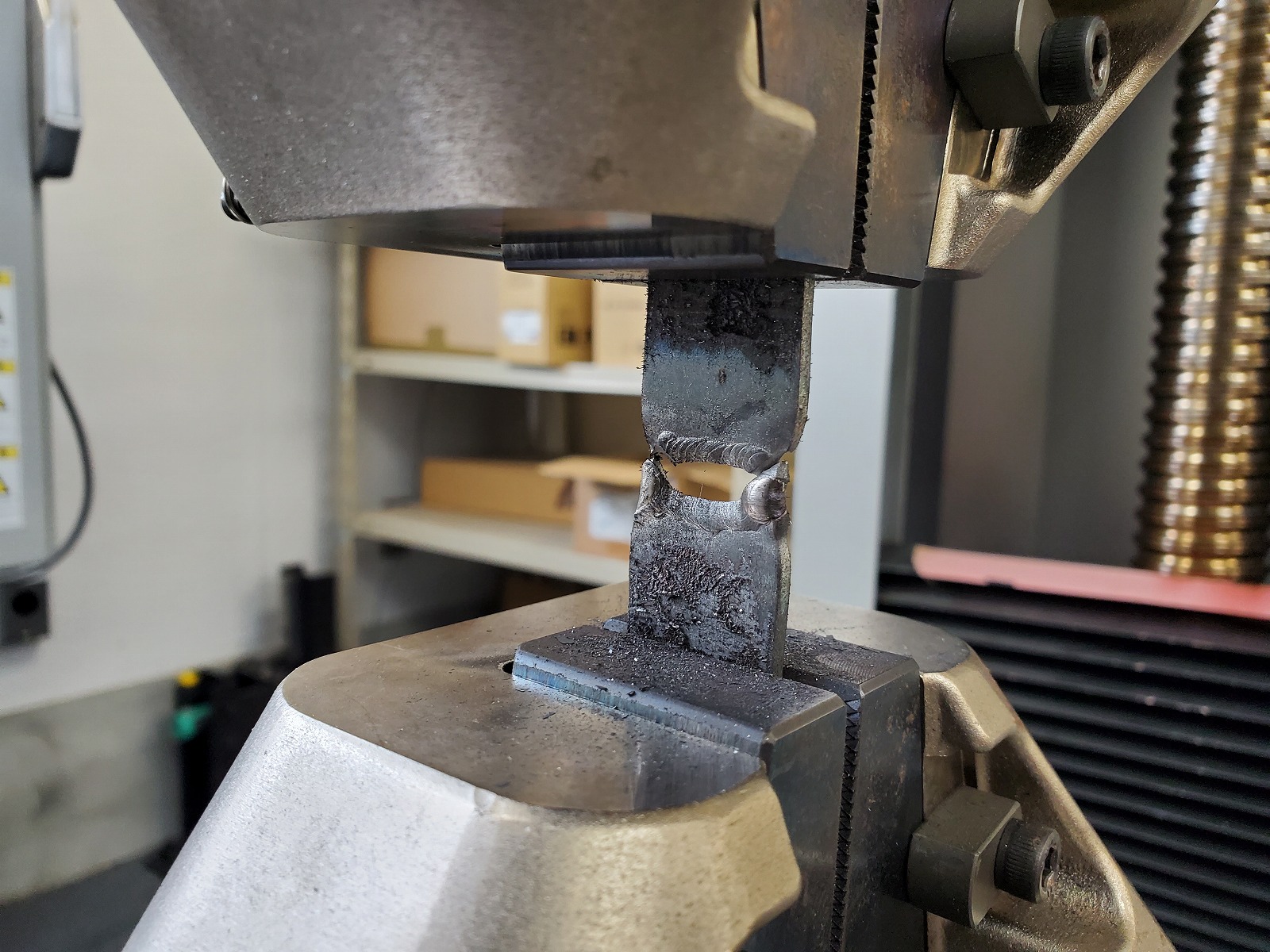
ただ、問題は伸び率の低さで、素のフラットバーが破断まで15mm程度伸びたのに対し、こちらは3mmと持たず破断してしまいました。
これはそもそも強度が足りていないため、母材が伸びの範疇に入る前に破断してしまっているのですが、溶接したところも粘り無く破断してしまってる感じで、振動する所とかでは耐久性は低そうですね。
溶接棒入れTIG溶接
テスト結果
・ピーク荷重:33699N
・ピーク荷重時の伸び:15.302mm
・破断時の伸び:約19mm
・ピーク荷重時、素のフラットバーに対する強度比:0.989
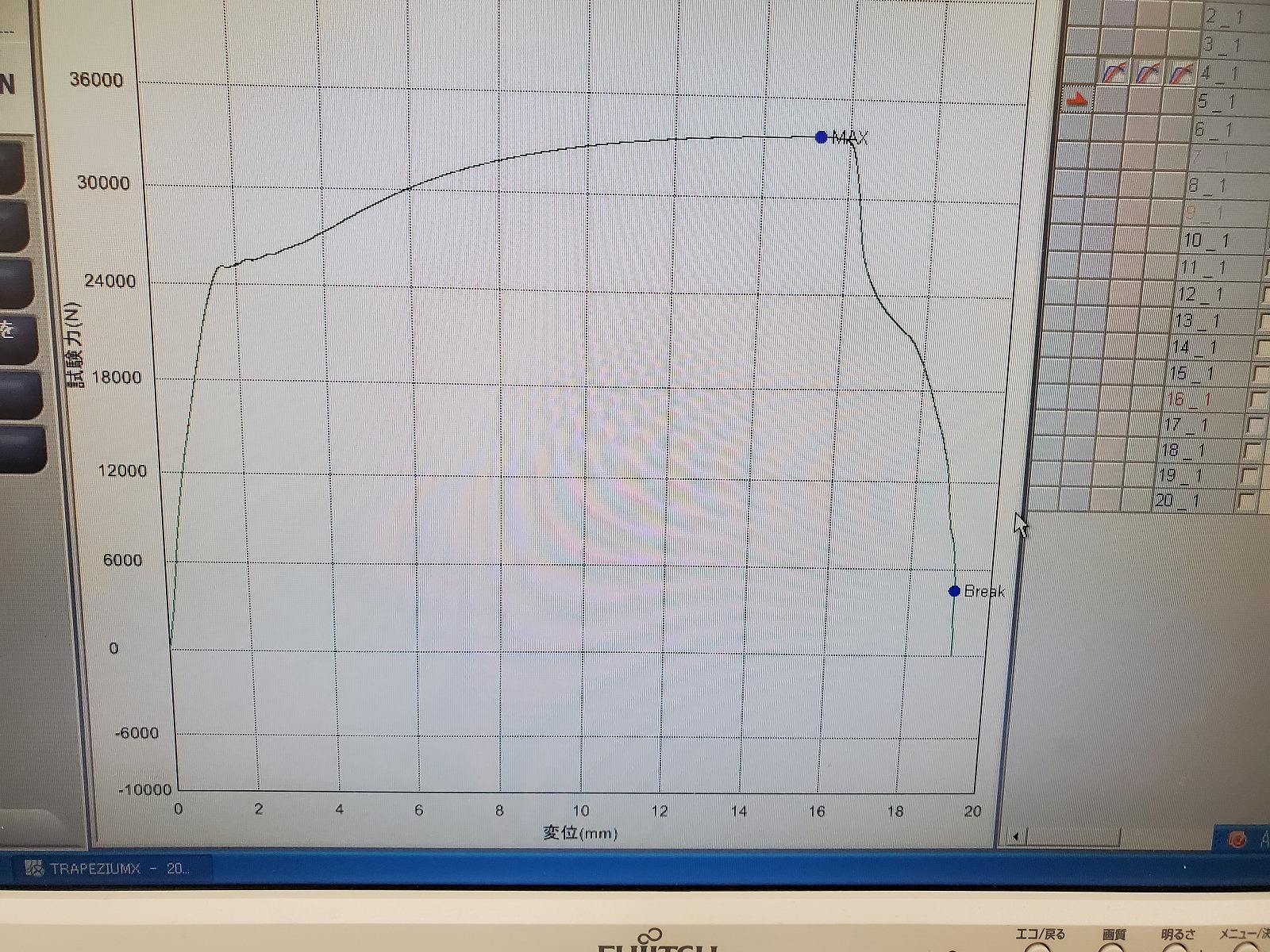
これはすごい…溶接していない素のフラットバーと殆ど変わらない数値をたたき出しました。
伸び率に至っては、素のフラットバーを超える数値となっていますが、これは溶接棒を入れた為、始端と終端がモリっと肉盛り状態になっており、その部分が粘って伸びていました。
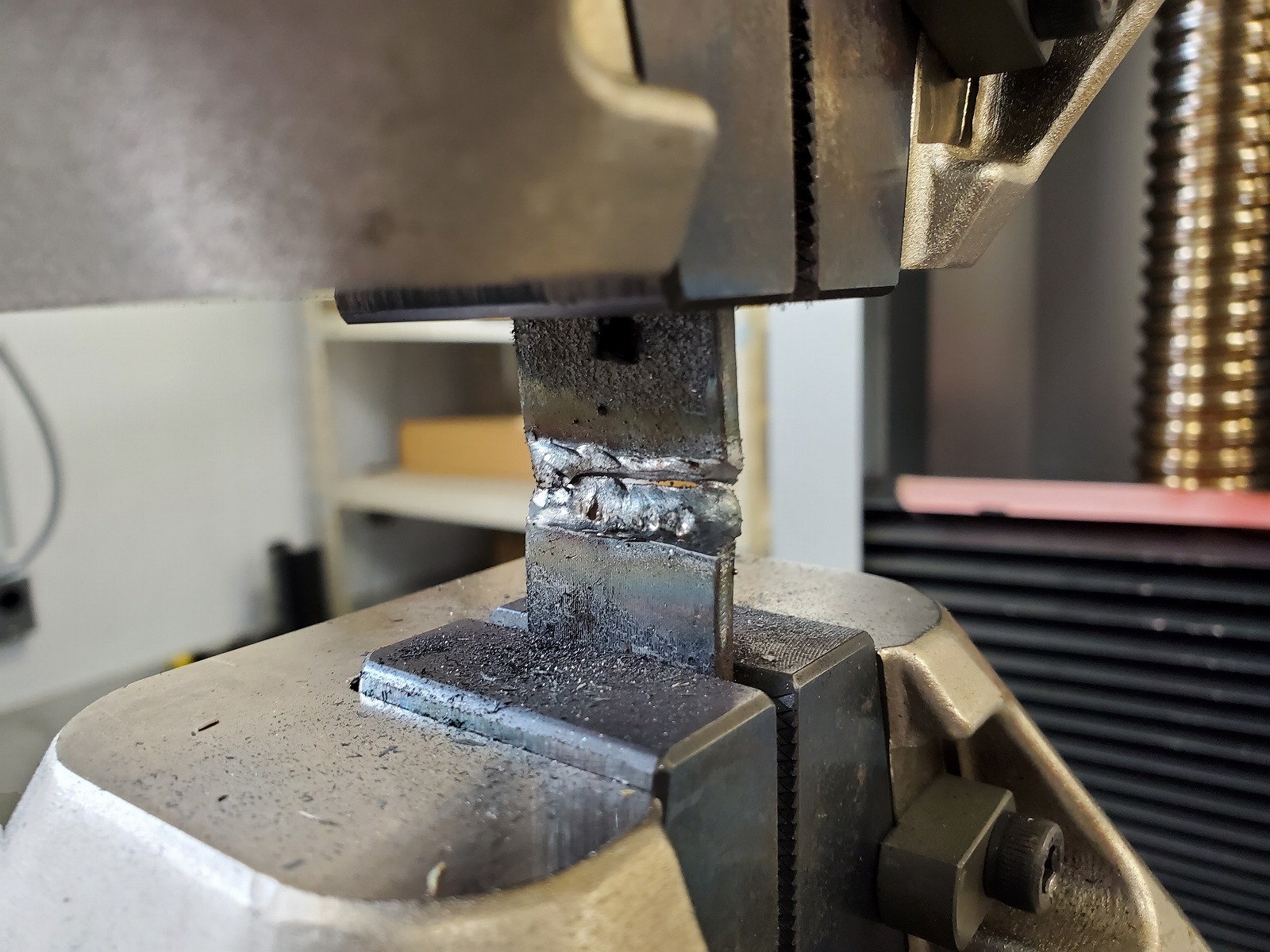
そのため、他の比較物とは違って板の中心から割れが始まりました。肉盛り状態の端の部分がしばらく伸びて耐えていたような感じです。
TIG溶接で溶接棒を入れることで、一体形成の物とそん色ない強度が出るというように思ってよさそうですね(母材材質、形状にもよるとは思いますが)。
開先加工有りTIG溶接(2パス)

テスト結果
・ピーク荷重:30498N
・ピーク荷重時の伸び:6.293mm
・破断時の伸び:約10.3mm
・ピーク荷重時、素のフラットバーに対する強度比:0.895

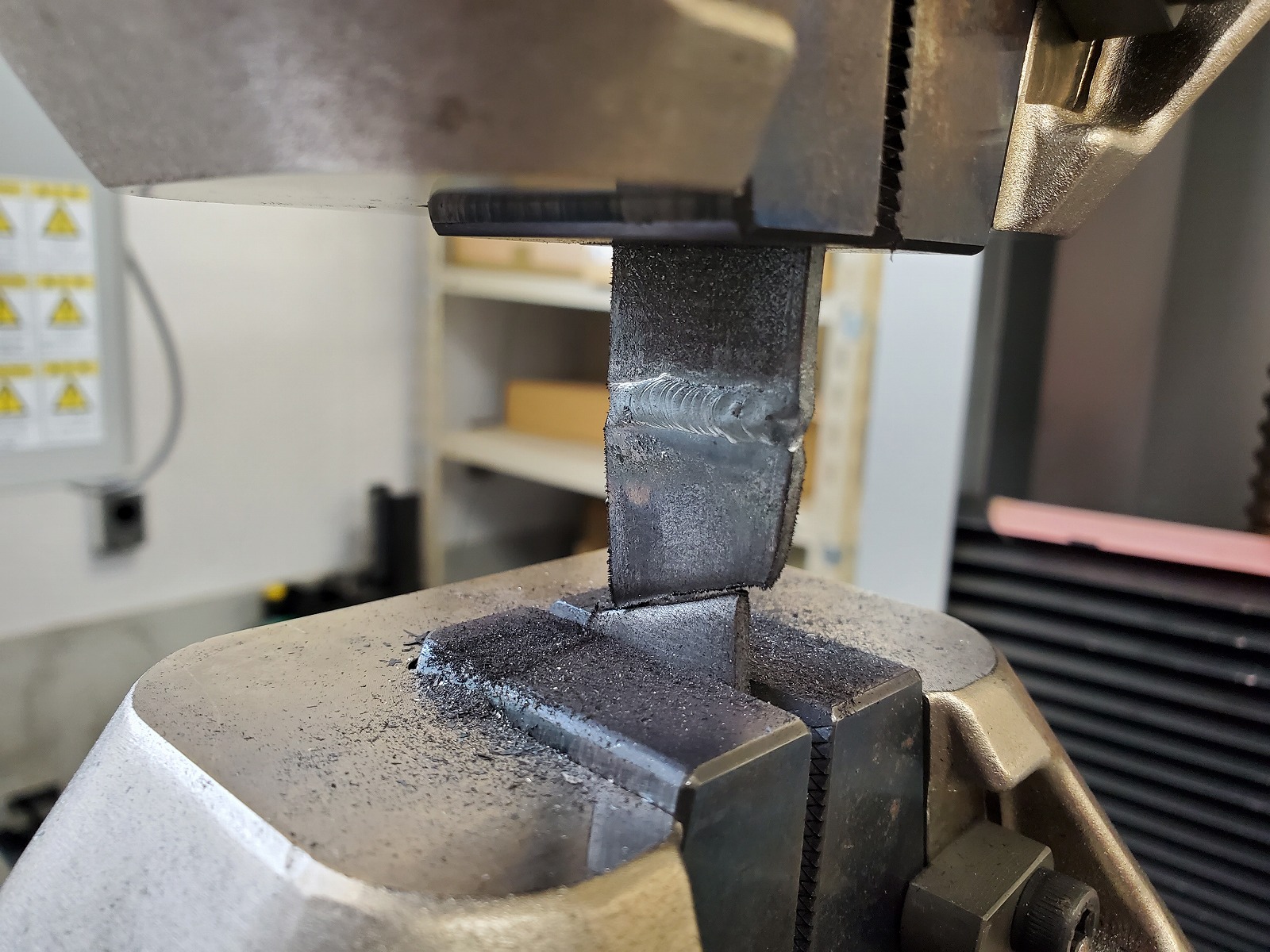
こちらはフラットバーに開先加工↓を施して溶接した物になります。試しに持っていきました。

結果としては、ナメ付けTIG溶接と溶接棒入れTIG溶接の間ぐらいの強度でした。
予想では溶接棒入れTIG溶接よりも強度が出ていると踏んでいたんですが、1層目をナメ付けした後、赤熱している状態ですぐに2層目を溶接したのがダメだったのか、思ったよりも若干弱い結果に。
破断している写真を見ると、始端側から割れている感じで、その辺の処理がヘタクソだっただけかもしれません(汗)
炭酸ガス半自動溶接
テスト結果
・ピーク荷重:28160N
・ピーク荷重時の伸び:5.093mm
・破断時の伸び:約5.5mm
・ピーク荷重時、素のフラットバーに対する強度比:0.826
定番の炭酸ガスを使用した半自動溶接になります。
予想ではTIG溶接の溶接棒有りと同じような結果になるかな…と思ってましたが、ちょっと溶け込みが弱かったかもしれません。
ピーク荷重の後、『ドンッ』という音と共に激しく破断し、粘り気は無さそうでした。
ノンガス半自動溶接

テスト結果
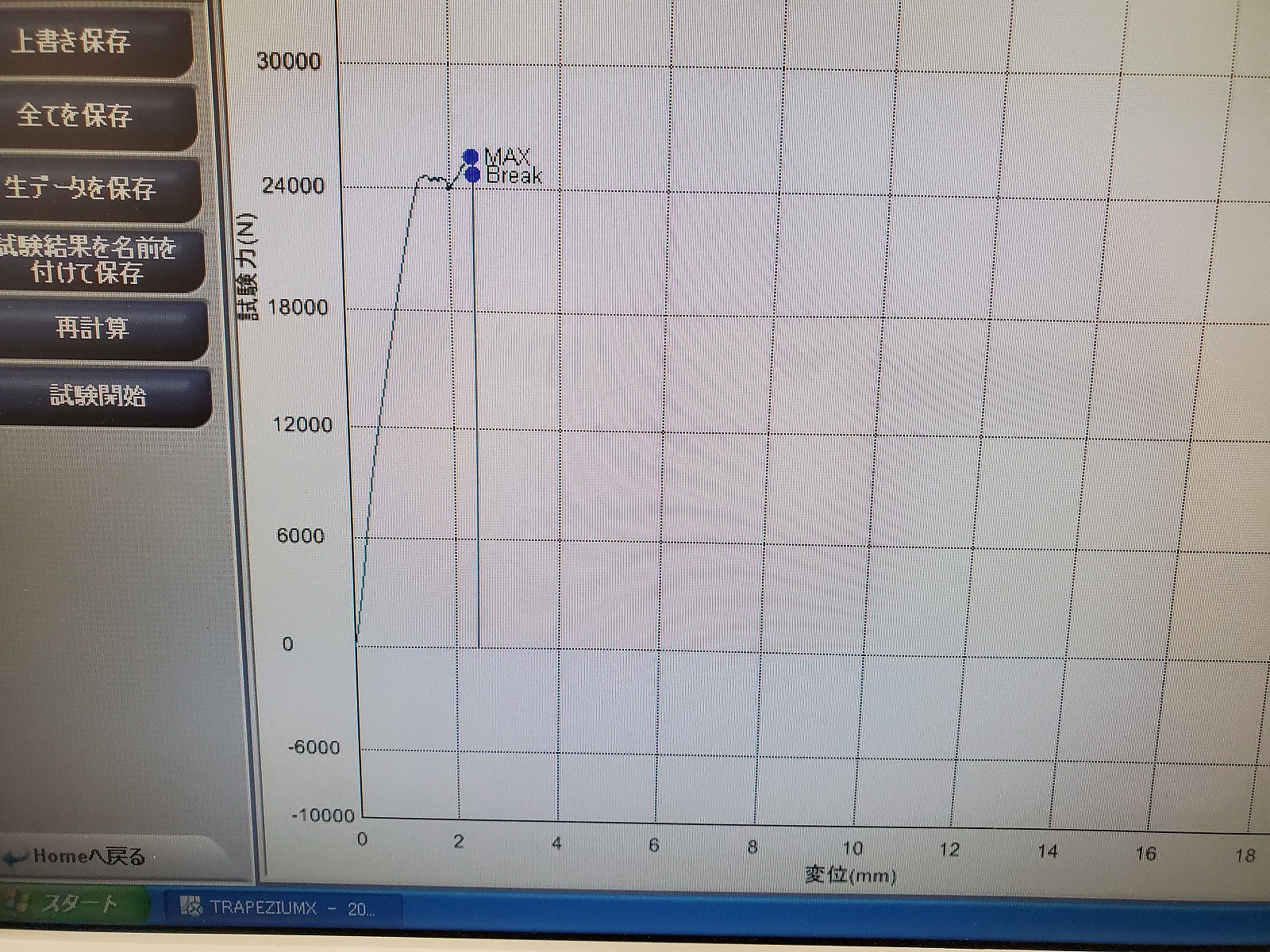
・ピーク荷重:26608N
・ピーク荷重時の伸び:2.628mm
・破断時の伸び:約2.8mm
・ピーク荷重時、素のフラットバーに対する強度比:0.781
こちらはノンガスフラックスワイヤーを使用した、ノンガス半自動溶接になります。
上記炭酸ガスの溶接と同様に、ピーク荷重を迎えた直後にドンッっと破断しました。
ノンガス半自動溶接の強度は以前から気になってはいましたが、耐荷重自体はそこまで悪くはないものの、粘り気が無いので、基本的にDIY向けと考えた方が良さそうです。
それでも素の母材と比べて8割近くの強度はあるので、そう簡単には外れませんが。
例えば棚の製作や、既製品の補修等では良いと思います。
ブレージング溶接

テスト結果
・ピーク荷重:25547N
・ピーク荷重時の伸び:2.388mm
・破断時の伸び:約2.4mm
・ピーク荷重時、素のフラットバーに対する強度比:0.749
特殊な溶接方法になります。
銅が主成分のブレージングワイヤー+アルゴンガス+パルスミグ溶接機の組み合わせで使う、ブレージング溶接です。
ブレージング溶接とは、母材を殆ど溶かさずに接合するもので、基本的に薄板向けとなるようです。今回、試しに持っていきました。
結果としては、母材が溶けていないにも関わらず、結構耐えたなぁという印象です。
表裏から溶接棒入りTIG溶接
テスト結果
・ピーク荷重:39718N
・ピーク荷重時の伸び:11.122mm
・破断時の伸び:約13.8mm
・ピーク荷重時、素のフラットバーに対する強度比:1.166
こちらは番外編として、板の表裏の両方から溶接棒を入れてTIG溶接した物になります。
他のフラットバーは片側からのみの溶接だったんですが、それらと比べるとやはり強度は高く、唯一溶接していない箇所から破断しました。
耐荷重に至っては、溶接していないフラットバーよりも強くなっちゃってます(笑)
そんなバカなって感じなんですが、中心の溶接部より破断しなかったのでこういう結果になったのかと思います。
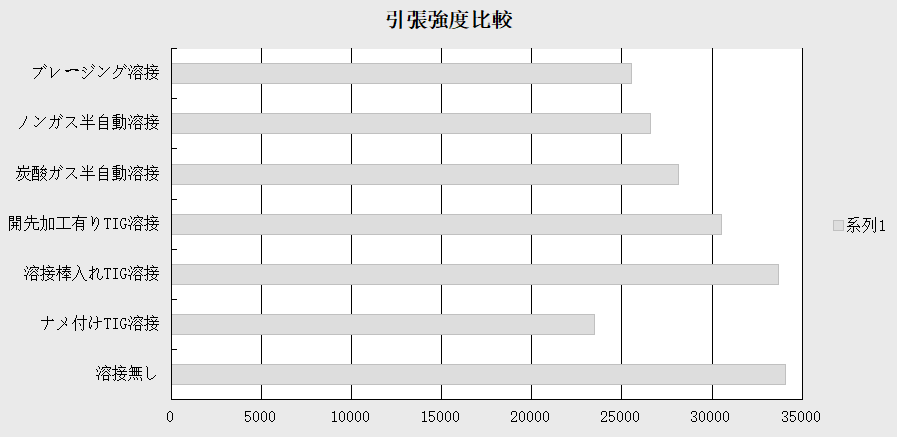
最後に各種溶接における耐荷重のグラフになります。
引っ張る力をかけていった時の最大値(N)になります。9.8で割れば最大何キロかかっていたのかが分かるので、イメージしやすいかも?
[溶接無し]の物は、素の母材を引っ張っていったときの荷重です。
溶接した物も全体的にそこまで低くないですね。一番弱かったナメ付けでも、素のフラットバーの7割近くの強度は出ていました。
続いて、大きく差の表れた伸び率で、溶接した箇所の柔軟性のようなイメージでしょうか。
ブレージングは本来の使い方とは違う感じなのでしょうがないんですが、ナメ付けTIG溶接やノンガス半自動溶接の場合、強い力が加わると、粘ることなくバキっと外れる可能性がありそうです。

始端と終端の処理等に出来栄えの違いもあり、そこまで正確とは言えませんが、参考までにどうぞ。
以上、溶接の引張試験の結果でした!
株式会社WELD TOOL 古賀