こんにちは。ものづくり担当古賀です。
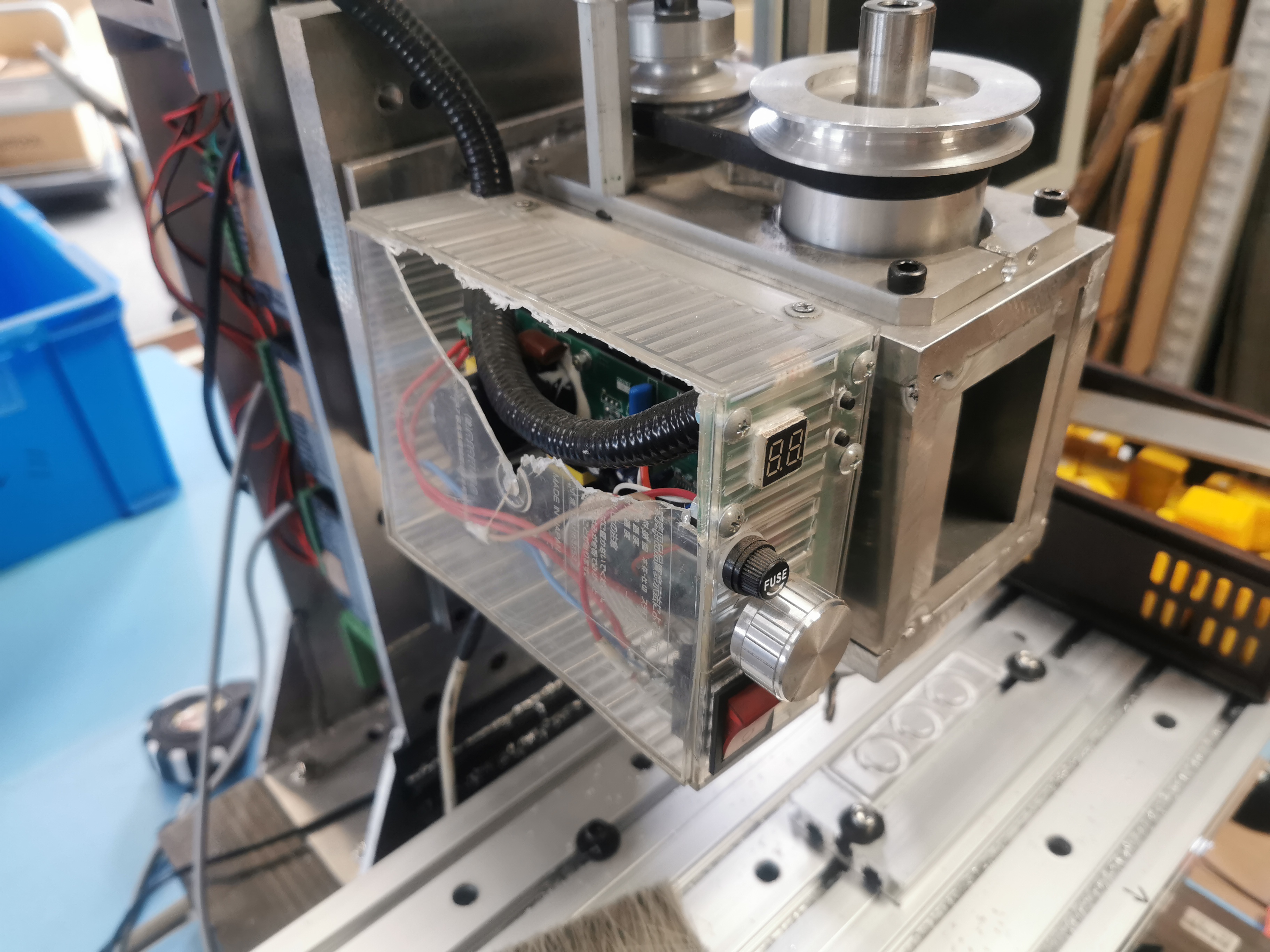
先日大体は出来上がった自作CNCフライスですが、旧フライスの部品を流用している箇所も多く、所々ボロい状況でした。
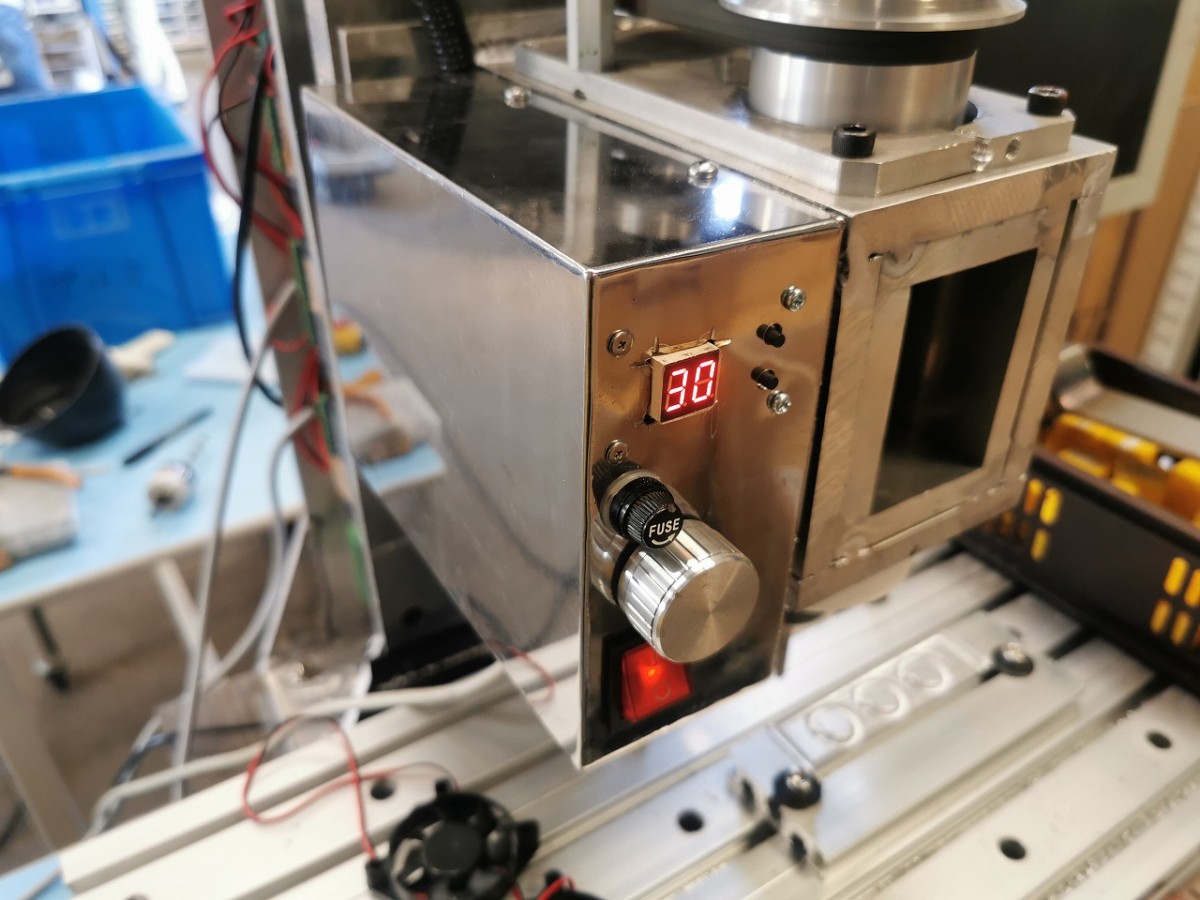
さすがにこのままじゃあんまりなので、こちらのケース部分を新調しようと思います。
使うのはこちらのWT-MTIG250、近日発売予定の新機種です。
母材に極力熱をかけずに溶接する、特殊な機能があります。後ほど動画でご覧ください。

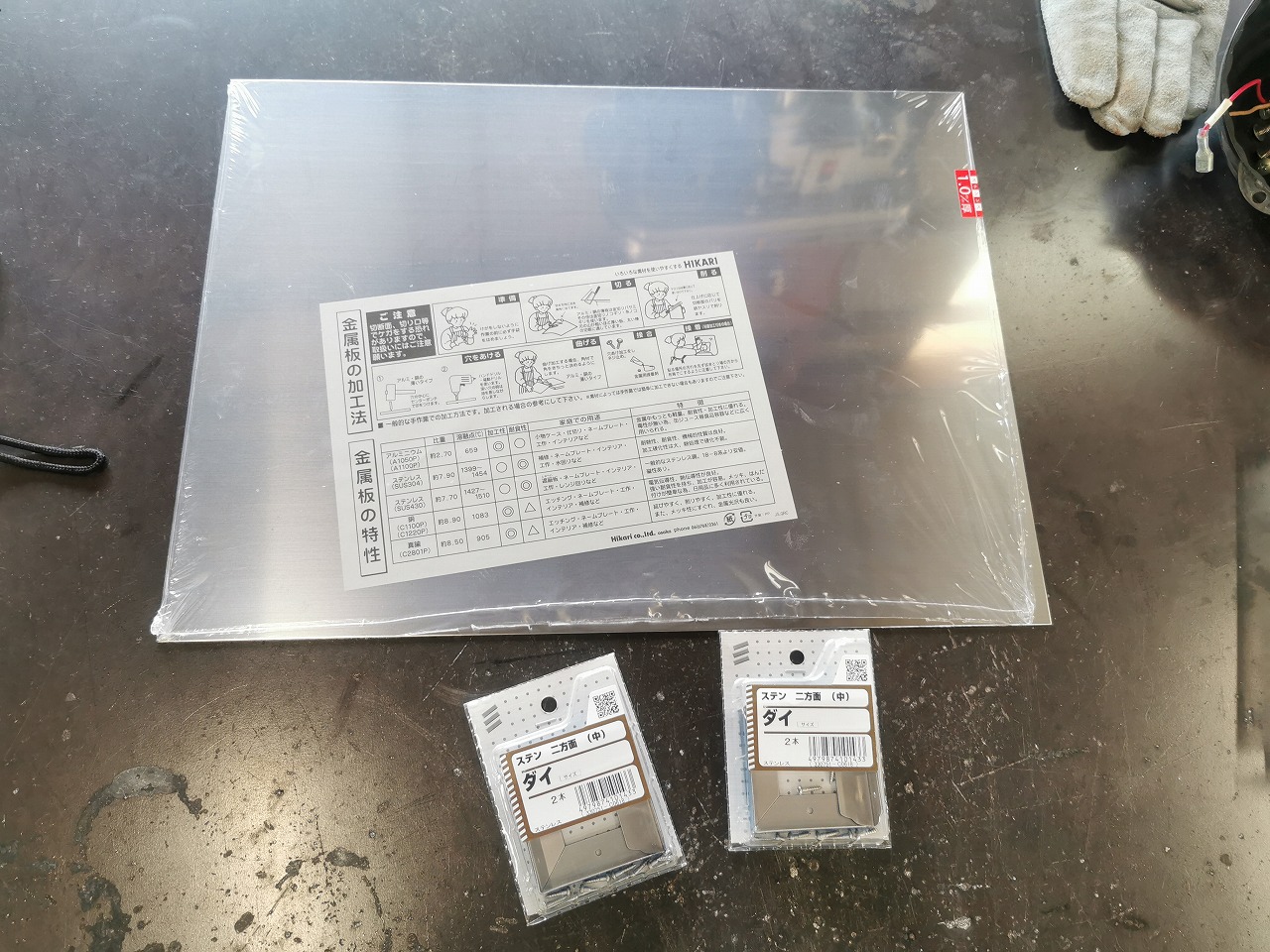
ホームセンターでステンレス板を買ってきました。
厚みは1.0です。0.8ぐらいがあれば丁度良かったんですが、0.5と1.0しかなかったので無難に1.0にしました。
ざっくりした図面を書きまして
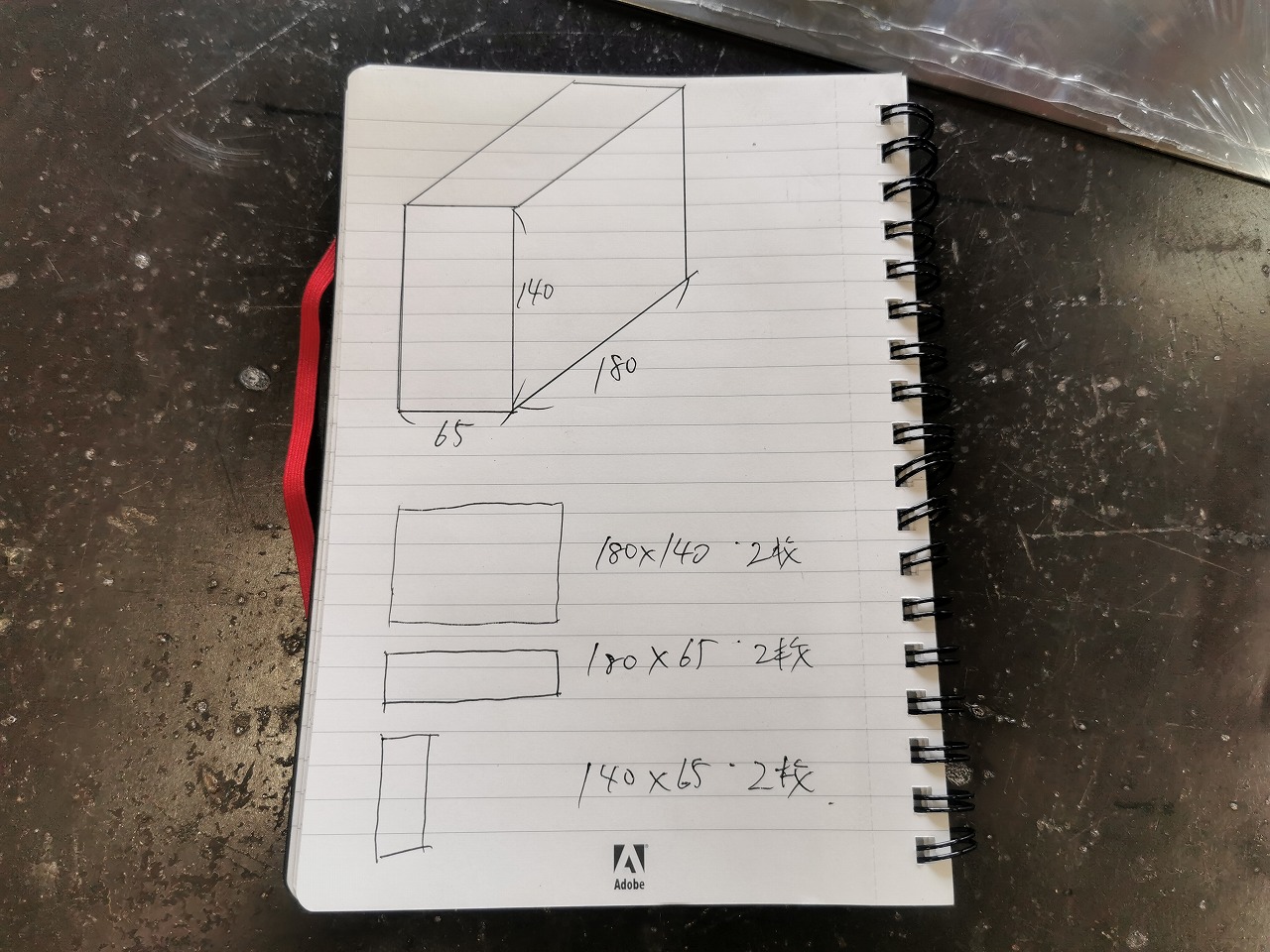
先ほどの板にケガいていきます。
普段はマジックで手抜きすることが多いんですが、今回の溶接は下準備が肝心ですので、真面目にケガキました。

簡易シャーリング機で切りました。
正直、精度良くは切れないかもだなぁ…とそこまで期待していなかったのですが
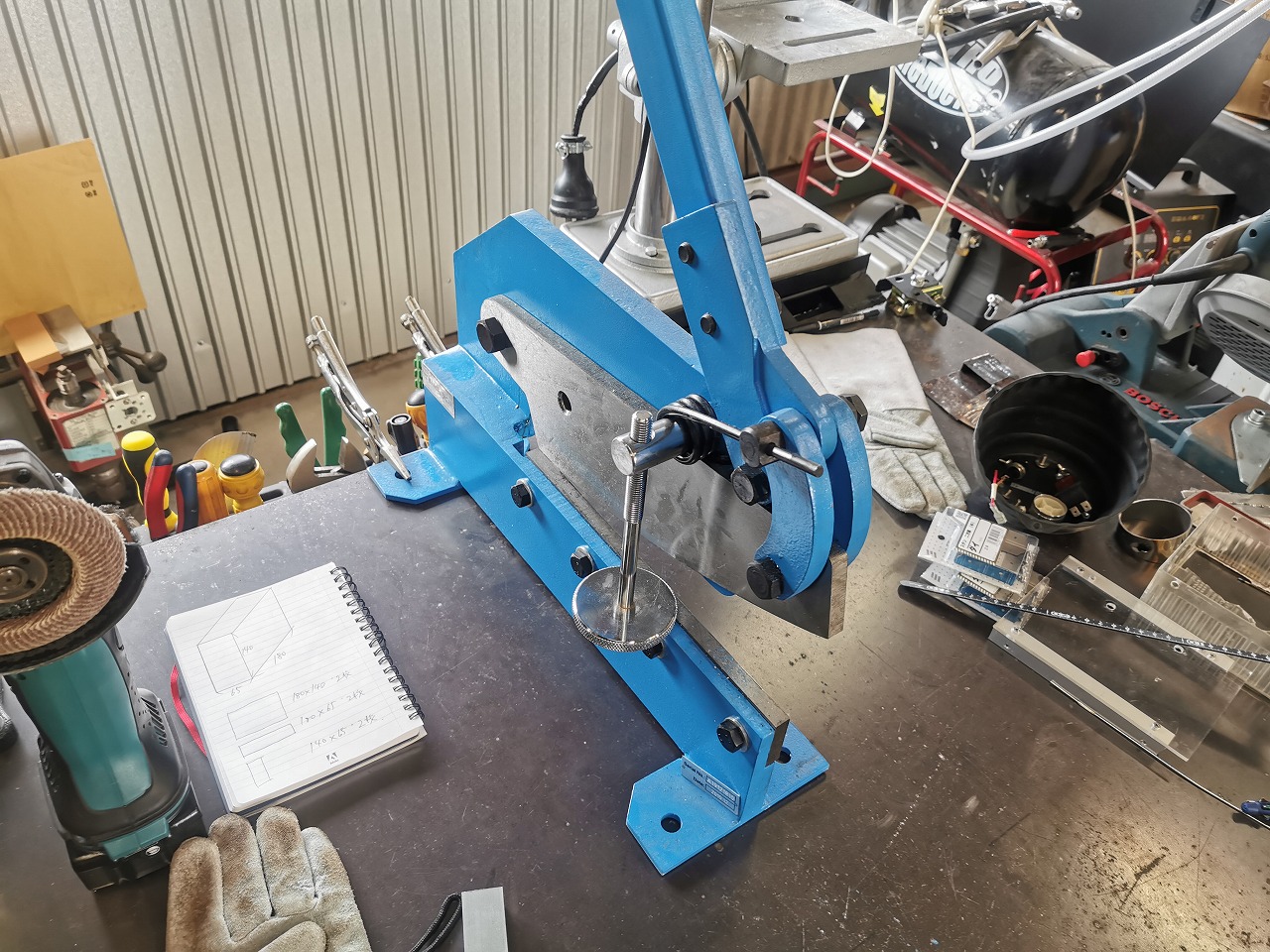
使ってみると、意外とキレイに切れる気がしました。
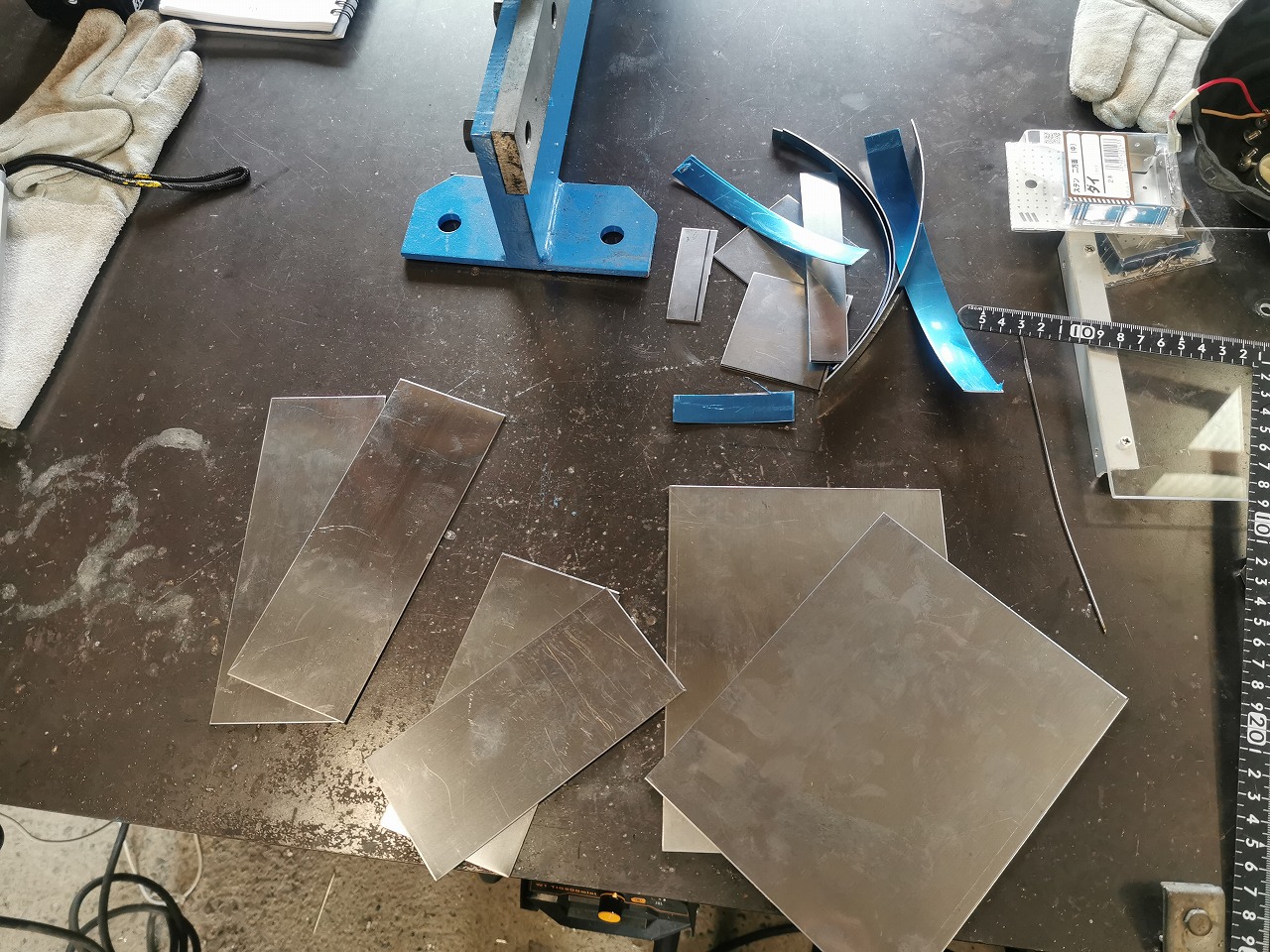
というか、グラインダーで微調整する必要が無いぐらいキレイに切れました。めっちゃいいやん(笑)

むしろ問題は別の所で出てきまして、こちらは今から作るボックスの前面に、スイッチ類を取り付ける穴をポンチしたとこなんですが

穴あけがヘタクソで、めっちゃ歪んでしまった。
溶接の歪より、穴あけの歪の方が余程問題でした。。

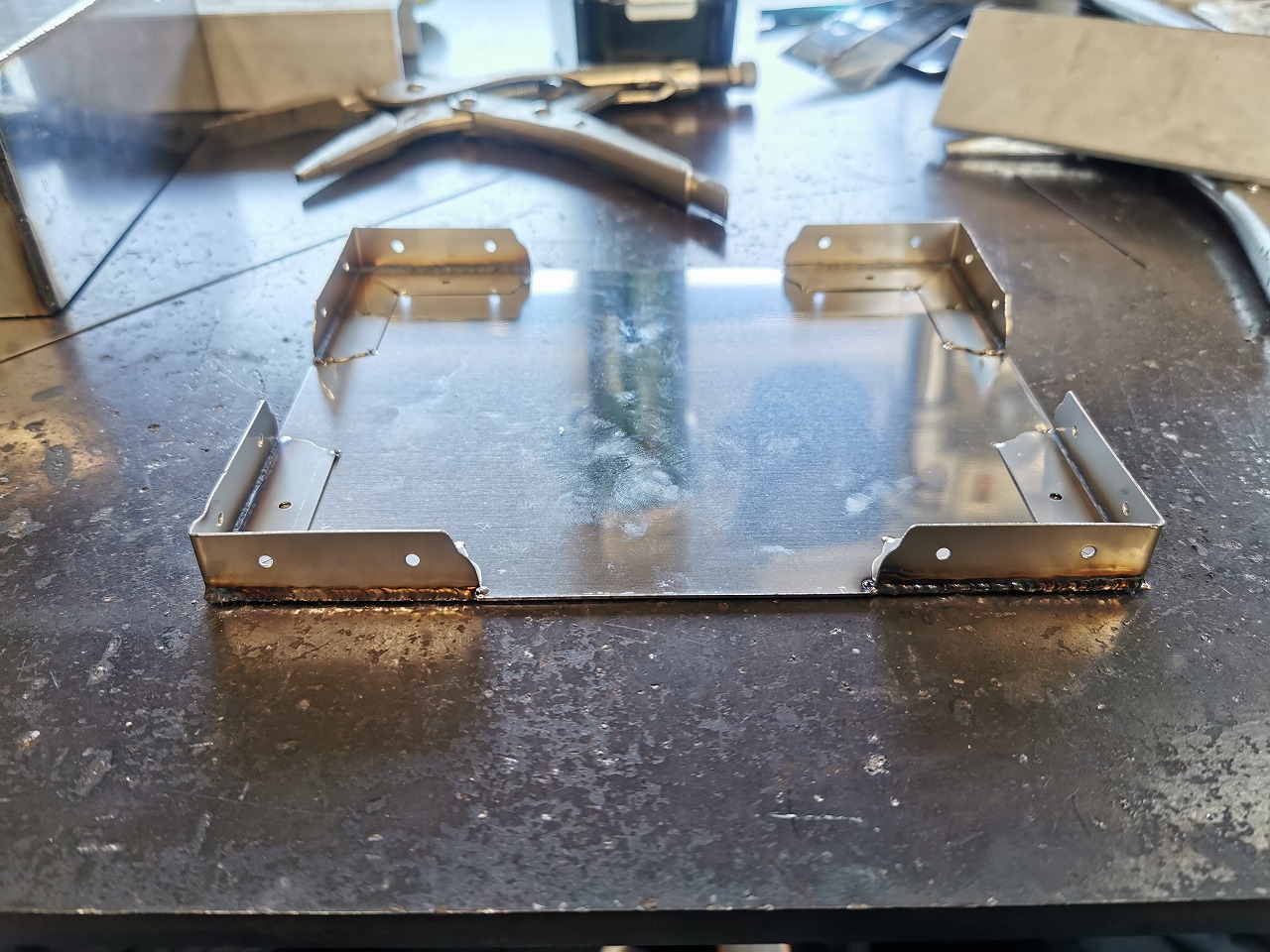
気を取り直して、仮付けです。アングルに挟んで直角を出しています。
今回のような薄板でボックス形状の物を作る場合、一番肝心なのが、面と面をピシーーっと合わせることです。溶接の腕もそうですが、それ以前にこれがダメだと、誰がやっても上手くいきません。それぐらい超重要です。
また今回の場合、板を組み合わせて箱にするため、平行や直角には猶更気を遣わないと後でより面倒なことになってしまいます。

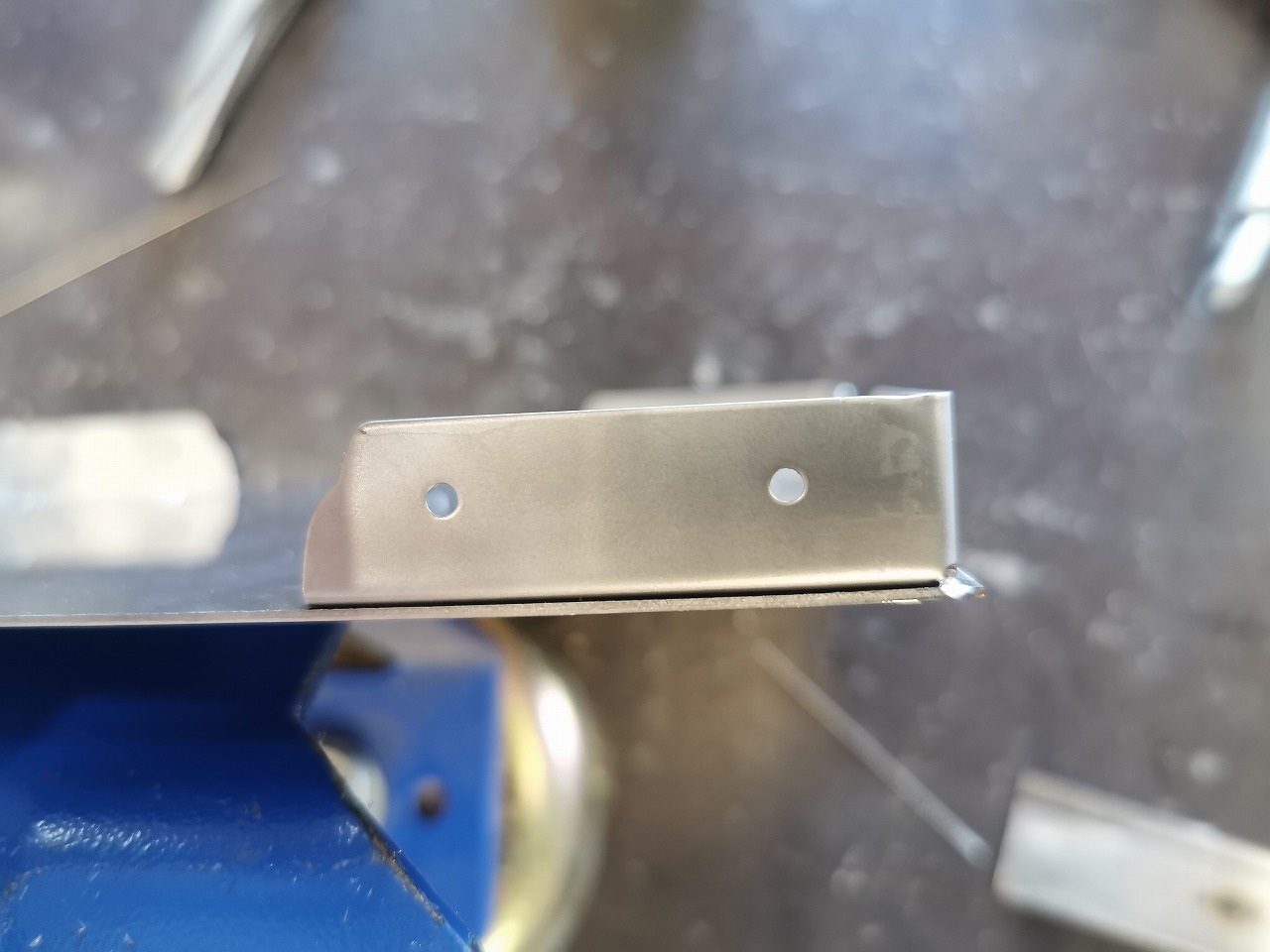
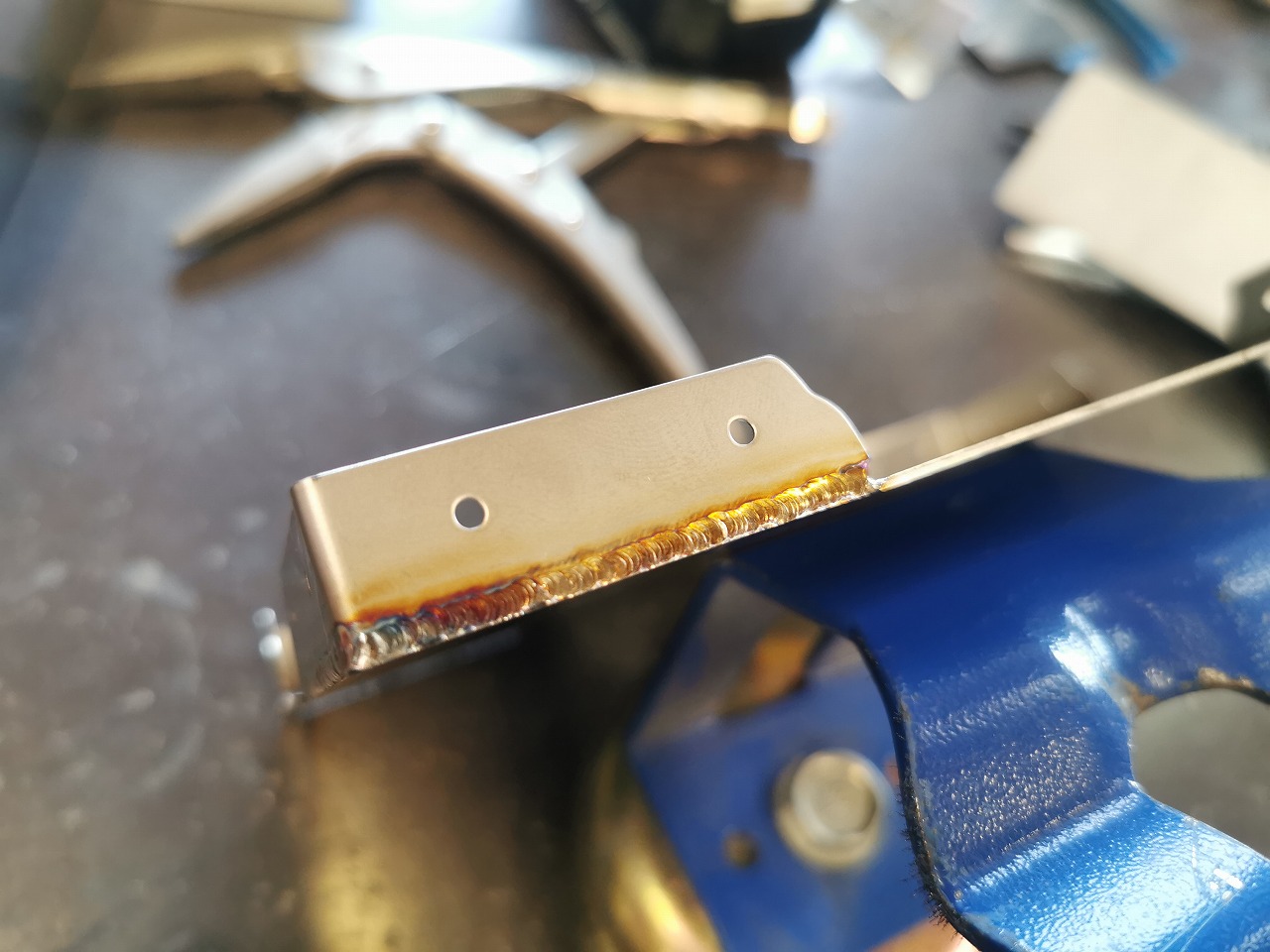
試してみたところ、思ったより普通に溶接できました。タングステンは母材に極力近づけるのがコツです。

うまくいった箇所でこんな感じでした。
通常のTIG溶接と違い、アークが発生するのはほんの一瞬(これは0.1秒ぐらいに設定)ですので、溶接焼けが少ないのにご注目ください。
撮られていたのに、珍しく上手くいきました(笑)
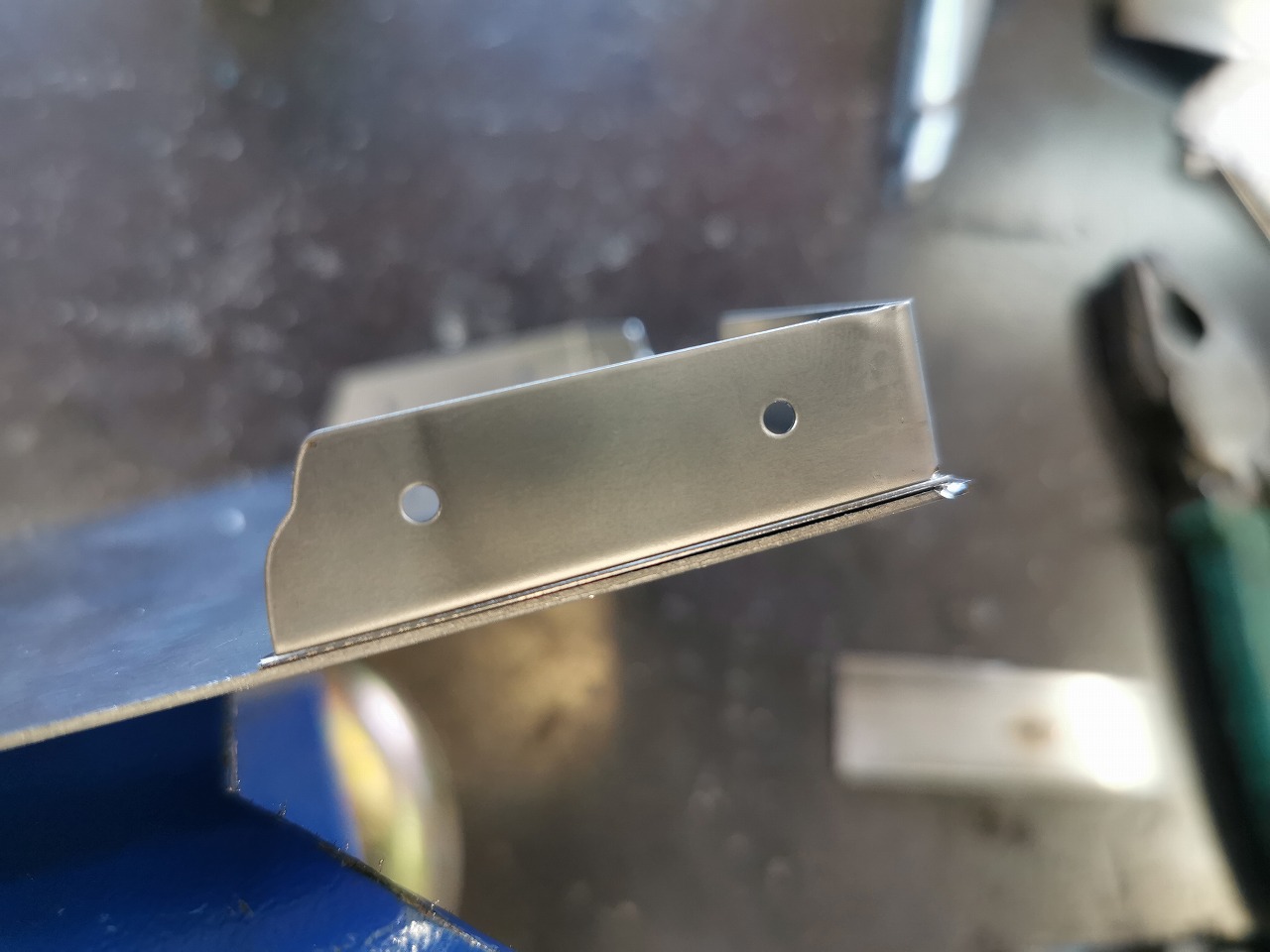
蓋になる部分です。
L字型の金具は作るつもりだったんですが、たまたま丁度良さそうな物が数百円でありましたので、こちらは既製品になります。
単なるフタですので点付けだけでも大丈夫だとは思いますが、念のため&テストついでにこの部分を溶接することに。
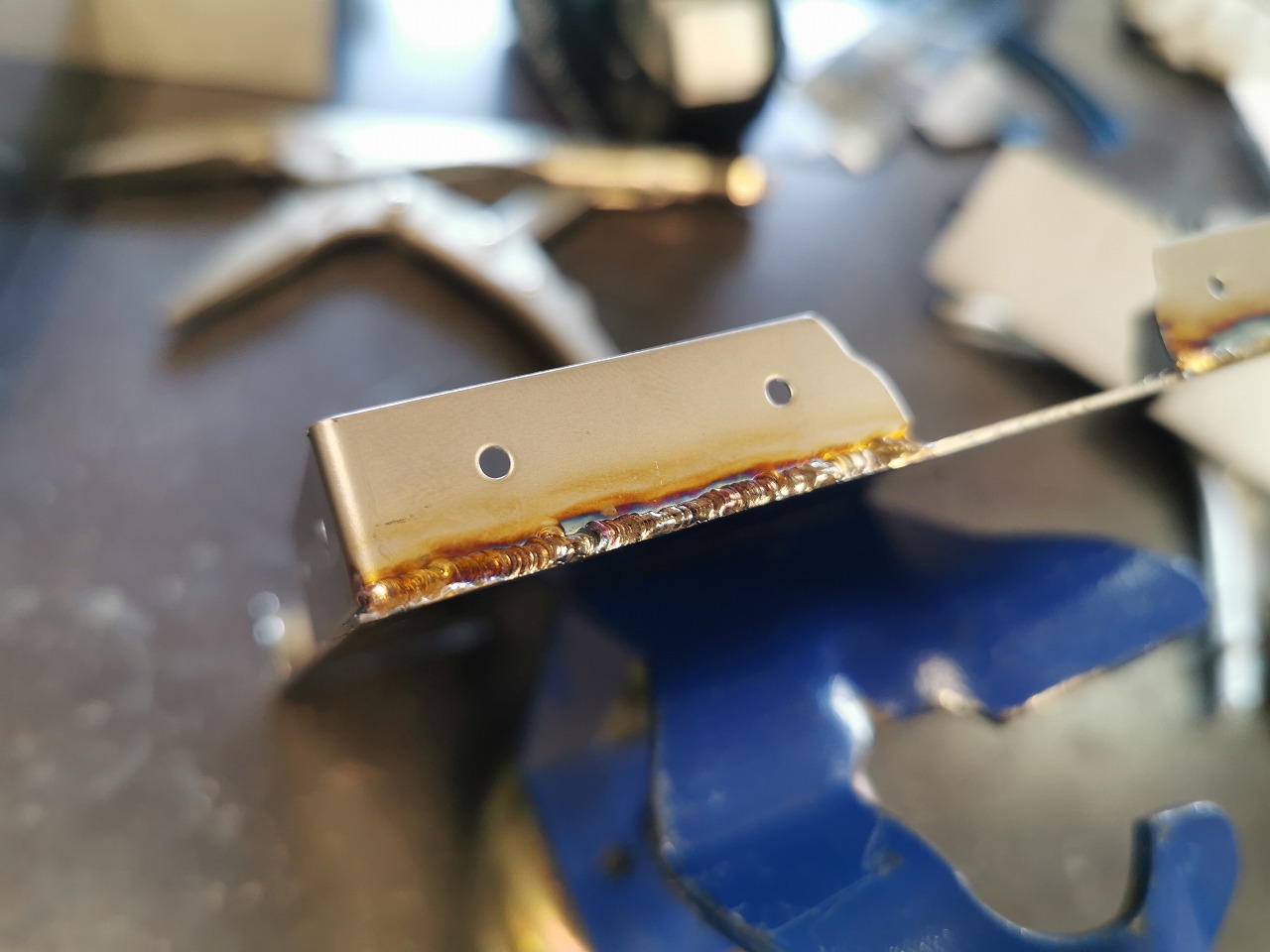
隙間が空いていたので、溶接棒を置きっぱなしにして、条件を変えてテスト溶接してみます。
金具板厚:0.5mm、下の平板:1.0mm、溶接棒径:φ0.6
条件①:80ms/1Hz
とりあえず試しに溶接棒無しの設定のままやってみましたが、若干弱い感じですね。棒がプールに溶け込まずダマになり、ちょっと戻っては進みを繰り返したので、若干デコボコしています。

条件②:120ms/3Hz
今度はちょっと強すぎで、かなり焼き入っちゃってますね。
周波数を上げたら溶接のスピードも上がるので、その辺は良い感じでした。

条件③:100ms/2Hz
うーん、ちょっと弱かったか…?焼けは少なくなりました。
条件③:90ms/3Hz
アーク発生時間短めの周波数速めにセット、今までで一番うまくいきました!
周波数を速めるとインターバルが短くなるので、入熱は増える傾向にあるようですが、焼け具合も程よい?感じで、せっかちな自分にはこれぐらいが丁度良かったです。
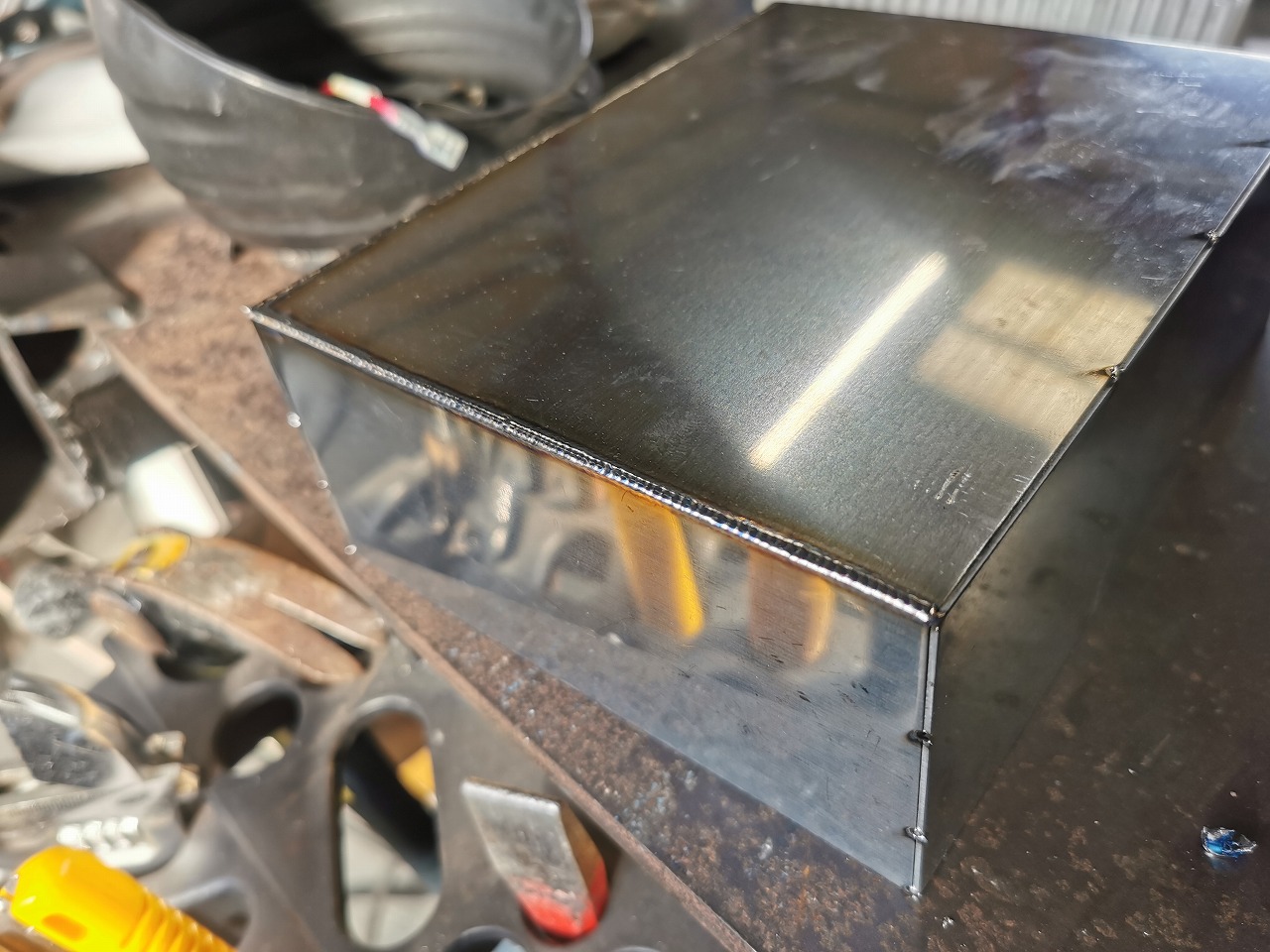
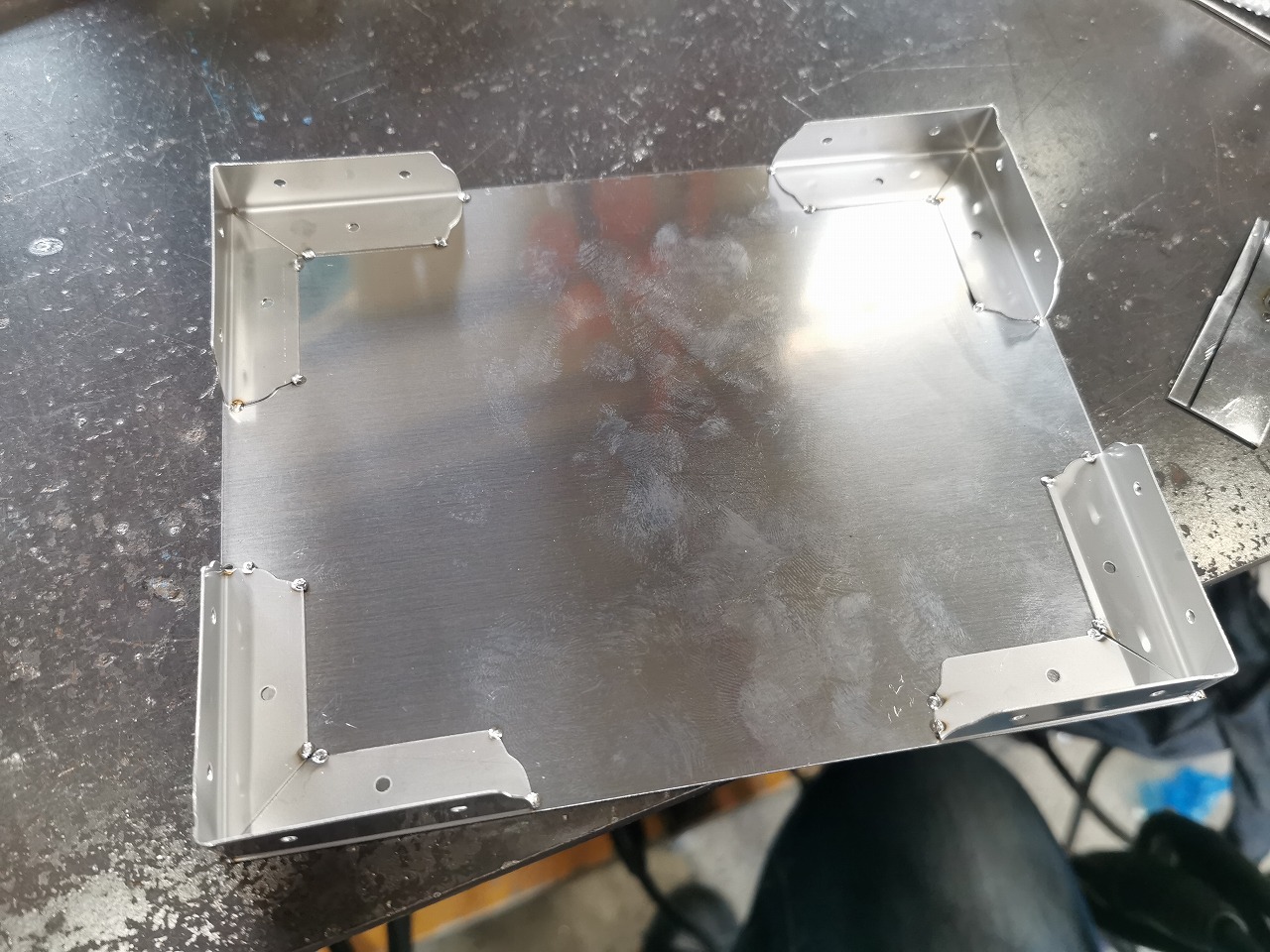
フタ部分が完成しました。
板厚1mmなんですが、殆ど歪んでいないのにご注目。
焼け取り機能も付いていますので、試しにやってみました。

焼け取り前
まぁ焼けといっても少ない方だとは思いますが、茶色く変色している箇所がそれです。

焼け取り後
ビードも含めキレイになりました。

続いてビードを削って溶接した痕跡を消してみます。
120番で削ったところ

スコッチ(緑)

ビードだけでは分かりずらかったので、面でもやってみました。
左:無施工 中央:スコッチ 右:バフ(白棒)
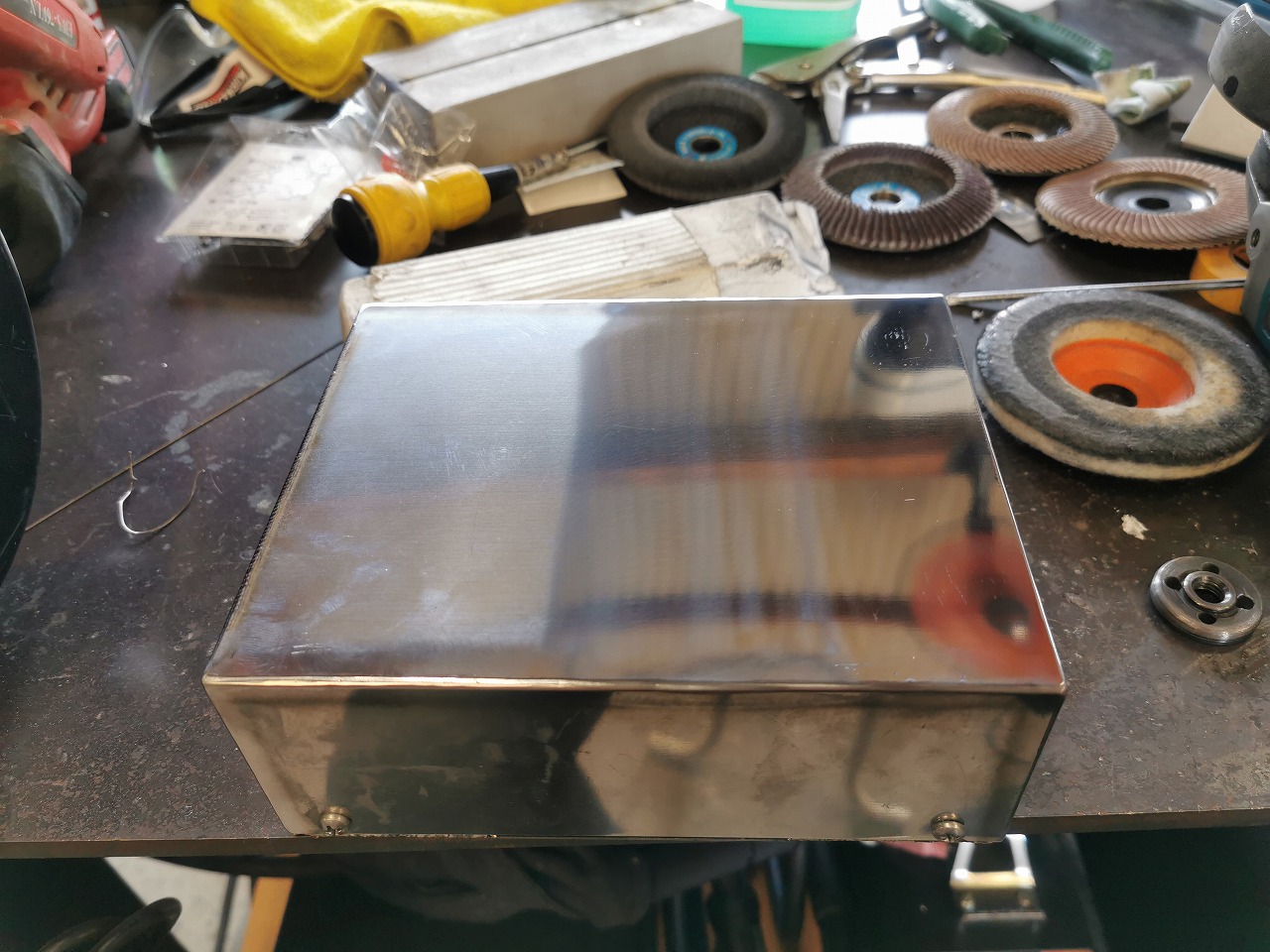
からのピカールで仕上げです。ビードは完全に消せました。

磨いた面にピントを合わせるとこんな感じです。
手で触るとすぐ指紋が…

というわけで完成しました。デジタル表示の四角穴をあけ忘れていたので、若干グラインダー痕が残ってしまいましたが。。。全体的には無機質でいい感じです(´∀`*)ウフフ
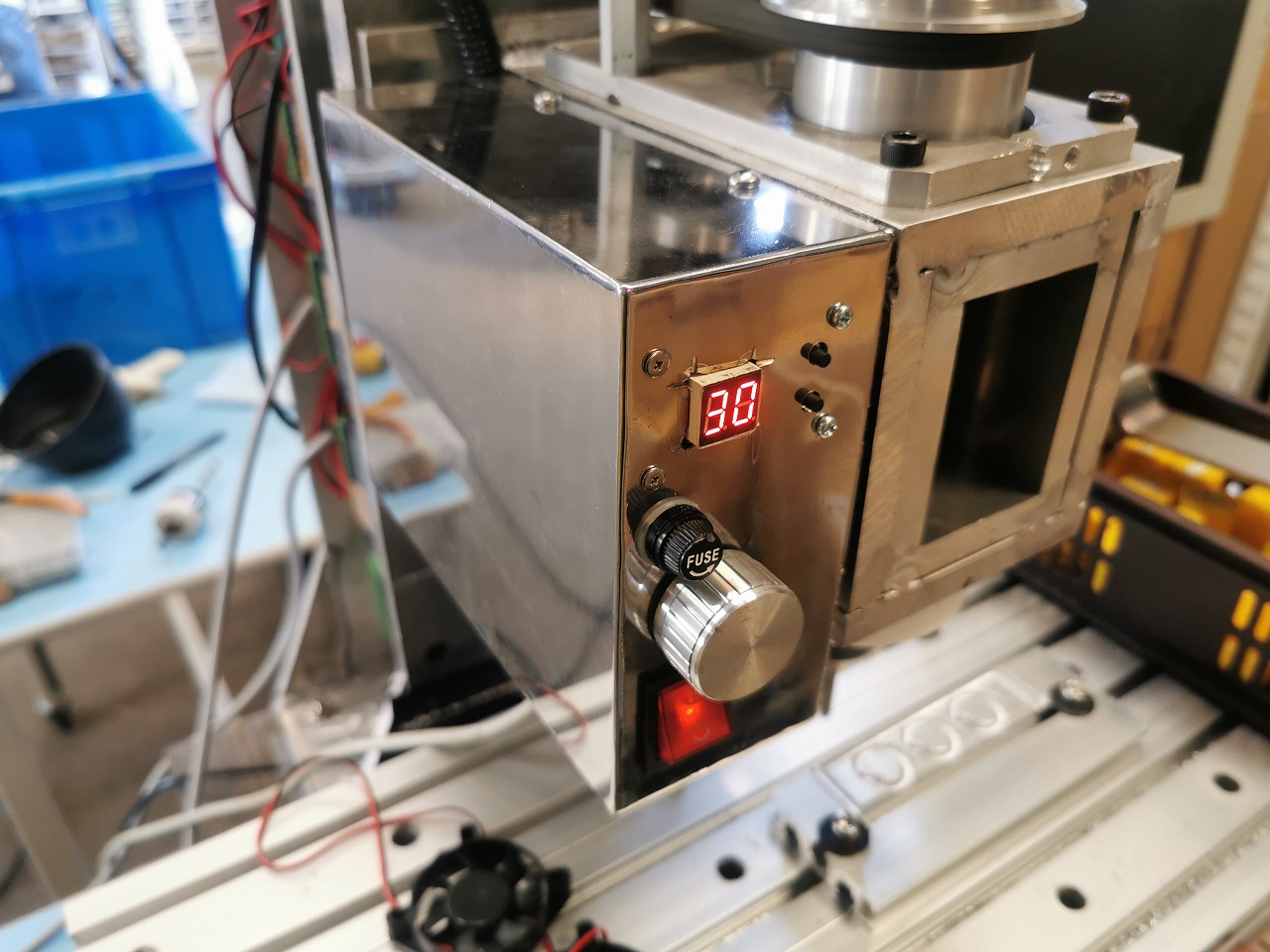
WT-MTIG250は近日発売予定となっております。
お問い合わせなどありましたら、お気軽にどうぞ。