こんにちは。カー用品担当古賀です!
今回は弊社のTIG溶接機WT-TIG200をご利用頂いているお客様からのお問い合わせ分になります。
ラジエターのパイピングの溶接に手こずっていらっしゃるとのことで、会社にあったアルミ板などを使って参考までに動画を撮りました。
厚みが1mmのアルミパイプとのことでしたが、あいにく同じ厚みのアルミパイプがありませんでしたので、平板で溶接条件を探ってみました。
溶接電流は24Aでやりました。
前半は丁度いいんですが、後半は母材が熱をもって一気に溶けていきます。
溶接棒を入れるのが間に合わなくなり、母材にタッチ→穴が空きそうだったので溶接ストップ(汗)
対策としては、もう少し溶接電流を下げて後半に備えておくか、最後の方はどちらにせよ溶け落ちてしまいそうですので、パッパッと自力パルス風にトーチスイッチを押して、アークが出た瞬間に溶接棒を入れたり、、、アルミの1mmは難しいです。
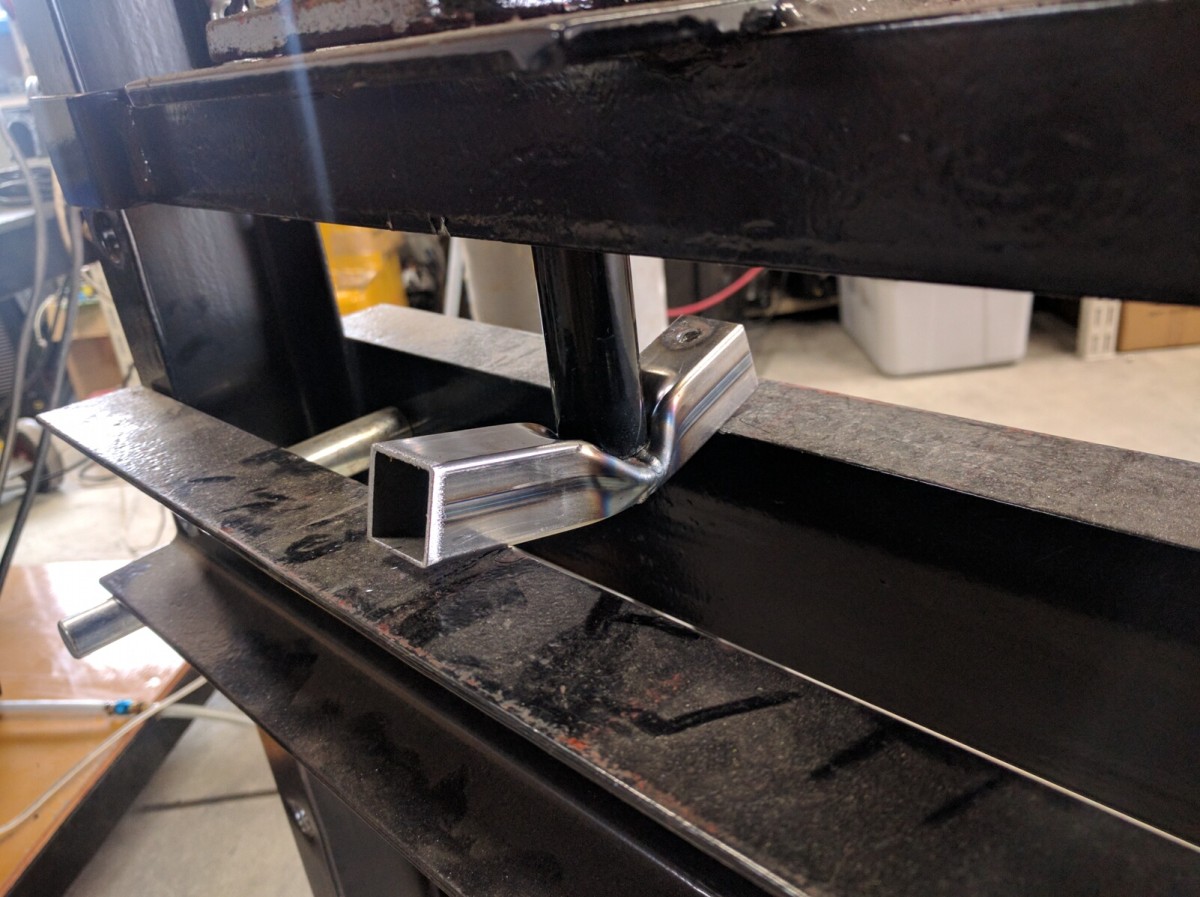
続いて厚み2mmのパイプです。
2mmあると厚み的にはだいぶやり易くはなるんですが、パイプで立体的な物なので、違う意味で難易度アップです(汗)
仮止め70Aの本溶接50Aでやりました。
パイプはアングル等においてやると転がる事無くやり易いんですが、溶接する反対側のバリをとっていなかったため、接点が少なくアースの効きが弱かったように感じました。溶接中にも動いちゃったし(;’∀’)
本職の方と比べると溶接自体は全然ヘタクソなんですが、初心者の方にはアドバイスさせていただきます(弊社の溶接機をご利用いただいている方へのサービスです)。よろしくお願いします。