

こんにちは!用務員古賀です。
繊細な溶接にオススメのマイクロTIG溶接機ですが、お電話やデモ等で強度的に大丈夫ですか?といった事をたまに尋ねられます。
私は社内で色々試していますので、板厚2mm程度までであれば通常のTIG溶接と殆ど変わらない強度が出ている…とは感じており、そうお伝えさせて頂いています。
ですが、動画で簡単にパチパチやってるのをご覧になられた方からすれば、こんな一瞬のパチパチだけで強度は大丈夫?と思われるのは当然かなと思いますので、材料強度評価試験にかけて実際の数値を出すことにしました。
ご検討中の方で強度面に不安がある方は是非ご覧ください。
強度試験にかけるのは一般的なステンレスラットバーです。ホームセンターで買ってきました。

WT-MTIG250でマイクロTIG溶接と通常TIG溶接した物を持っていきます。

フラットバーを切断した物を

仮止めしまして

母材はSUS304フラットバー/厚み2mm、幅30mmです。
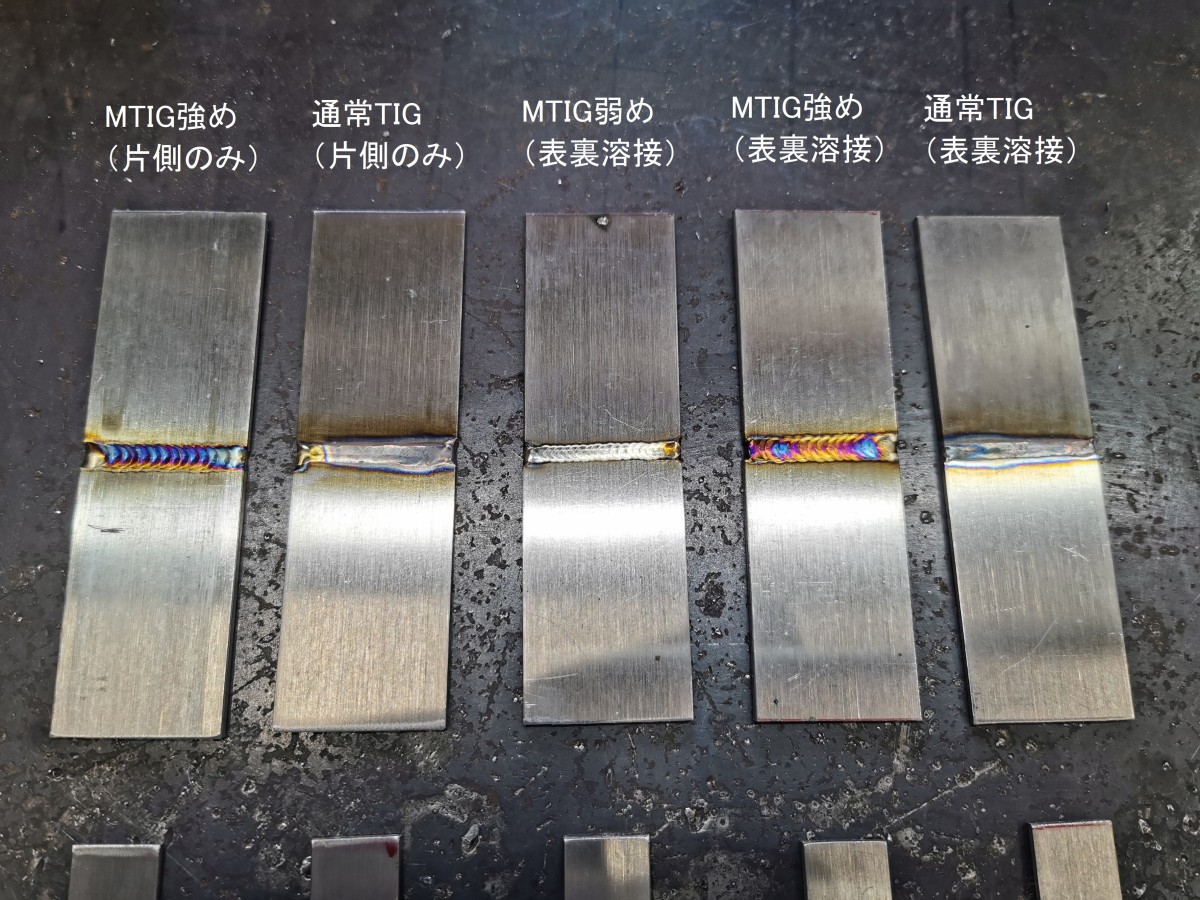
条件を変えて溶接しました。
右から
通常TIG溶接(表裏を溶接)
マイクロTIG溶接(溶け込み重視で表裏を溶接)
マイクロTIG溶接(溶接焼けの少なさ重視で表裏を溶接)
通常TIG溶接(片側からのみ溶接)
マイクロTIG溶接(溶け込み重視で片側からのみ溶接)
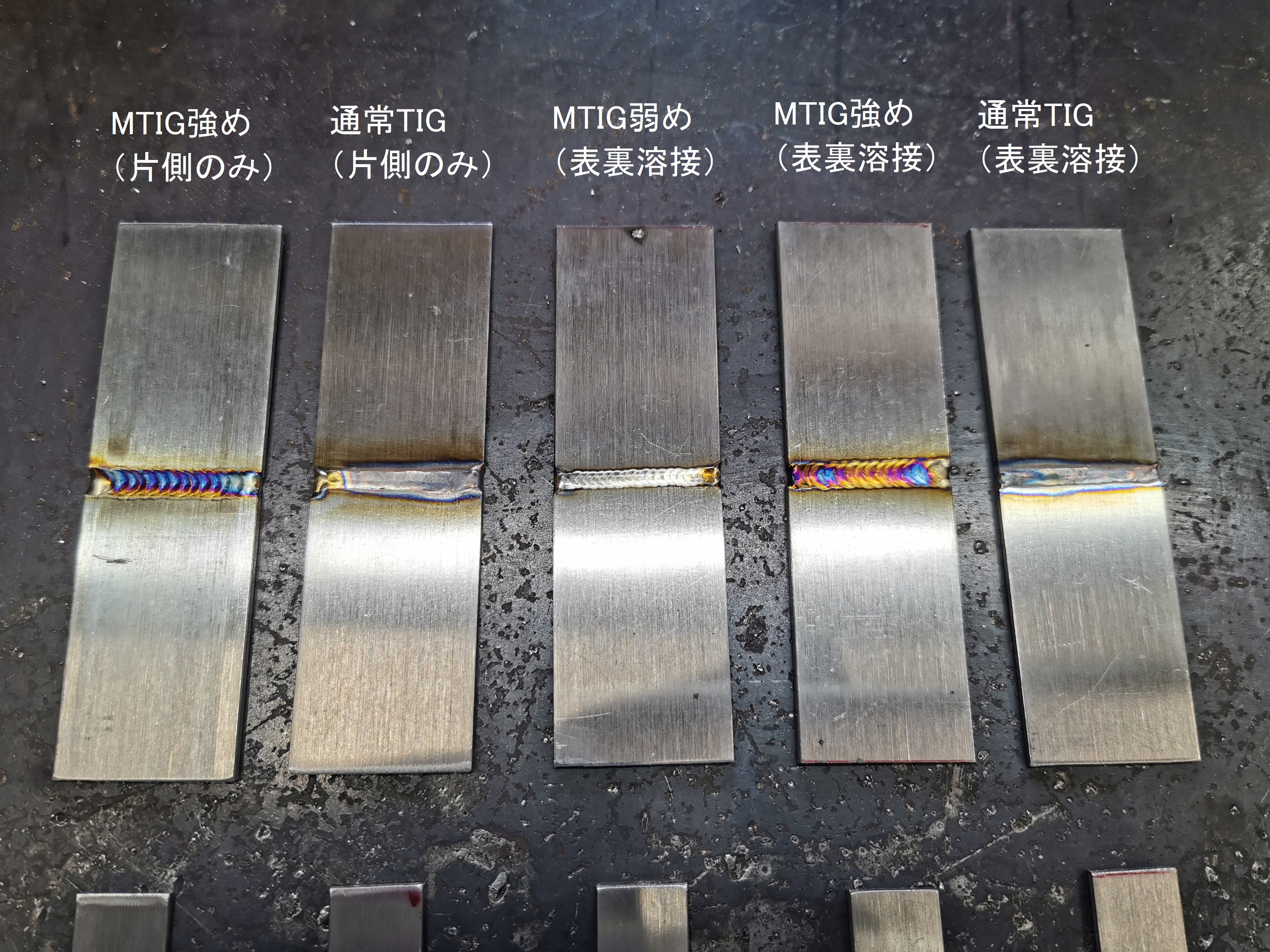
ちなみに通常TIG溶接は酸化して黒くなっちゃってますが、、、決して手を抜いたわけではなく、ヘタクソだからです。。。ステンレスはすぐ黒くなっちゃうので苦手です。
比較用に細い物(幅が半分の15mm)も持っていきました。
母材をチャックするクランプ幅の関係で、上の幅30mmが掴み切れなかった時の予備です。

福岡工業技術センターに持っていきました。

素の素材(SUS304フラットバー、板厚2mm、幅30mm)

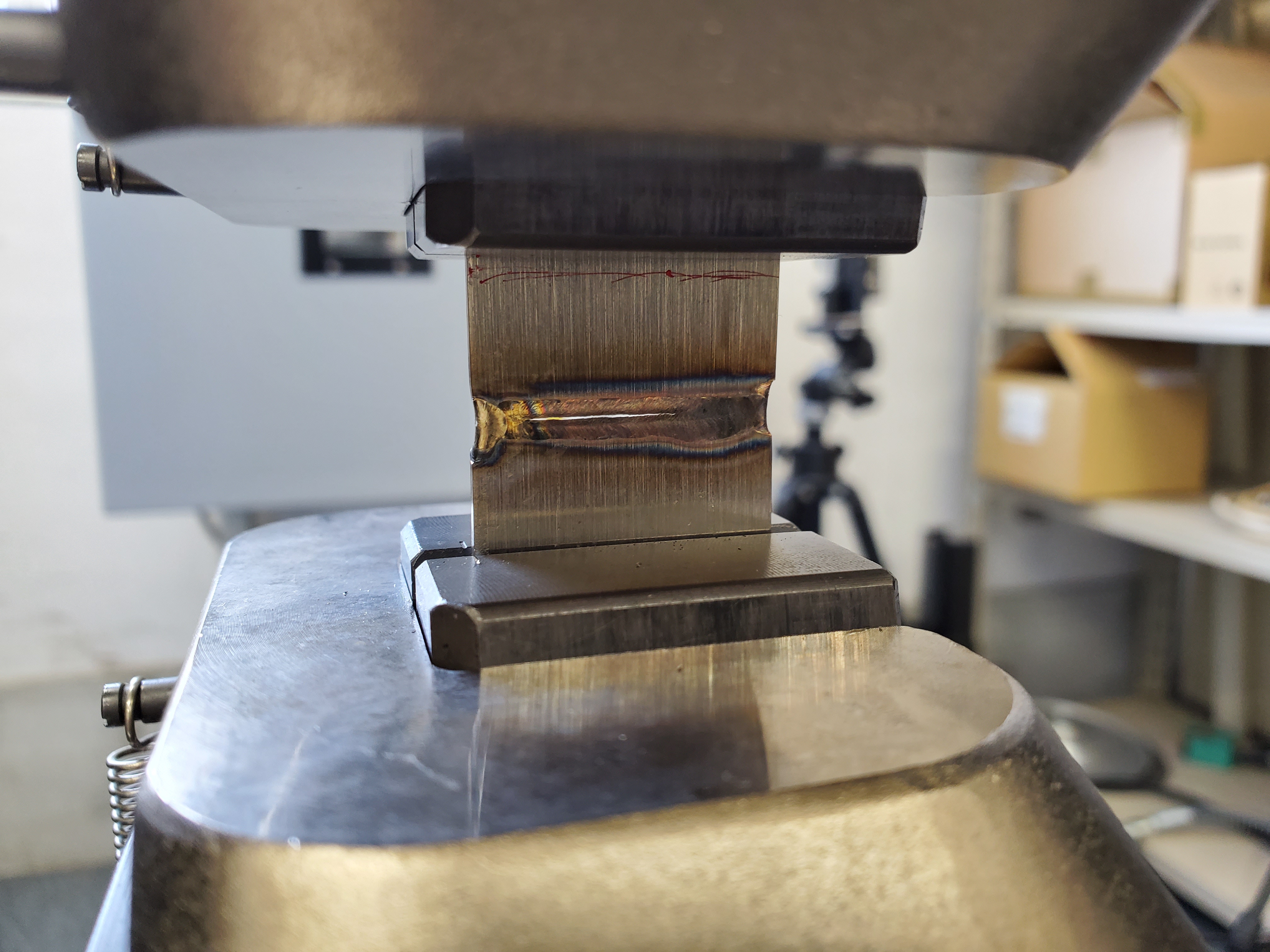
母材を機械にセットし、原点調整等を行いスタート。
手でスマホを持って撮影しているのでブレていてちょっと見にくいですね。。スタートボタンを押してから5分後ぐらいから撮影始めてますが、予想以上に切れるまで時間がかかりました。
あと、破断する際の音ですが、実際はかなり大きくてビビります(;’∀’)
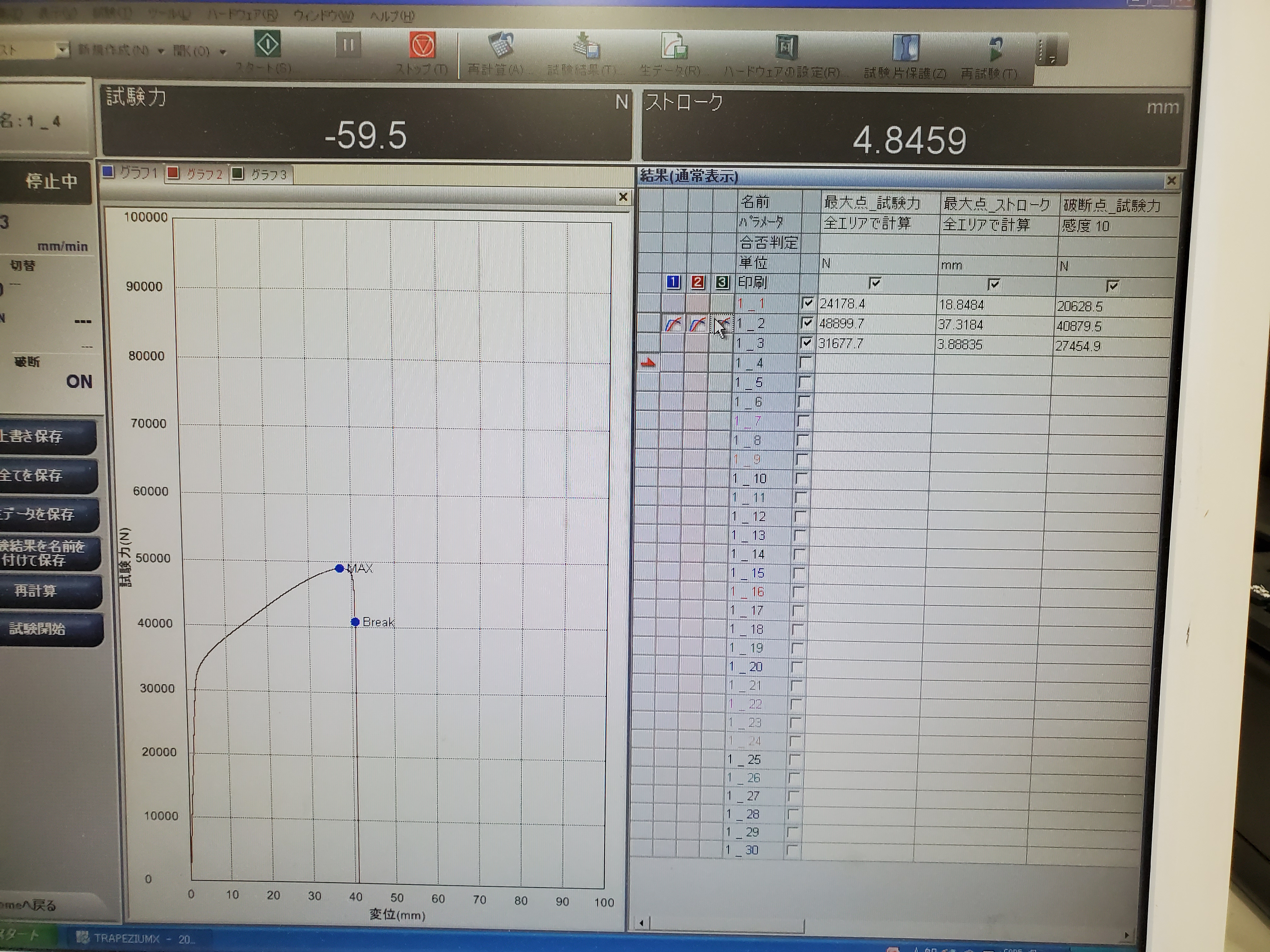
パソコン上にこんな感じで数値が表示されます。
最大試験力48899N、その時の伸びは37.3mmという内容でした。
キロに変換すると4987kgfでした。大体乗用車3-4台分ですね。
同じ要領で、溶接した物も試験にかけていきます。
標準TIG
最大試験力31677N(3231kgf)/伸び3.9mm

マイクロTIG強め
最大試験力25383N(2589kgf)/伸び2.1mm

マイクロTIG弱め
最大試験力18504N(1887kgf)/伸び1.5mm

通常TIG(片側のみ)
最大試験力25136N(2563kgf)/伸び2.3mm
マイクロTIG強め(片側のみ)
最大試験力15950N(1626kgf)/伸び1.7mm

素の素材と比べて溶接したフラットバーの伸び率が少ないのは、溶接した箇所(弱い部分)に力が集中するからですね。これは何でもそうなのでしょうがないと思います。
ついでに予備で持って行った細い方(SUS304フラットバー/板厚2mm、幅15mm)もテストしました。
素の素材:最大試験力24670N(3231kgf)
標準TIG:最大試験力15295N(1545kgf)
マイクロTIG(強):最大試験力12093N(1221kgf)
マイクロTIG(弱):最大試験力10531N(1064kgf)
標準TIG(片面のみ):最大試験力6044N(610kgf)
マイクロTIG(片面のみ):最大試験力8436N(852kgf)
何とか時間内にテスト終了です。
こちらは厚みは同じで幅は15mmでしたが、殆どの物が幅30mmの物の半分程度の力で破断しましたので、試験的にはまぁまぁ信憑性のある数値と思っていいんじゃないでしょうか。
比較のグラフはこちら。全てナメ付け(溶接棒無し)の開先加工も無しです。
基準は通常のTIG溶接(幅30mm/幅15mm)を強度100%としました。
参考までに黒い棒グラフは素のフラットバー(溶接無し)です。

マイクロTIG溶接した物は、通常TIG溶接した物と比べ、約8割程度の強度でした。出力を弱めて溶接し、溶接焼けを極力抑えた場合で約6割程度でした。
溶接棒を入れたり、溶接後の熱処理といった事は行っていませんので、その時々で違いは出るかと思いますが、実際に溶接した物をハンマー等で叩いても簡単に外れる気配はありませんし、余程強度が重要な箇所でない限り十分じゃないでしょうか。
参考までに、マイクロTIG溶接と通常TIG溶接の強度比較でした。
パチパチっとしっかり溶接されてる感が無いかもしれませんが、意外とちゃんとくっついています。細かい物の溶接にオススメです。





