溶接機のウエルドツール【TIG,アーク,半自動,ファイバーレーザー】





TOP
> (販売終了) インバーター直流マイクロTIG溶接機WT-MTIG250(200V)
- 商品コード: MTIG-01
(販売終了) インバーター直流マイクロTIG溶接機WT-MTIG250(200V)





×
![]()
- 販売価格(税込):
- ¥0
ポイント:0Pt
- 関連カテゴリ:
- 溶接機・切断機
- マイクロTIG溶接機
- マイクロTIG溶接機 > 本体
こちらの機種WT-MTIG250は販売終了致しました。
後継機種としてWT-TIG200Sを推奨しております。
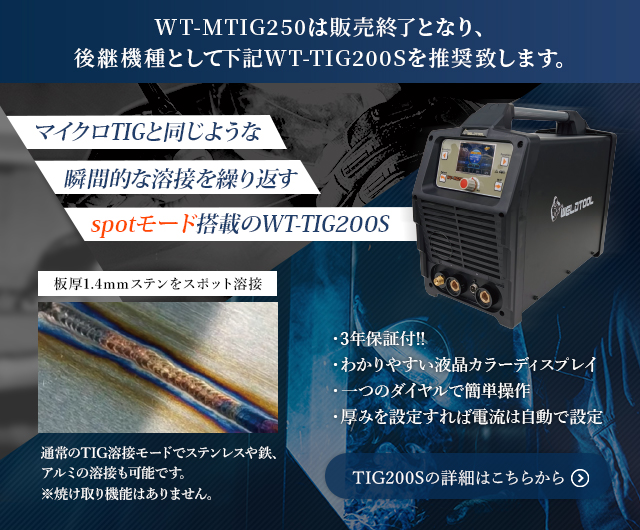
○WT-TIG200SでSUS0.5mm溶接(SPOT機能で歪、焼けを軽減)
○WT-TIG200Sで板厚1.4mmのステンレスをスポット溶接
ページ下部にて焼け取りトーチの有り無し等を選択下さい。
それによって金額が変わります。
後継機種としてWT-TIG200Sを推奨しております。
○WT-TIG200SでSUS0.5mm溶接(SPOT機能で歪、焼けを軽減)
○WT-TIG200Sで板厚1.4mmのステンレスをスポット溶接
ページ下部にて焼け取りトーチの有り無し等を選択下さい。
それによって金額が変わります。
| 型式 | WT-MTIG250 |
|---|---|
| 溶接タイプ | 直流TIG/マイクロTIG/SUS焼け取り |
| 入力電圧 | 単相200V |
| 定格入力 | 5.9KVA(最大入力電流:30A) |
| 無負荷電圧 | 70V |
| 周波数 | 50/60Hz |
| 使用率 | 60% |
| アフターフロー | 1~10秒 |
| 出力電流範囲 | 5A~250A |
| パルス周波数 | 1~30Hz |
| アーク発生時間(ミリ秒) | 1~200ms |
| 溶接可能板厚 |
TIG:約1-10mm マイクロTIG:約0.5-2mm |
| 保護等級 | IP21 |
| 本体重量 | 8Kg |
| 寸法(mm) | 幅160mm,奥行410mm,高さ290mm |
自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。






カテゴリ一覧


page top
<セット内容>
・マイクロTIG溶接機WT-MTIG250本体(電源ケーブル2.7M)
・マイクロTIGトーチ 3.8M
・マイクロTIG遮光面(有線)
・アースケーブル 3M
・コレットボディ ×2
・コレット(φ1.0/1.6/2.0/2.4)各2個ずつ
・セラミックノズル ×3
・トーチキャップ×3(S/M/Lサイズ)
・タングステン電極φ1.6mm×10本
・マイクロTIG専用溶接棒Φ0.6
・アルゴンガスホース 2M (ワンタッチカプラ付)
・ステンレスワイヤーブラシ
・ダイヤモンドディスク(タングステン研磨用)
・取扱説明書
※他に用意する物はアルゴンガスボンベ、流量調整器等。
※フットスイッチ、焼け取りトーチ等は別売りとなります。
<特徴>
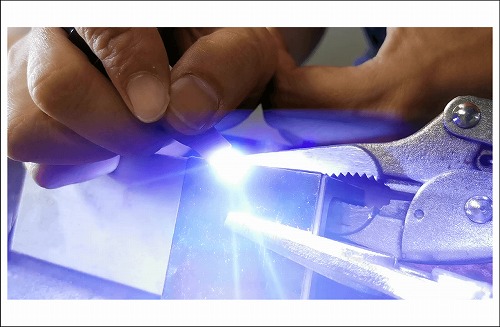
マイクロTIG溶接機WT-MTIG250は、瞬間的なアーク(200ms以下)を発生させ、母材への入熱を抑える事で、歪や溶接焼けといった不具合を減らすことができる、新しいタイプのTIG溶接機です。
従来のTIG溶接機の場合、パルスを使ったとしてもアークは連続して発生しているのに対して、
マイクロTIG溶接機WT-MTIG250の場合は、アーク発生(200ms以下)→アークストップを繰り返すような形で溶接を進めていきます。
また、ステンレス溶接の焼けを除去する機能も付いております。簡単にまとめると下記の機能が使用できます。
①通常のTIG溶接
②マイクロTIG溶接 この機能がメインです。薄板溶接や細部の溶接に最適です。
③ステンレス溶接焼け取り 詳細は上の動画をご覧ください。
<各機能>
※薄板溶接は溶接前の下準備が重要です。溶接する材料を隙間が無い状態で密着させる必要があります。
※当溶接機は直流の為、基本的にアルミの溶接はできません。
<保証に関して>
他の製品と同様、1年保証付で、万が一故障の際は弊社まで連絡いただき、返送下さい。
到着後1~2日で修理or交換、発送致します。
もちろん保証期間終了後も弊社にて修理対応致します。
また、弊社には日本溶接協会発行のTIG溶接技能資格を保有するスタッフが在籍しており、
弊社で溶接機本体を購入頂いたお客様には、基本的なアドバイスを随時させて頂いております。
溶接に興味はあるけど、ちゃんと出来るか心配。。という方も安心してお買い求め下さい。
※電源コードは3本線になっており、その内の1本(緑)がアースとなります。
必ず電源コードのアース線もしくは溶接機後方の接地ボルトから接地して下さい。
※必要に応じて母材側も接地(アース)して下さい。(D種接地工事)
(母材が建物や配管でつながっている場合等)
※ご注文の際は下記から電源プラグの有り無し、トーチケーブル等の長さを
選択して下さい。
(販売終了) インバーター直流マイクロTIG溶接機WT-MTIG250(200V)
●
電源プラグ(コンセント)の有り無しを選択下さい。
①電源プラグ無し
電源コードは3本線で緑色がアース線となります。
アース以外を電源につないで下さい。
色や順番は関係ありません。
③単相200V(20A)プラグ付(1,100円)
単相200Vで一番よく使われているプラグです。
住宅のIHやエアコン等で使われています。
下の半円がアースです。
価格:¥1,100 (税込)
②三相200V(20A)プラグ付(1,100円)
三相200V(動力)で一番よく使われているプラグです。
4つツメで、下がアースです。
価格:¥1,100 (税込)
④三相200V/30A(2,200円)
②の20Aタイプよりひと回り大きいプラグです。
価格:¥2,200 (税込)
●
フットスイッチ(2M)です。
[追加無し]フットスイッチ
[追加]フットスイッチ(3,960円)
細部の溶接になると細かいトーチ操作が必要になるのでトーチの首の部分を持って、フットスイッチを使うことでスイッチを押す際もブレが無く溶接できます。
(長さ:2M)
価格:¥3,960 (税込)
●
アルゴンガス調整器の有無を選択してください。
[追加無し]アルゴン調整器
[追加]アルゴン調整器(6,380円)
価格:¥6,380 (税込)
●
[追加無し]焼取トーチ
[追加]焼取トーチ(11,000円)
長さ:3.8M
ステンレス溶接焼けを除去する専用のトーチです。
(WT-MTIG250専用です)
先端に取り付けるクロス(消耗品)10枚付き
別途、電解液が必要となります。
※電解液は弊社では販売しておりません。
価格:¥11,000 (税込)