こんにちは。マフラー制作の続きになります。
マフラー補修に失敗してしまい、補修を諦めて1から作ることにしました。
パイプをネット注文しましたが、ホームセンターにある「ステンレス巻きパイプ」は、ステンレスの薄皮が巻かれてあるだけで溶接できないので注意です!

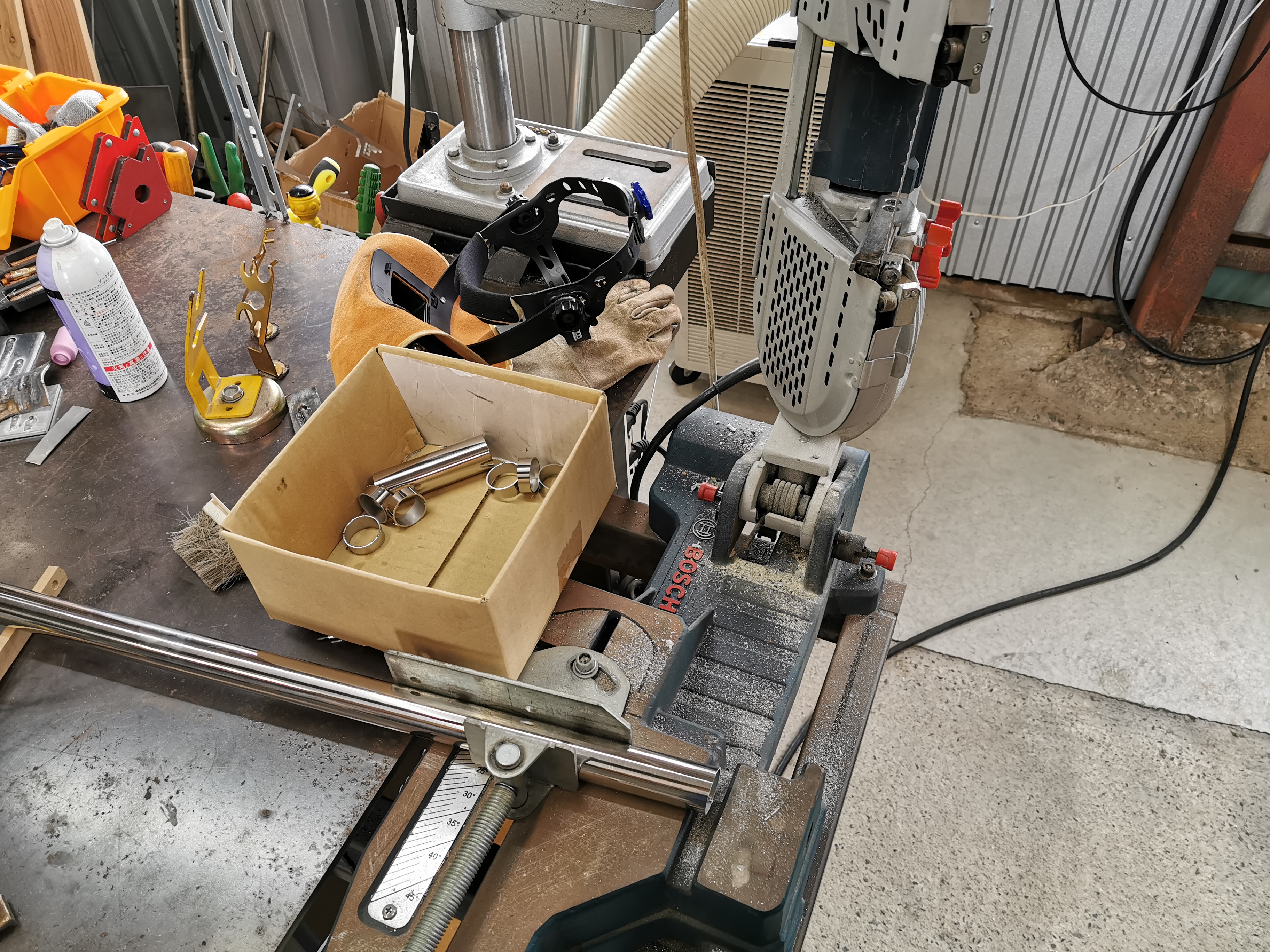
気を取り直して、まずはバンドソーの刃を交換。
パイプの厚みが1mmしかないので、刃のピッチが狭い物を使いました。薄い物を切る時はこっちの方がいいですね。

今からパイプを斜め切りしていくんですが、まずは確実にズレているであろう垂直の調整をします。
バンドソーの構造上、垂直をキッチリ出すのは難しいんですが、ここである程度真っすぐ切っておかないと、後々手間がかかったり穴が空きまくったりと良い事無いです。

捨て角パイプを試し切りして微調整、やりすぎてもキリがないので妥協は必要です。
ちなみに40角のアルミパイプを切って、誤差0.5mm(上辺と下辺の長さの差で)ぐらいでした。1度ぐらいナナメに切れちゃってますが、やむなしです。

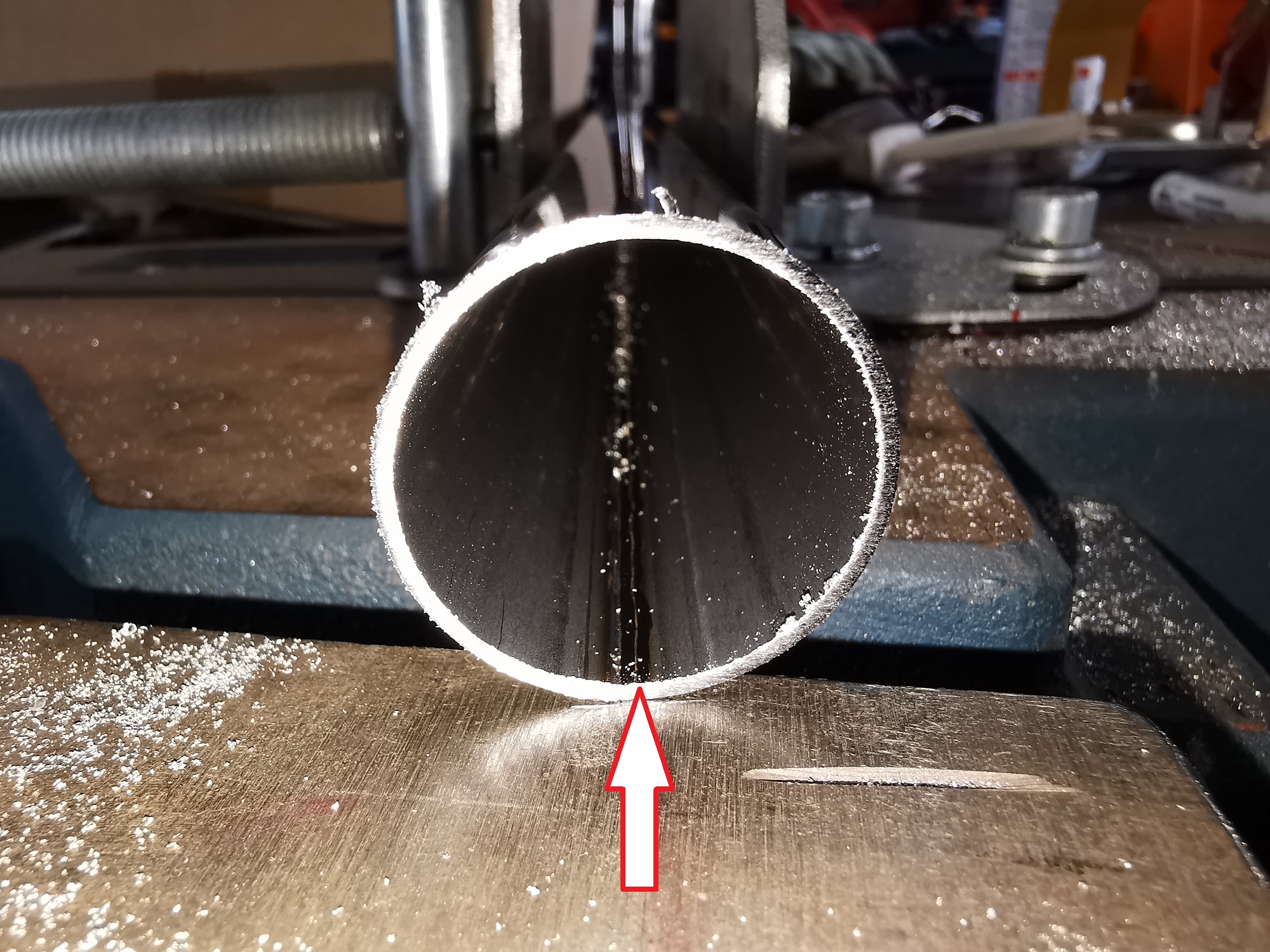
ステンパイプをひたすら切ります。
目印は内側の溶接痕です。シームレス管じゃない限り、内側に痕があります。これを目安に真下と真上に反転させながら切ります。
外側のバリはグラインダーで

内側のバリはフラップホイールで削ります。

車のエキマニ(4気筒)の場合は、これの4倍ぐらいの量を準備したんですが、今回は250cc単気筒なんで楽です(笑)

部材が揃ったところで、マフラーの位置合わせをします。
とりあえずこちらはノーマルマフラー。純正だけあって排気音も配置も無難な感じ。

純正配置に近い案。悪くないけど、ちょっと攻め足りませんw

カチ上げ案。これはやりすぎ感が否めない。しかも雨降ったら水入りまくりでエンジンブローのリスクが。

間を取ってこれぐらいの配置でいくことに。
WR250は純正でもこれぐらいカチ上がってた気がします。

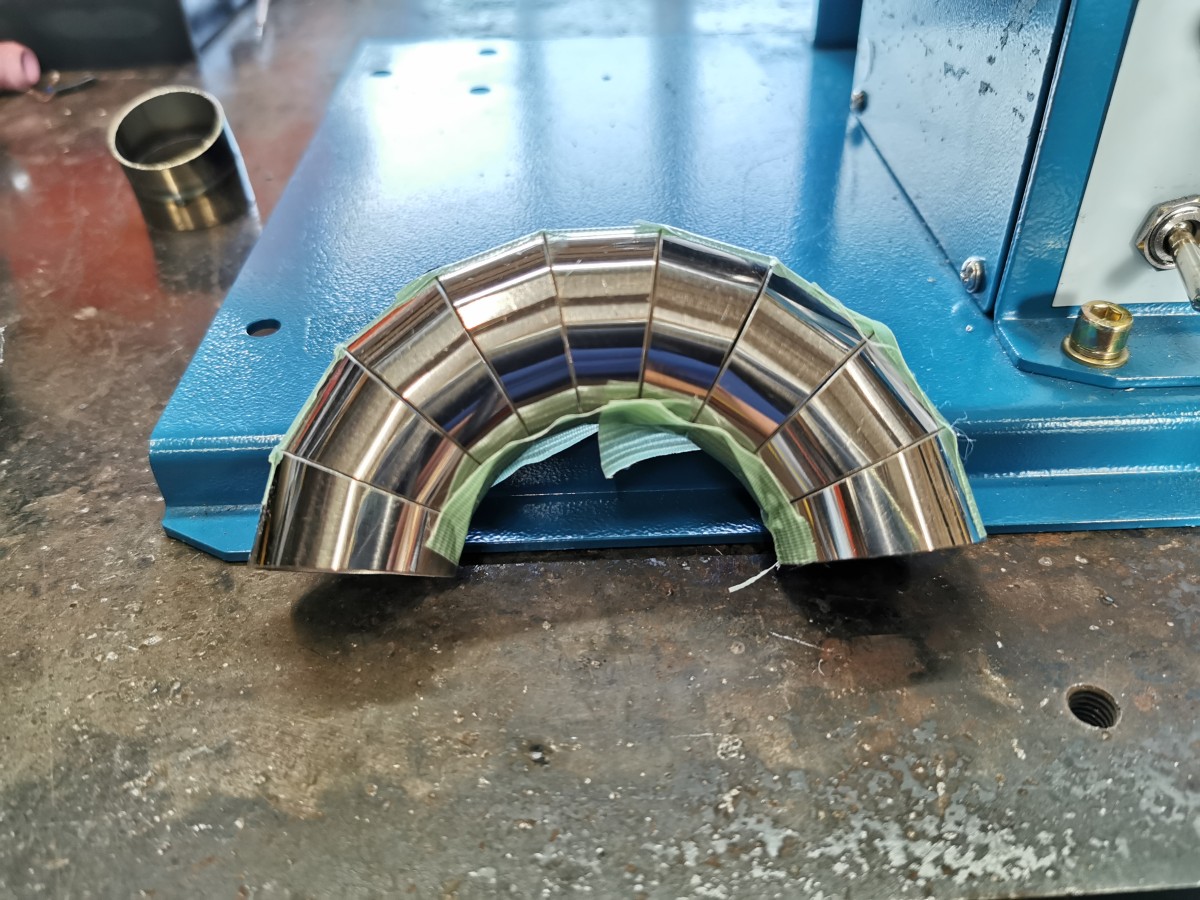
先ほどの輪切りパイプを組み合わせて、パイプの取り回しを決めます。

次回は溶接編です。続きます。