こんにちは。
前から作りたかったチタンタワーバーを製作しました。材料はチタンパイプ約20φ、厚みは0.8mmと板厚2mmのチタン板です。
薄板となれば使う機種はもちろんマイクロTIG溶接機WT-MTIG250!それではご覧ください。
エンジンフード裏には追加でファンが付いているので、それを躱すために曲げるなり、角度を付けて溶接するなりしなければいけません。
どっちにしようかなと思いましたが、ちょうどサンドブラスト用の砂が目に入ったので、とりあえず曲げに挑戦してみました。

砂を詰めて木栓で蓋をして、バーナーで炙ります。
バーナーの火力では狭い範囲しか熱せられないのでギリギリでした。20φを超えるとちょっと厳しそう。

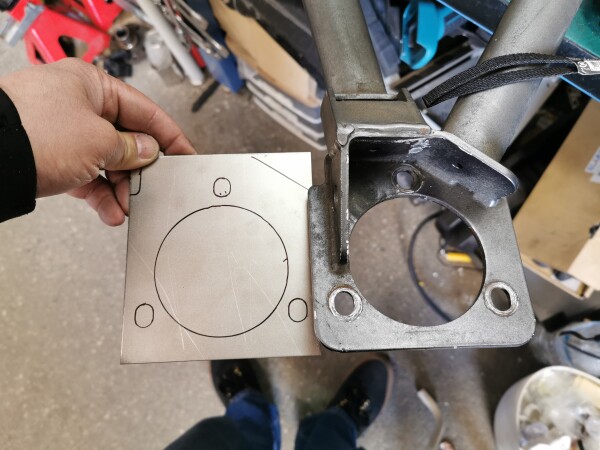
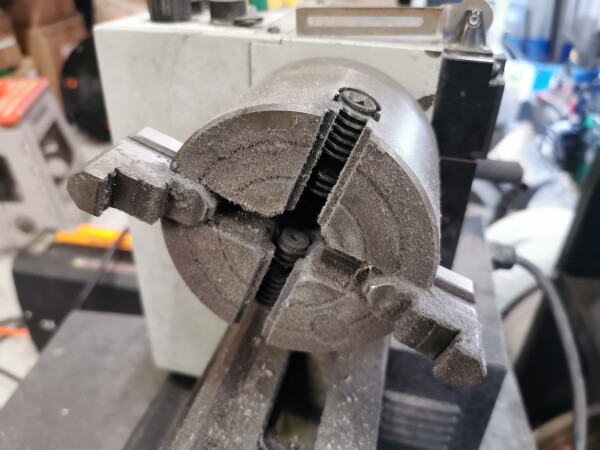
車体側の板を切り出します。既存のタワーバーを参考に切ったんですが、問題はショックの受けとなるこの大穴。
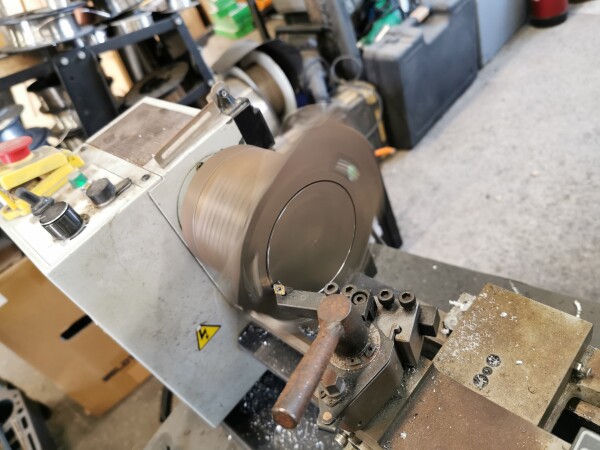
まずは旋盤で穴を空けようとするも、卓上旋盤では大きさ的にチャックできるギリギリのサイズで、4爪のうち2爪でしか挟めません。
そうなると板厚2mmのチタン版は反ってしまい、上手く切り抜けません。
どうしたものかとしばらく考えましたが、これしか手は思い浮かばず。旋盤+プラズマでカットすることに。
チタンってよく燃えるんだよなぁ。。嫌だけど他に方法が思い浮かばないのでやむなし。

トーチは手で固定したまま、母材を回して切れるんでまだマシに抜けましたが、チタンは良く燃えるので、激しく飛んだ痕の後処理が大変でした。

見事にチタンスパークを受けてチャックが。。。これは絶対ネジ山に良くないだろうな(汗)
ちなみにアルミテープで保護してましたが、無残に燃え散らかしてました。
気を取り直してそのままバイトで調整します。
切断面がガタガタだったのでこっちも大変でした。

何とか大穴を抜けました。

買ったチタン板は磨き無しで元は左のような風合いですが、チタンっぽくないので磨いておきます。

トーチがブレで、予定の穴以上にくり抜かれてしまった板(下の方のガタガタな箇所)。

肉盛りしまして

磨き直せば分からなくなります。この辺はどの金属でも一緒ですね。
ものづくりをする上で、溶接して補修することは結構多いです。

いつものダンボール型紙でパイプの受けとなる板を配置しまして

チタン板に当ててマジックでケガいて切り出し。

点付けで仮止めします。160A/100msぐらいです。

続いて本溶接の動画を撮っていましたが…手がもろ被りしていました(汗)

120A/80ms/3Hzとかです。本溶接も焼け無しで溶接できます。

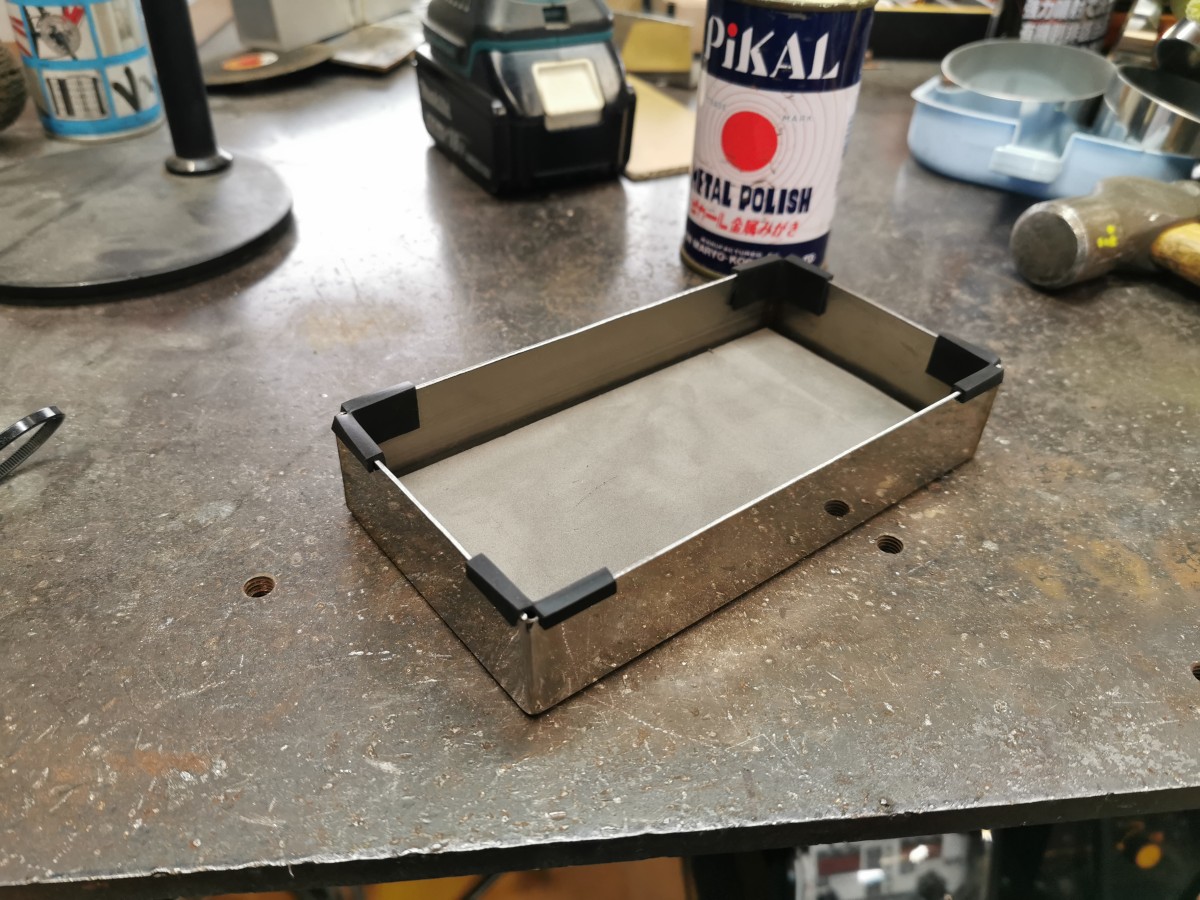
バーの受け板が出来上がりました。
念のため内側からも角だけ溶接しておきました。

受け板を設置し、アルミ溶接棒を曲げて寸法と角度を測ります。

先に作っておいた2本のパイプを、上のアルミ棒の型に合わせて切断し、仮止め溶接しておきます。

車体側ブラケットも作っておきます。
チタン板を切り出して溶接した物です。厚み2mmだとかなり溶接しやすいです。

チタンパイプの余りを溶接して連結しておきます。

と、ここでお客さんがご来店。弊社でWT-TIG200を購入いただいた方です。
サイドカーのショックの受けを溶接したいが、設定を教えてくださいとのこと。

やってみないことには分からないので、片面だけ溶接させてもらいました。
厚み5mmのステンパイプ+板の溶接ですが、WT-TIG200だとどうしても焼けが入ってしまいますね。これぐらいなら強度的に全く問題ないですが。
むしろ1層目からある程度溶かし込むことを考えると、板厚3mm以上でしたら普通のTIG溶接機の方が合っているかもしれません。
条件をお伝えし、あとは自分でやってみますとのことでした。頑張ってください(´∀`*)ウフフ

タワーバーの続きです。
パイプと受け板を溶接棒を入れて溶接しました。こういうのは普通のTIGだと瞬殺で穴が空きますが、マイクロやり易いです。

パイプとパイプの間に補強板を入れます。板厚1mmのパイプを切った物です。

2本のパイプを突っ張る役割になります。

車体に固定して穴位置を合わせたまま、各部を仮止めして動かないように固めます。

もう一本補強バーを追加しました(逆ハの字の部分)。

パイプ同士をT型に溶接するため、Rを合わせた切り込みが必要でしたので、両頭グラインダーで地道に削りました。

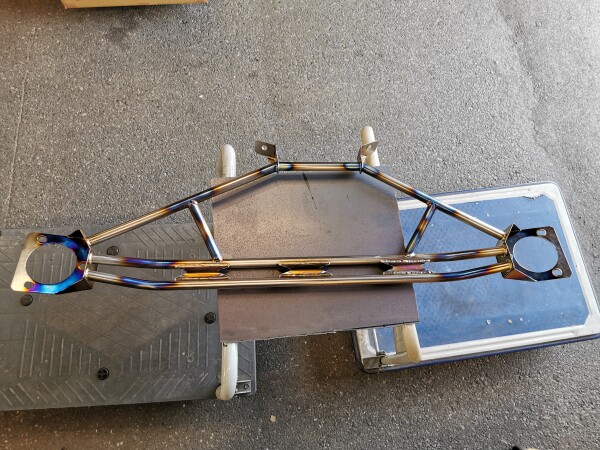
全箇所本溶接を終えました。
寸法も殆どズレておらず、車体にスムーズに取り付けできました。
本溶接したあとの歪で寸法がくるっていた場合、ガチガチに固めているので修正が大変なので助かりました。

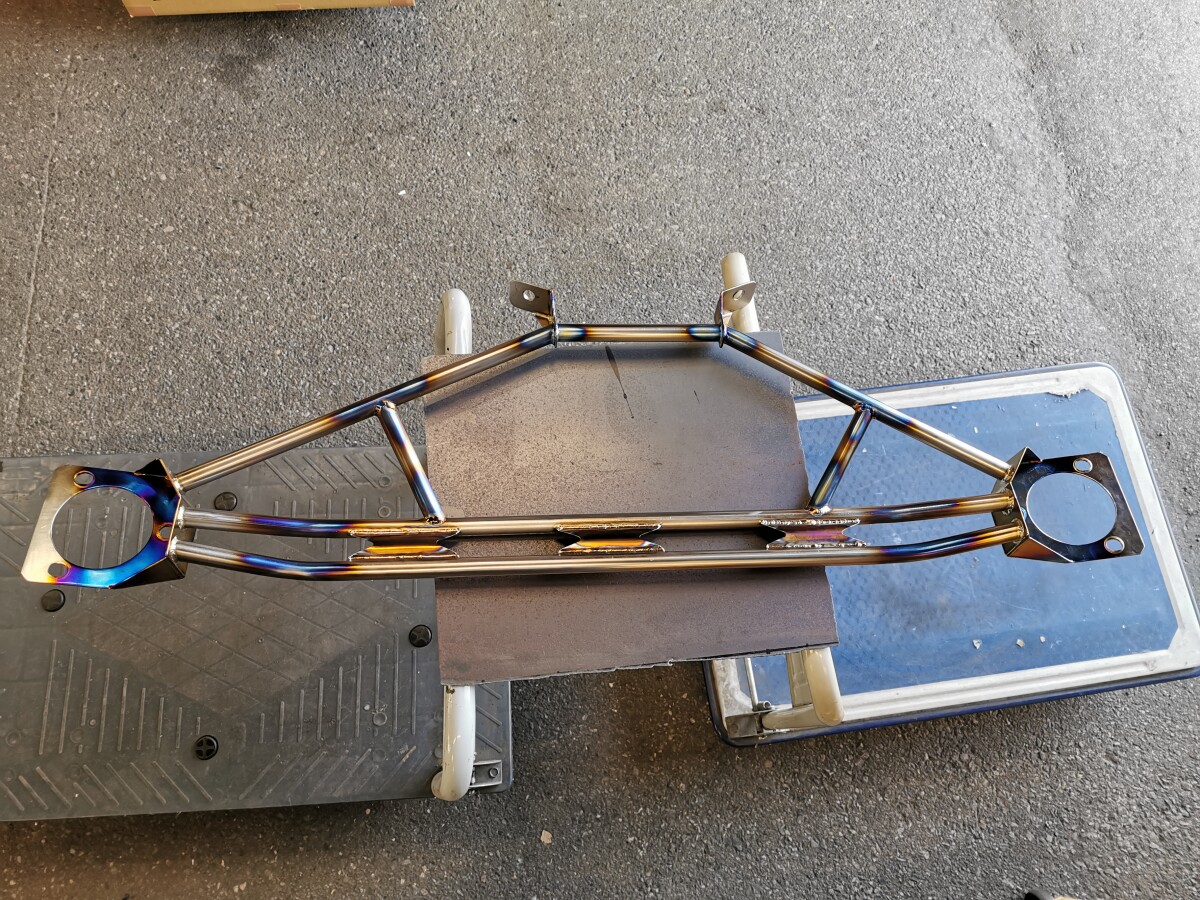
チタンアピールのため、バーナーで炙って色付けして完成!
我ながら近くで見られても悪くないクオリティで、個人的には上手くいった方なんですが、自分で作った物となると喜び倍増です。
板厚の薄いチタンやステンレスの場合、すぐ焼けてしまうので大変ですが、マイクロTIGならほとんど焼け無しで溶接できるのでオススメです!!
本店(福岡県西区)が関東営業所(埼玉県)にてお試しいただけますので、気になる方はお気軽にお問い合わせください。