


こんにちは、WELDTOOL 関東営業所です。
今回、新機種の<TIG溶接機 WT-TIG320S>のデモ依頼が有り、これを機会にデモ車に容易に積み
下ろしが出来るように、アルミの縞板でラダーレールを製作しました。
このご時世、買った方が早くて安いかも?しれませんが、この製作には2つの目的が有ります。
①新機種で多機能なTIG溶接機 WT-TIG320Sを使いこなせるようになるため。
②2枚のレールを其々「TIG溶接」と「MIG(半自動)溶接」で溶接し、作業性や品質を比較する。
という事で、材料を鋼材屋さんに頼みました。
・アルミ縞板:t3.0✕250✕1,500mmを2枚と、・アルミLアングル:L3.0✕25✕25mm✕4Mが2本です。
縞板は、予め鋼材屋さんに必要な寸法で切ってもらったので、後はアングルを縞板の寸法に合わせて切
断するだけです。アングルは、レールの補強と併せて溶接機の車輪の脱落防止にも成り一石二鳥です。


切ったら、早速、溶接していきます。
1枚目は、アルミ溶接で一般的に使用されてる【TIG溶接】(WT-TIG320S)で行います。
因みに今回使用するタングステン電極は、オールマイティなセリタンでも良いのですが、
可成りの量のアルミ溶接をするので<純タングステン>を使用しました。
(純タンは、タングステン電極の消耗が激しい交流(アルミ)TIG溶接向けです。アークを発生さ
せると直ぐに先端が丸くなりますが、丸くなった後は殆ど形状が変化しない特徴があります。)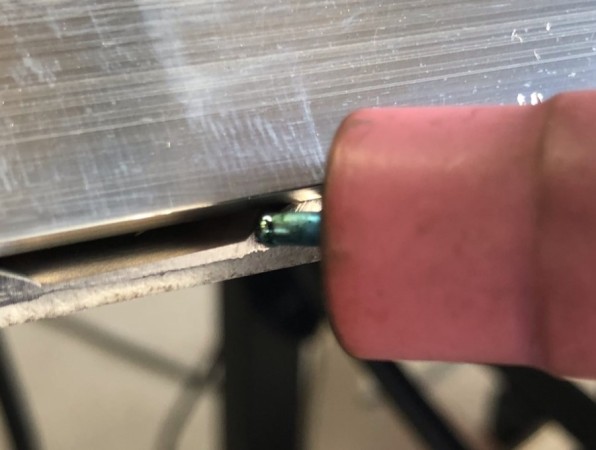
それでは、先ずは仮止めです。
今回使用する<WT-TIG320S溶接機>には、【AC(交流)周波数】を変えらる機能があり、
交流周波数を高くする事で、仮付けを小さくし易いです。
(交流周波数の効果については、最後に詳しく説明します)


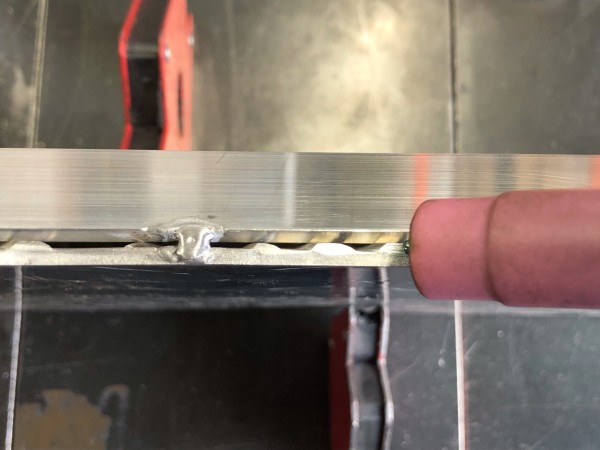
仮付けしたら本溶接とまいりますが、溶接は可能な限り下向き姿勢で行ったほうが楽にできる
ので板を立てました。

<溶接用マグネットホルダー>などを利用すると便利です。マグネットなのでアルミ板には
くっ付きませんが、作業台が鉄板であれば画像の様に挟んで固定する事ができます。
では、縁部をへり溶接しますが… さて、溶接電流は、??? A(アンペア)にするか?
WT-TIG320S には、更に便利な【オート機能】があるので、それで設定すれば、
アルミ溶接の経験が無く悩まなくても最適な溶接電流を簡単に設定できます。
【オート機能】 ↓↓↓ご興味のある方はご覧下さい
後、この箇所はあまり余盛(ビードの盛った部分)を高くしたくなかったので

縞板の両縁にアングルを溶接しました。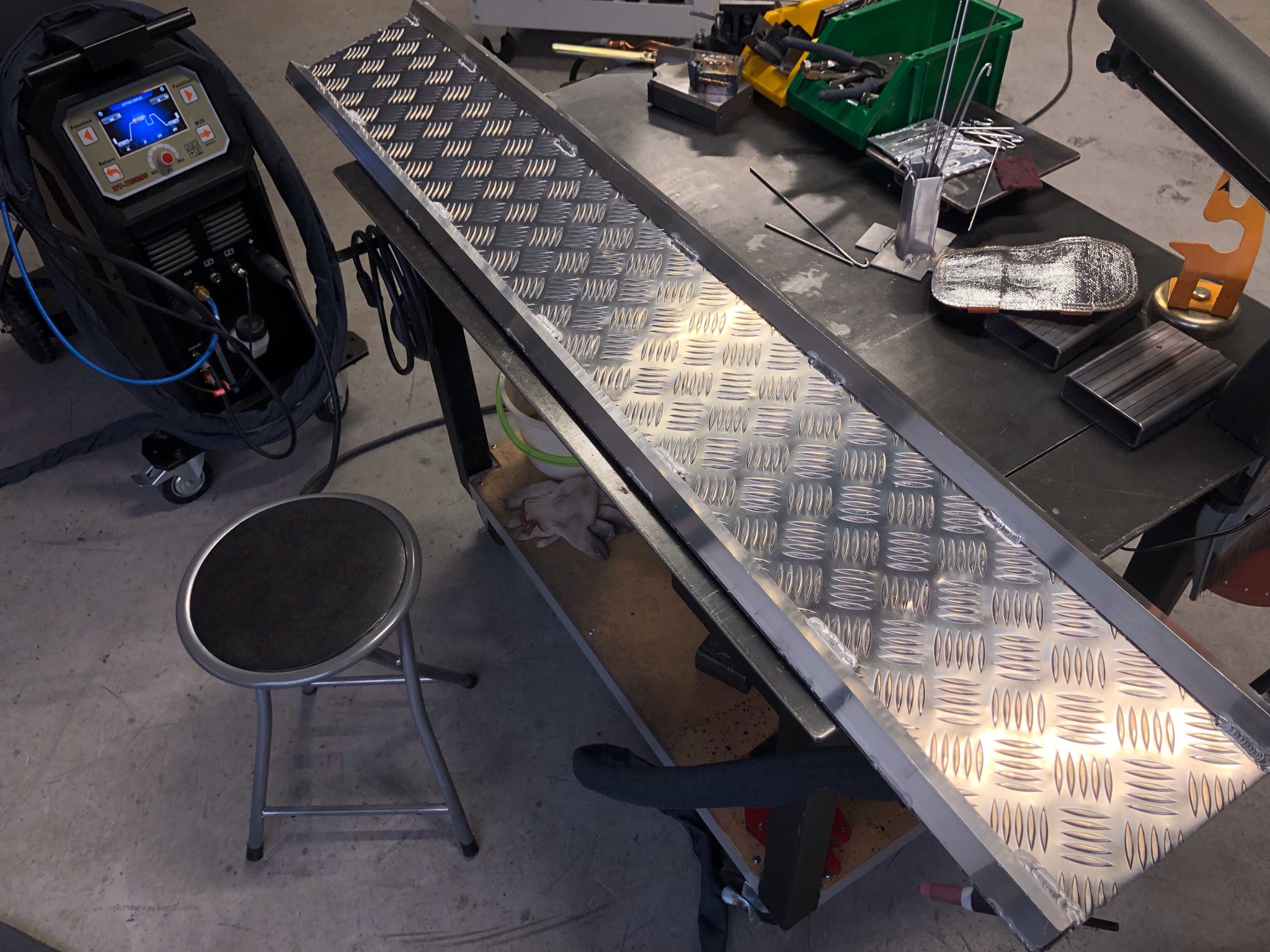
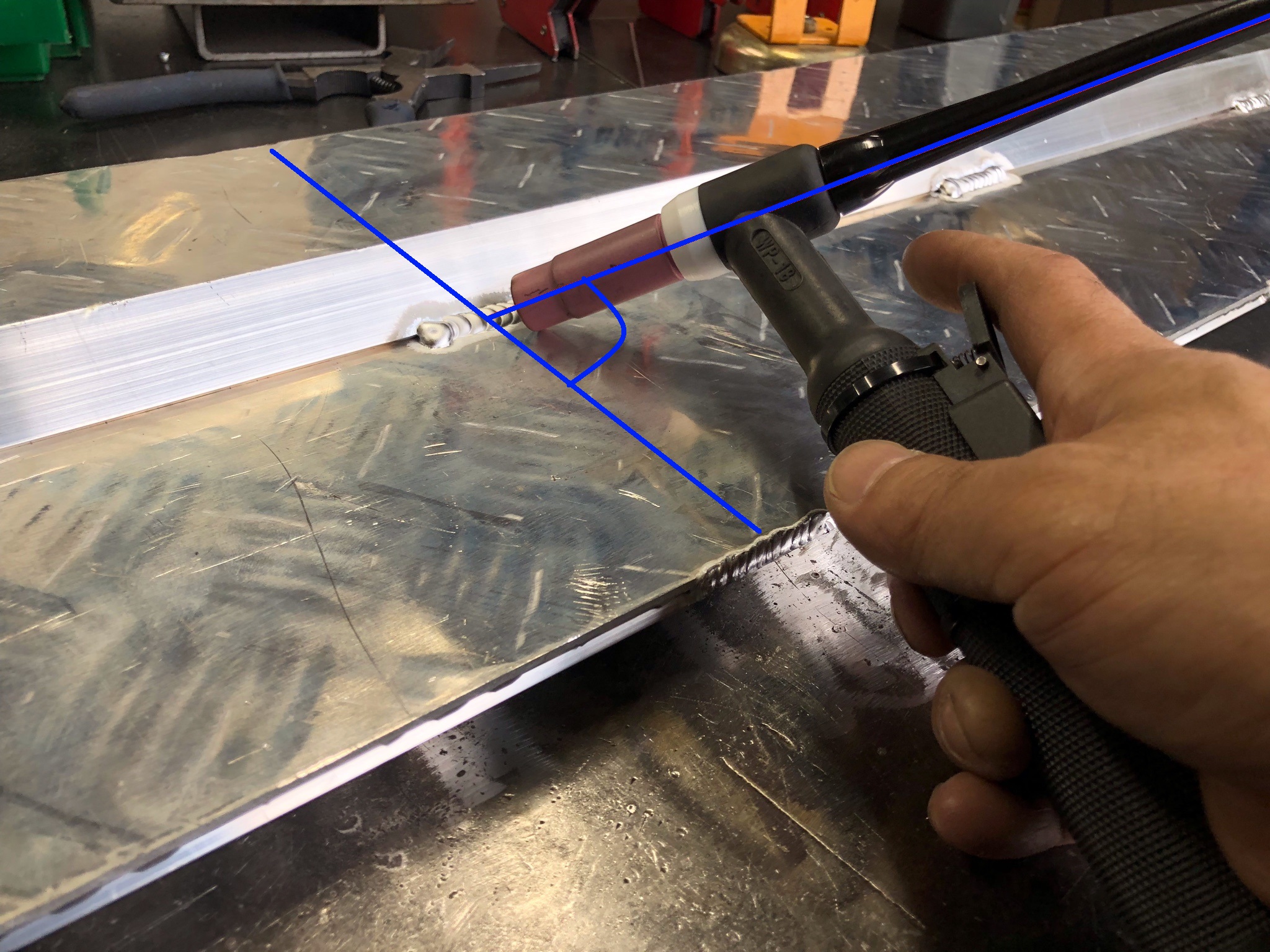
つづて、縞板の裏面に補強として余ったアングルを溶接します。
この箇所は、T継手(隅肉 90°)より寝ていて角度が135°になります。
この溶接のコツは、縞板とアングルをバランスよく溶かすためのトーチ(狙い)角度が大事に成ります。
下左側の画像の様なトーチの持ち方の場合では、トーチ角度が寝てしまい狙いが上向き(アングル寄り)
に成ってしまいます。
下向きの角度にするためには、右側の画像のように手の下に丁度良い高さになる物を置くとトーチが立ち
下向きの狙いになり、トーチ送りが楽になります。

溶接電流は、隅肉溶接と同様に高目にし130Aで溶接しました。また、溶接強度を上げるために
余盛を高くし(盛り)たいので、<溶接棒は太いΦ3.0mm>で溶接しました。


裏面の補強用のアングルの溶接作業が終わりました。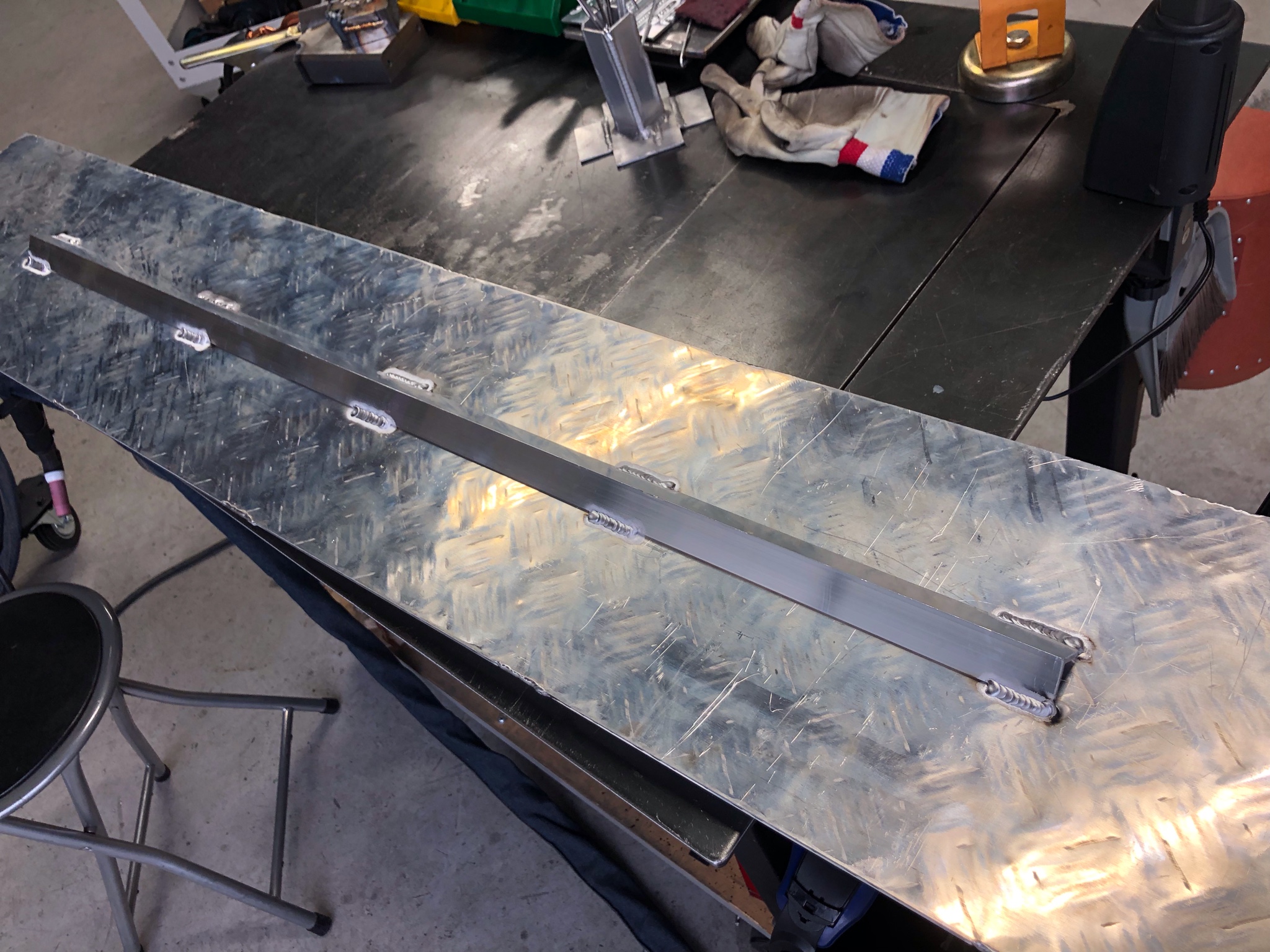
最後に、溶接機を積み下ろしている最中にレールが外れて倒してしまわないように、
荷台に引掛けるためのストッパーを溶接して付けます。

内側(入隅)は、隅肉溶接になるので【AC(交流)周波数】を高くして溶接すると
溶接し易くなります。↓↓↓<こちらの動画をご覧下さい>
効果は、動画を視ての通りです。
一般的な交流TIG溶接機の交流周波数は50~60Hzです。
交流周波数を高くすると次のような効果が有ります。
① アークの集中性、指向性が向上(広がりが少なくなる)し、直流(鉄、ステンレス)溶接に
.. 似たアークに成り溶融プールが小さい状態で溶接し易くなります。
② 溶け込みや深さが良くなります。
③ ①と②の効果により溶接速度を速くできます。
④ アークの集中性により母材への入熱を抑え、アルミ溶接の特有な熱を持つとビード幅が広がる
. (溶け込みが早くなる)ことなく均一のビード幅でキレイな溶接ビードになります。
⑤ ①~④の効果から、アルミの薄板の溶接が容易になります。
⑥ 溶接棒の先端が球状になり難くなり、入れ易くなります。
以上です、
要はアルミ溶接し易くなるという事で、交流周波数を1OOHzまで上げて溶接してみました。
これで、レール1枚目の【TIG溶接】仕様は完了です。
2枚目は、【MIG(半自動)】で溶接しましたので、このつづきは、また次回ご紹介します。
今回使用した機種の詳細はこちらよりご覧になれます。
水冷ユニット搭載/直流・交流TIG溶接機WT-TIG320S
※クリックすると商品ページへ移動します。
興味ある方は是非お気軽にご連絡下さい。
福岡本店、関東営業所に実機がありますのでお試しいただけます。
また、お近くでしたらデモにお伺いします。お気軽にご連絡ください。
株式会社WELDTOOL
【福岡営業所】 092-834-2116 【関東営業所】 048-954-8901





