こんにちは。
弊社で一番の台数を販売したWT-TIG200、この度モデルチェンジとなりました。
新しくなったということで、使用感のテストも兼ねて定番のアルミホイール溶接を試してみましたので、気になる方はご覧ください。
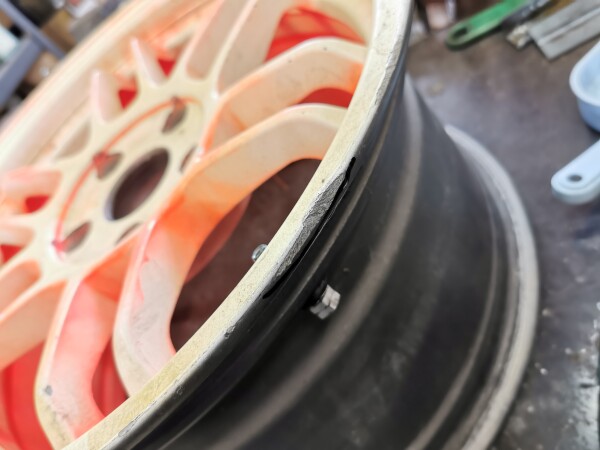
今回補修するホイールはこちら。AMEトレーサーです。
この手のホイールを使われている方はご存知かと思いますが、現在国内で見当たらないレアサイズです。
中古でも程度がいいものは新品以上の価格で取引されており、ジャンク品がようやく格安で入手できましたので、補修して使いたいと思います。溶接できるとこういった機会にも恵まれるので、何かと便利ですよ(´∀`*)ウフフ

いい具合にガリって凹んでいますね。
こういった場合は、削り込む段階で予め曲がってるとこ周辺まで深めに削ってしまっていた方が良いです。

こんな具合なキズが3箇所ほどあります。
凹んでない所もついでに溶接して肉盛り→削って周りと同じようにしていきます。
ホイールを溶接補修するにあたって、グラインダーでガリ傷周辺の塗装を剥がしますが、明らかに塗装が弱い。
これは溶接して熱が入ると、後々面倒なことになるパターン。。。

塗装を剥がすのは大変なので、できれば溶接する箇所周辺だけで留めておきたかったのですが、まだら模様になっている塗装がとても弱く、溶接の熱が入ると後々剥がれてくるのが目に見えていたので、全て塗装を剥がすことにしました。

薬剤を塗って高圧洗浄機で剥がすのを繰り返すんですが、まさかのタイミングで高圧洗浄機が故障(汗)チョロチョロしか出ません( ;∀;)
塗装を剥ぐほうが溶接より数倍大変でしたが、何とか剥がし終えました。

新しいWT-TIG200で溶接していきます。
使い勝手としてはダイヤルが2つになり、左のダイヤルでどの数値を変えるのか選んで、右のダイヤルで調整といった具合です。溶接機自体の最大出力等は変わっていません。
個人的にはダイヤルが8つある旧タイプでも慣れているので、どちらでも同じように使えます。持ち運びは格段にしやすくなりました。

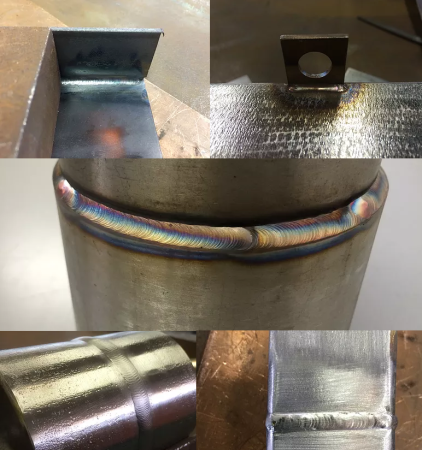
溶接の様子は動画で確認ください。
案の定、剥がしていなかったインナーリムの塗装が溶接の熱で膨れていました。
膨れたとこだけ剥がしてその上から塗装しても、後々別のところが剥がれてくるのは目に見えているので、面倒なんですが塗装はインナーリム側も全て剥がします。
倉庫の奥から数年前に買ってもらった強力なグラインダー??を引っ張り出してきました。動くかな??

インナー側も塗装を剥がし終えました。マダラに見えますがペーパーで慣らしてします。
手で触って段差が分かるようでは、塗装すると尚更目立つようになってしまいます。

表もペーパーで足付けしました。塗装します。

サフからの

耐熱シルバーで塗装。

キズは分からなくなりました。

このシルバーは耐熱塗料ですので、200℃程度の熱を30分程度かけないと完全硬化しないそうです。
以前、その内乾くだろうとタイヤを付けて走り回っても乾いておらず、ツメを立てるといつまでも型が付くという状況になった経験があります。
二の舞にならないよう、今回はしっかり熱入れすることに。業務用のオーブンは無いのでストーブの上に置いて放置しましたが、非接触温度計で測るといい感じに200℃程度に加熱されて硬化していました。完成です。

新機種での定番ホイール溶接、上手くいきました。
ガリって諦めていた方、自分で補修してみたらいかがでしょうか!
ちなみに、スポークが折れている場合は、個人的にはどんな手順で溶接しようがスポーツ走行で使う気にはなれません。普段の街乗り程度であればいいかもしれませんが。
溶接したところは素材としての靭性や引張り強度は周りと変わってしまっているわけで、強くなることはありませんので、スポーク折れる=クラッシュのリスクが高いからです。
また、リムのクラックも溶接の仕方を考えて補修しないと、またクラックが入ってしまいますので要注意です。
以上、新WT-TIG200でのホイール補修でした。近日発売予定です。