こんにちは。
前回バイクのステンレスマフラーを作りましたが、今回はチタンです!
5年前にもチタンマフラー(溶接ヘタクソ)を作りましたが、今回は溶接ポジショナーとマイクロTIG溶接機がありますので、それで作り直します。がっつり機械に頼ります(笑)
超長編となることが予想されますので、分けて投稿します。興味のある方はご覧ください。

とりあえずMTIG250とポジショナーの組み合わせで、チタンパイプの溶接がちゃんとできそうかテストしました。
全然大丈夫だろうとは思ってましたが、チタンはステンレスの5倍ぐらい高価ですから、材料を発注してから微妙。。ってなってからでは遅いですからね。
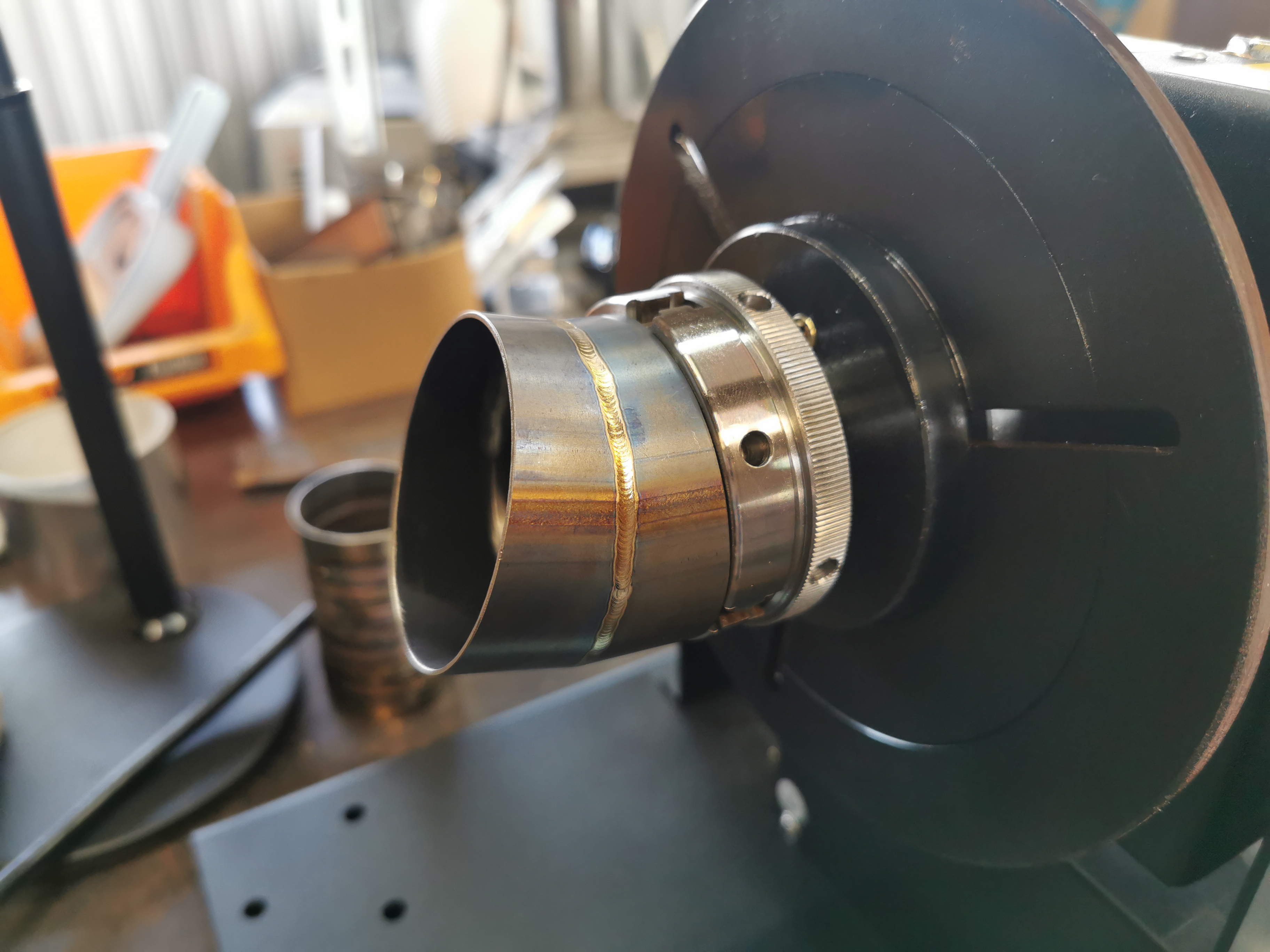
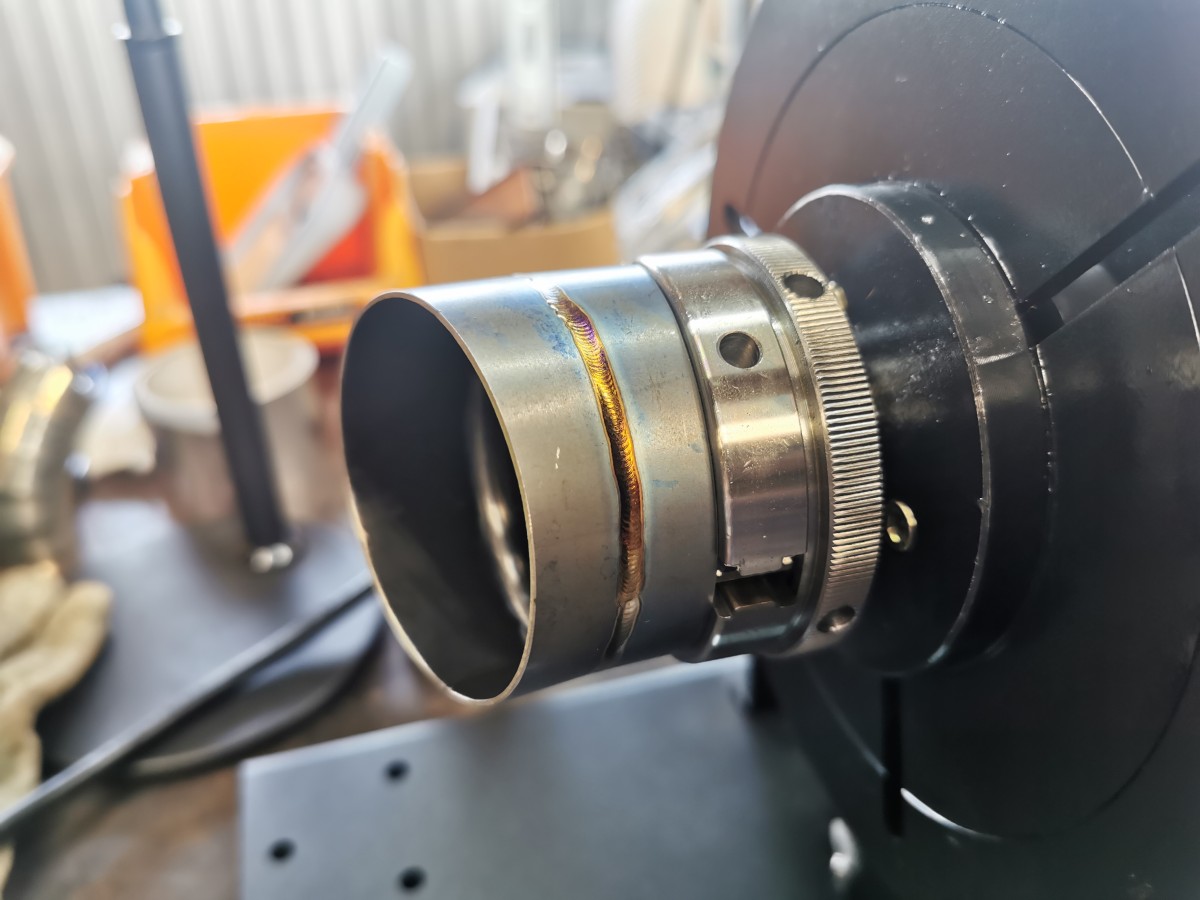
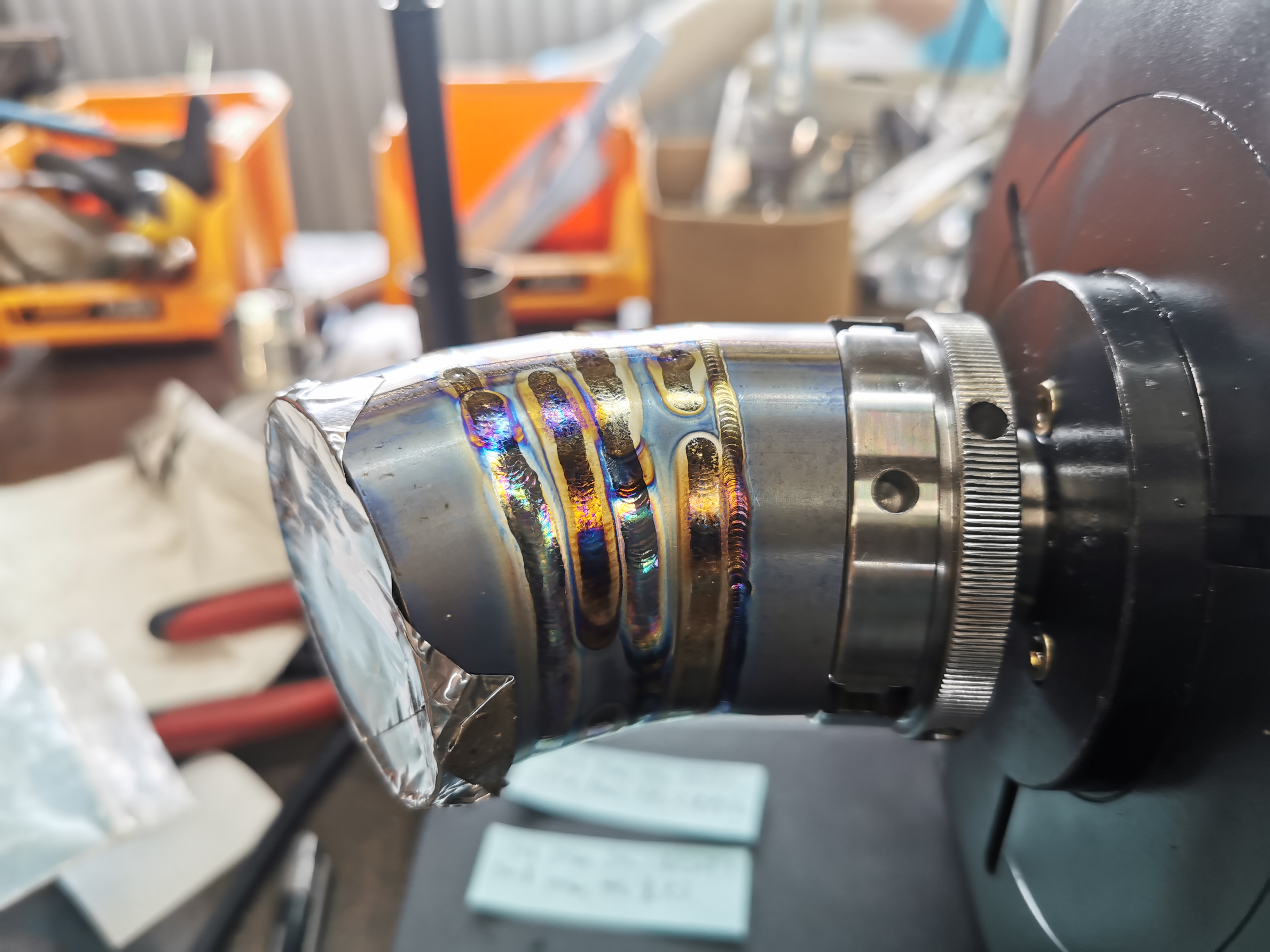
条件を色々と変えてテスト、裏波を出そうとしたら、金色ぐらいの焼けが入りました。裏を無視すれば銀色の焼け無しでもいけましたが、エンジンの近くの熱と振動にさらされる箇所は、強度的にちゃんと裏を出した方が良さそうです。
チタン溶接用品を漁っていたら、昔チタン溶接した時の溶接棒を発掘。。多分って書いてあるけど大丈夫か?(自分で書いてるはずだけど)

何となくステンレス溶接棒っぽいのが混じってる気がしたので、何本か棒を取り出して試しにステンレス端材を溶接してみました。
同じ袋から取り出したのに、焼け色が明らかにちがうぞw

混入していたステンレス溶接棒だった方は、バッチリ溶接できてました(笑)チタン溶接棒の方はペンチで掴むとパキっと割れました(今回はこれが求めていた結果)。
案の定ステンレス溶接棒が混入していた模様。。本番前に試しててよかった(;’∀’)
次回に続きます。
今回使った溶接機はこちら:WT-MTIG250