溶接機の選び方 車の板金・修理 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























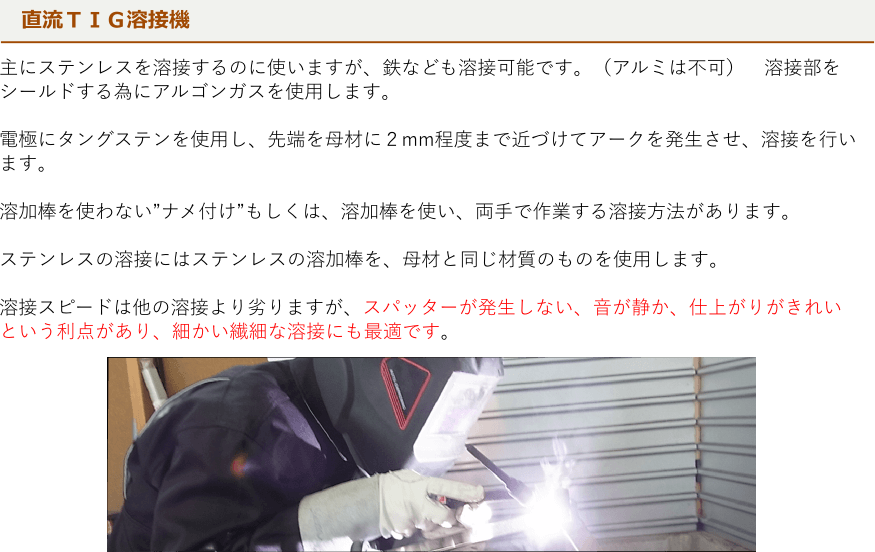
溶接機の選び方 車の板金・修理

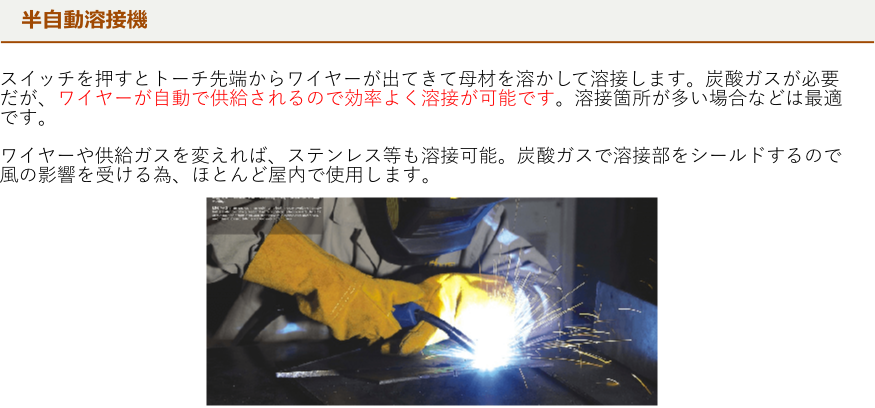
自動車板金には半自動溶接機がお勧めです。
半自動溶接はアーク溶接やTIG溶接と比べ、溶接の難易度が低く、溶接前の下準備も比較的大雑把にできます。
薄板の連続した溶接では、板と板を出来る限り平行に隙間なくくっつける必要がありますが、半自動溶接の場合自動でワイヤーが供給される為、多少の隙間があっても肉盛りして隙間を埋めながら溶接していく事が可能です。
溶接後の仕上がりはTIG溶接に劣りますが、どちらにせよ溶接ビードの研磨作業や塗装がある工程の場合、溶接自体をキレイにする必要はありませんので、薄板の連続した溶接には半自動溶接がお勧めできます。
逆に溶接ビードのままフィニッシュとなる、バイクのアルミフレームやチタンマフラー、船のステンレス溶接などでは、半自動溶接ではスパッタの付着が避けられませんので、TIG溶接一択となります。
弊社で購入頂いた半自動溶接機は、実際に自動車板金ショップでもご利用頂いています。


アーク溶接機はこちら

半自動溶接機はこちら


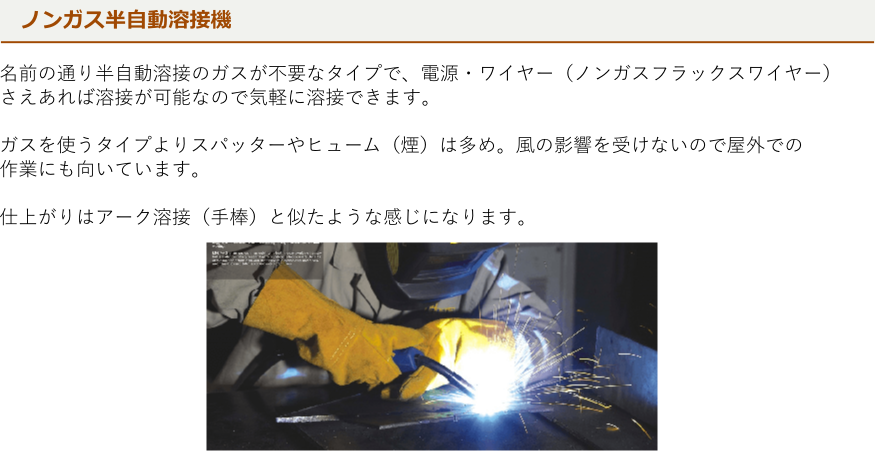
ノンガス半自動溶接セットはこちら

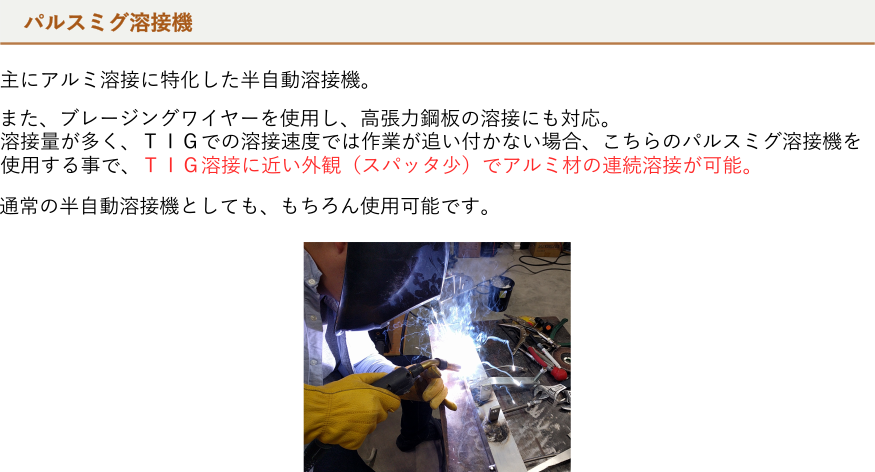
パルスミグ溶接機はこちら
直流TIG溶接機はこちら
直流/交流切り替え式TIG溶接機はこちら



自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。





Copyright ©2016-2026WELDTOOL All Rights Reserved.