こんにちは。
三連休でしたが、皆さまいかがお過ごしでしたでしょうか?
私は走行会でちょっとオイタしてしまいました(泣)
そのおかげで過去に製作したディフューザー(アルミ製エアロパーツ)が壊れてしまったので、その補修記事になります。
こちらが壊れたディフューザー。
滑って土手に後ろからヒットし、バンパーが押されてひん曲がってしまいました。。翼端板も外れちゃってるし。。
このディフューザーはバンパーのステーも兼ねているため、付いてないとバンパーが遊んじゃうんで早く直さないと安心して走行できません。

取り外してみましたが、結構曲がってます。
ただ、一番大きい板の部分は何とか再利用できそう。

点付け溶接→パテ埋めしていたのですが、パテごと割れています。

曲がっていた垂直板は再利用できそうになかったので撤去。
グラインダーの切断砥石で切りましたが、結構な隙間が。。やりようは溶接する時に考えます。

とりあえず溶接個所を削って地肌を出しました。
アルミ溶接は異物に敏感(アルミじゃなくてもそうですが)なので、確実に地肌まで削っておかないと溶接が上手くいきません。

ここからはお得意のダンボール工作で、反対側の同じ板を参考にダンボールに型取りしまして

こんなもんかな。
メインの板は幸い再利用できそうです。大きいので買ったら1万円ぐらいするのでよかったー(;’∀’)

吹っ飛んでいった翼端板も同様に型取り、アルミ板にケガキます。
ちなみに厚みは2mmです。

小さい翼端板の方はバンドソーで切り出し。
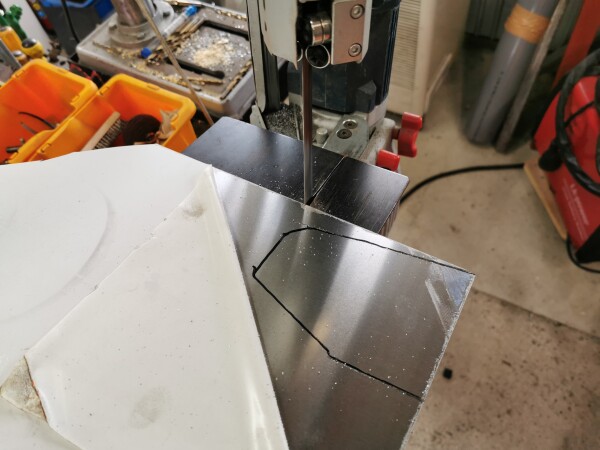
この大きい板は、フトコロ寸法の問題でバンドソーでは切り出せませんので、プラズマ切断機WT-100Sで切断しました。切ってる時間は5秒ぐらいでとても楽です。

ちょっと驚いたのが切断面のキレイさ。今までWT-60、WT-100(旧製品)と使ってきましたが、明らかにキレイに切れました。
板厚2mmと薄いとはいえ、多少切り口がガタガタになってノロがこびりつくと思ってたんですが。
ピントがなかなか合わず分かりずらいんですが、切った直後の素の写真です。

平行具合もバッチリです。
プラズマ切断の場合、切り口が多少荒れるのはしょうがないので、今まではカット後にグラインダーで微調整を入れていたんですが、今回は必要なさそうです。

切断動画はこちら。切ってる時間は5秒ぐらいですが。
続いて溶接していきます。
使うのはこちらのWT-MIG200S。アルミ溶接も初めからプログラムされていますので、経験が無い方にも使いやすいかと思います。

モード:AUTO

材質:アルミ一般

板厚:2.0mm

ワイヤー径:1.2mm
セッティングはこれだけです。

溶接していきます。
アルミ2mmの隅肉溶接ですが、スパッタも殆ど出ません。

続いて反対側。
こちらは切断した端幅分、隙間が広くてさすがにこのままじゃ溶接できません。

どうしようかなと思いましたが、切れ端のアルミ板を細長く切って、それを補強に使うことにしました。

細いバーを左手に持って、半自動でビビっと点付けしていくだけ。簡単です。
板厚2mmで横幅が10mm以下と細い物なので、TIG溶接だと油断してると細いバーの方だけすぐ溶けます。また両手が塞がるので、仮止めするまでが大変です。
この後パテ埋めする前提なので、こういった大雑把な作業の場合は半自動の方が明らかに楽で早いです。

パテ埋めの準備をします。
溶接したビードを削ってある程度凹ませておきます。出っ張っているとそこに合わせてパテ埋めせねばならず、パテの量が多くなると後々大変だからです。

ちなみに前日は夜の12時過ぎまでやっており、ちょっと眠いです。
今日は早く帰りたいので、パテよ早く乾いてくれーー

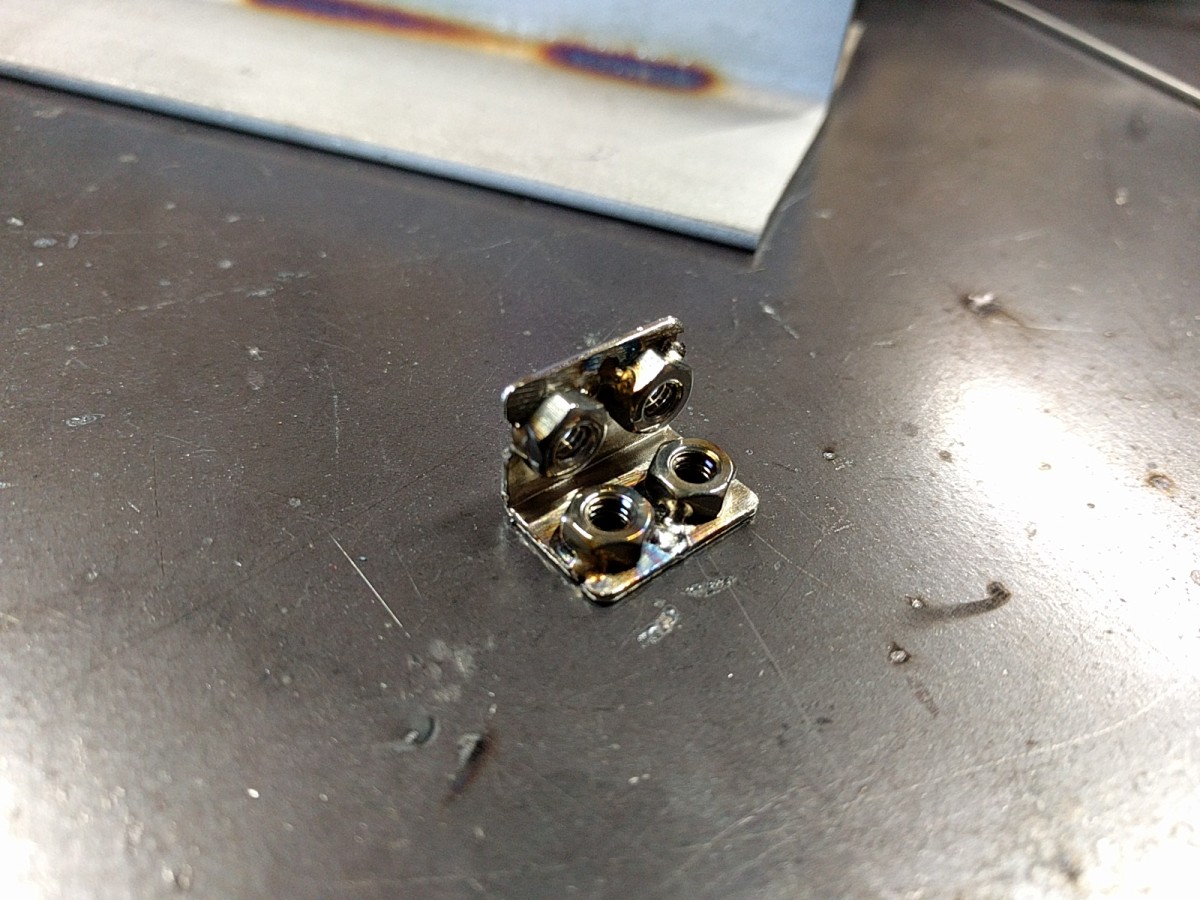
この間にステーとなる小物を作っておきます。
大きいように見えますが、M4のナットを下の穴空きスレンレス板に溶接しています。
こちらはマイクロTIG溶接機を使用。瞬間的なアークでピンポイントに溶接するのでダラダラと入熱ぜず、全く酸化変色していないのが分かるかと。
マッキーは大きさのイメージです。

4か所全部溶接しました。

切ってL字型に再度溶接。
これはバンパーとデュフューザーの固定に使う金具なんですが、ピンポイントで欲しい大きさの金具って中々ありません。
こういった小物の製作はマイクロTIGならではです。自分だったら普通のTIG持っててもマイクロTIG買うかも。。ってぐらいお勧めです。

粉が舞うので外でパテ削ってるんですが、これらの作業以外にも割れたFRPの補修とかもやってまして、既に時間は9時ぐらい。スケジュール的にこの日には終わらせなければならず、今日も12時コースか。。Ω\ζ°)チーン

本当は元の塗装を剥がしてからキレイに塗り直したいところなんですが、そこまでする時間は残されていないので、そのままシャーシブラックで塗装しました。

という訳で修理完了です。ビフォー
アフター
塗装が乾いてからモールを貼れば完成です。

事故っちゃって車も自分も凹んでいたんですが、会社にあったマイクロTIG溶接機、半自動溶接機、プラズマ切断機を駆使して以外と簡単に治せたのが不幸中の幸いでした。
これらを三種の神器セットとして発売しようか。。(ウソです笑)
気になる点はお気軽にお問い合わせください。