溶接機を販売している身ですが…お客様に溶接を教わりに行ってきました! | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























溶接機を販売している身ですが…お客様に溶接を教わりに行ってきました!
2018年07月05日
こんにちは。
以前WT-TIG200を購入されたお客様より、メールで溶接したマフラーなどの写真を送っていただきました。
その出来栄えが非常にキレイだったので、近県で個人的にも興味がある分野だったため、お伺いさせていただき溶接を教わってきました。
相当お上手でしたので、若干テンション高めでお送りいたします!
それではご覧ください。
送ってもらった写真その①車のマフラー

その②マフラー出口?部分

おぉぉ…クオリティーめっちゃ高いです…!
マフラーの造形美がヤバい(*´Д`)ハァハァ
TIG溶接の経験がある人なら分かると思うんですけど、パイプの溶接って結構難しいんです。
形状的にもそうですし、厚み的にも1mmぐらいしかないマフラーのパイプって、ちょっと油断すると下の写真のように穴が空いちゃいます。

それを一定のビードで仕上げるって相当な腕前です。
ちなみに、オーナーが焼け色付きを希望する場合はわざと色付けて、そうじゃない場合は銀色(酸化が無く、一番いい溶接)で仕上げるとのこと。
普通はそんな余裕無いと思います…(汗)
溶接機を販売する立場ですが、溶接の腕としては本職の方と比べると全然ですので、可能であればそのテクニックを是非ご教授いただきたいところ。
というわけでお客様にコンタクトを取ったところ、快諾してくださいましたので、お伺いさせていただきました。
早速ありました。
輪切りにしたパイプを溶接して組み合わせて作られたマフラーです!
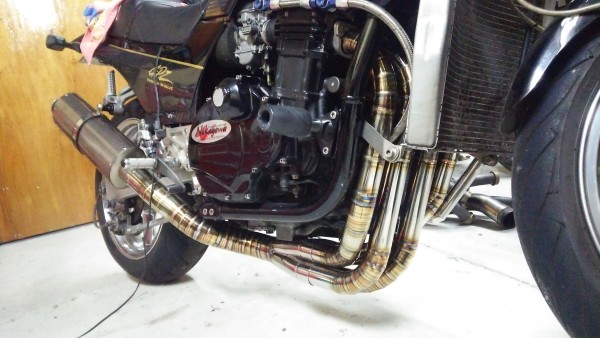
まるでmotogpの車両みたいで、カッコイイ!!

既製品のマフラーと違って量産するわけじゃないのでできる、贅沢仕様です。
他にもフライス盤の話なんかで盛り上がりまして、すっかり溶接を見せてもらうという目的を忘れかけてましたが(笑)、ここでお目当ての溶接を見せてもらうことに。
まず、持参したチタンパイプをメタルソーで切ってもらっています。
音もそこまで煩くなくて垂直に真っすぐ切断されており、グラインダーで軽くバリ取りした程度ですぐに溶接可能だったので、非常に便利でした。

バンドソー切断だとどうしても刃が僅かにナナメに入ってしまうので、切ったパイプを合わせようとしても切断面がピシっと出ないんですよね。
今回のようなマフラーのパイプに使われる薄物の場合、合わせ面がピッタリくっついてないと一瞬で穴が空いてしまいます。
それを避けるためにグランダーで手修正する必要があり、溶接開始までに時間がかかっちゃうんです。
さて、切っていただいたこのパイプを軽く溶接してもらったんですが、酸化が一切ありません!!
酸化の具合で銀→金→青紫→灰色…のような感じで色が変わるとのことで、この銀色は酸化が全くと言っていいほど無い、完全溶接になります。
つい最近アップしたチタンマフラー溶接の動画が恥ずかしくなってきた…
現物は写真よりもキレイに見えます。

ちなみにこちらは私が自作したチタンマフラーの一部です。
遠目に見るとそんなに悪くない感じがしますが…

近くで見ると酸化しまくっており、溶接ビードは良くて紫、ほとんどのところが灰色です。
「これじゃあ試験では落とされるでしょうね。」 とのことでした。
また、溶接ビードも幅にバラつきがあり、見た目もよくありません。
このマフラーを作ったのは、訪問させてもらうほんの2週間前ぐらいだったので、教えてもらいに行ってからすればよかったと激しく後悔しております…( ノД`)

続いてステンレスのアングルです。
こちらは会社で試しに溶接したりしたところイマイチきれいに溶接できなかったため、若干母材のせいにしていた部分もありましたが…

試して頂いた結果、めちゃめちゃキレイにできてます…完全に腕の問題やん…!!
「ちょっと試してみますね」でこの仕上がりでしたので、感動すら覚えました。

ちなみに上記はローリングという溶接トーチの送り方で溶接されています。
言葉じゃ説明が難しいため、ローリングで溶接した動画を撮ろうと思って練習しましたが、仕上がりに月とスッポン程の差がありましたので、ここにはとても載せる気になれませんでした…スイマセン。
しばらく練習してある程度見せれる物になったら、ちょこちょこ記事で上げていこうと思います。
普通はこんな技術を教えてはもらえませんので、拝見させていただいて非常に参考になりました。ありがとうございました。
これらの溶接は全てTIG溶接機WT-TIG200で溶接されています。
上手い人が使えば、このようにキレイに溶接できます!
ご不明な点などございましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


