最新情報 アーカイブ | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
【納品レポート】埼玉県の建築金物製作のプロフェッショナルへ、新戦力を投入!
こんにちは!WELDTOOL関東営業所です。 本日は、埼玉県内で建築金物の製作をメインに手掛ける企業様へ、ファイバーレーザー溶接機を納品させていただきました!
特別な許可をいただきました!
実はこちらの企業様、大切なお仕事の機密を守るため、通常は「撮影NG」という大変ストイックな現場です。
ですが、私たちの「どうしてもこの素晴らしい現場への導入を記録に残したい!」という熱意をお伝えしたところ…… 「製品本体と顔が映らなければOK」という、温かいご配慮をいただきました!職人の皆様、本当にありがとうございます。そのお心遣いに、この場を借りて心より感謝申し上げます。

納品の経緯といたしまして弊社、関東営業所に来て頂きレーザー溶接機を試してもらい、その場で「明日にでも欲しい」とおっしゃって頂き即購入となりました。私自身WELDTOOLのファイバーレーザー溶接機にアフターサービスも含め絶対の自信を持っておりますので、即決して頂いた事が自分の事の様に嬉しかったです!





-
「魅せる」建築金物の世界を支える技術
階段の手摺や装飾金物など、建築金物は人の目に触れ、手に触れる場所に使われるものばかり。だからこそ、「溶接の歪みをいかに抑えるか」「いかに仕上げを美しく、かつスピーディーに行うか」が、プロの現場での至上命題です。
今回導入いただいたファイバーレーザー溶接機は、まさにその課題を解決するための「新しい相棒」です。
驚きの低歪み: 薄板の加工でも熱影響を最小限に。
-
圧倒的なスピード: 従来の溶接に比べ、作業効率が格段にアップ。
-
美しいビード: 後の研磨工程を劇的に減らし、職人さんの負担を軽減します。

現場の熱気に触れて
納品・設置の際には、現場の皆様が真剣な眼差しで説明を聞いてくださる姿が印象的でした。 長年、建築金物の世界でシビアな精度を追求されてきた皆様だからこそ、新しい技術への期待と、それをご自身の腕でどう使いこなすかという「職人の魂」を感じる、非常に濃密な時間となりました。

最後に
製品をお見せすることはできませんが、この工場の空気感や、皆様の「より良いものを作りたい」という情熱は、納品させていただいた溶接機を通じて、これから世に送り出される素晴らしい製品たちに宿っていくのだと確信しています。
埼玉県内のものづくりを支える皆様のさらなる飛躍を、WELDTOOLは全力でサポートしてまいります!
今後とも、末永いお付き合いをよろしくお願いいたします。
WT-FL2000M

WT-FL2000M WT-FL1500M
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。




納品レポート:食の現場を支える「職人の手」と共に。
本日、私たちの食卓を支える大切な拠点である食品工場様へ、ファイバーレーザー溶接機 WT-FL1500M を納品いたしました。
徹底して磨き上げられた清潔な工場内、そしてそこで真摯に作業にあたられる皆様の姿に、
私も深い感銘を受けました。

実施内容
-
機器の設置・最適化: 現場の生産環境に合わせ、スムーズに運用できるようセットアップ。
-
技術レクチャー: 保全、メンテナンスの中核を担う3名のスタッフ様へ、実技を交えた取り扱い説明を実施。
「現場の即戦力」として
食品製造の要である「ステンレス設備」の維持管理には、極めて高い精度が求められます。 今回導入いただいたWT-FL1500Mは、熱による歪みや焦げを最小限に抑え、工場の衛生基準を守る「美しく、強い溶接」を可能にします。
説明会に参加されたお三方が、新しい技術をすぐに吸収しようとされる熱心な姿を拝見し、このファイバーレーザー溶接機が現場の皆様の強力な相棒になることを確信いたしました。


溶接未経験の若い方もレーザー溶接を楽しみにされており、ナメ付けやワイヤーを入れての溶接もなんなく一発でキレイな溶接をされてました(^^)/




お三方とも一回目で見事な溶接をされてました!



ところで私の前職がプラント設備、配管、機械器具設置工事をやっており、製薬会社、化粧品製造工場や食品工場など配管工事で何社か入らせて頂きました。その時に必ず配管はサニタリー管を使用しており自分で溶接する場合や、サニタリー専門業者さんが来て溶接、取り付けを行っておりました。
弊社では誰でも簡単にご使用できる自動パイプ溶接機、高精度パイプ切断機も販売開始いたしました。
(市場価格の約半値で精度は全く変わりません、1年間の保証付きです)
ご興味のある方は是非見てください。
↓↓↓使用方法はこちら↓↓↓
自動パイプ溶接機、高精度パイプ切断機始めます。
※ https://www.weldtool.jp/article/yousetsu-mokuteki/10377
※パイプ(配管)自動溶接機です。
↓↓↓動画はこちら↓↓↓
パイプ(配管)自動溶接機の動画
■精密パイプ(配管)切断機です。
↓↓↓動画はこちら↓↓↓
精密パイプ(配管)切断機の動画
↓↓↓お問い合わせはこちら↓↓↓
自動パイプ溶接機/高精度パイプ切断機お問い合わせフォーム
【アフターサポート】本日ご説明した3名の皆様へ
本日はお忙しい中、貴重なお時間をいただきありがとうございました。 皆様の確かな技術に、私たちのファイバーレーザー溶接機が加わることで、より効率的で安心な現場環境づくりのお手伝いができれば幸いです。
-
運用を支える三つの指針
-
「安全」を全ての工程の起点に 食品工場において安全は何よりも優先されるべき土台です。レーザーは反射する可能性があるので、わずかな「慣れ」や「油断」が思わぬ事故に繋がることもあります。本日確認した反射対策や保護具の着用など、現場の皆様で声を掛け合い、誰よりも安全に、正しく使いこなしていただくことを願っております。
-
「歪みなき精度」を現場の強みに これまでの溶接では避けることが難しかった「薄板の歪み」や「焼け」。このマシンの真価は、その熱影響を極限まで抑える点にあります。設備の補修や細かな改善において、レーザーならではの「美しく、精緻な仕上がり」をぜひ実感してください。皆様の技術をさらに輝かせる、新しい「武器」になれば幸いです。
-
「挑戦」を支えるパートナーとして 基本的な操作は本日お伝えした通りですが、実戦では「この厚みはどうだろう?」「この隙間は埋まるか?」といった未知のケースも出てくるはずです。そんな時は迷わず私共を頼ってください。皆様の「こんなことがしたい」という探究心に、私たちは全力でサポートし続けます。
-
納品はゴールではなく、新しい協力関係の始まりです。 皆様が自信を持ってこのWELDTOOLのファイバーレーザー溶接機を使いこなせるよう、これからも共に全力で伴走させていただきます。
本日はお昼休み時間を過ぎても、取り扱い説明を優先して頂き誠にありがとうございました。
今後とも何卒よろしくお願い申し上げます。

WT-FL1500M
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。

導入レポート:次世代溶接技術への挑戦
〜ファイバーレーザー溶接機 導入・講習実施〜
昭和36年の創業以来、Mグレード認定工場として「鋼構造物一筋」に歩んできた会社様に
この度、さらなる高品質・高精度な製品づくりを目指し、現場に最新のファイバーレーザー溶接機を導入いたしました。
先日、納品・設置とともに、取り扱い説明会を実施しましたので、その様子をレポートします。

1. なぜ「今」レーザー溶接なのか?
建築鉄骨の世界では、柱や梁の重厚な溶接だけでなく、細かな部品(胴縁のピースやガセットプレート周辺)の精度も求められます。 従来の半自動溶接では避けられなかった「熱による歪み」を極限まで抑え、かつ熟練工の技術をさらに引き出すために選んだのが、WELDTOOLのファイバーレーザー溶接機です。

2. 驚きの操作性と「仕上がり」の速さ
取り扱い説明で実際に社長様が手に取って驚いたのは、その「圧倒的なスピード」と「扱いやすさ」です。
-
歪みの少なさ: 高密度なエネルギーを一点に集中させるため、母材への熱影響が非常に少なく、後工程の修正作業を大幅に短縮。
-
美しいビード: 溶接跡が極めて細く、サンダー仕上げの手間が省けるほどの美しさです。
-
多才な機能: 溶接だけでなく、表面の錆取り(クリーニング)もこれ一台でこなせる多機能ぶりを発揮します。
現場の声: 「従来の溶接機とは別次元の感覚。WELDTOOLの機器は操作パネルも直感的で、ベテランの経験と最新の制御が見事に融合していると感じます。」

3. 「伝統の技」と「最新鋭の道具」の融合
今回の導入を経て、AW有資格者や熟練工たちが、このWELDTOOLのレーザー溶接機を厚物以外を溶接する際のメイン溶接機として使用する準備が整いました。

新しい工作機械やロボットを積極的に取り入れることは、お客様へ「安心と満足」を届けるための将来への投資とも言えます。 私たちはこれからも「安全第一・高品質・高精度」なものづくりのお手伝いができればと思います。


この度はお忙しい中、社長自らが取り扱い説明を受けて頂き有難うございました。
社長様が趣味のバイクにも今後は使用してみたいとの事、個人的には非常に嬉しく思います。
ご不明な点等ございましたらいつでもご相談下さい。
弊社は売って終わりではなく、末永くお客様とお付き合い(サポート)したいと考えております。
今後ともよろしくお願い申し上げます<m(__)m>
WT-FL2000M
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
こんにちは。
以前からお問い合わせの多かったファイバーレーザー加工機。
福岡の本社にて昨年夏よりテストを繰り返し、改善ポイントも多々見つかりました。
仕様変更やソフト修正等を一通り終え問題なく販売できる体制を整えましたので、関東営業所にもデモ機を設置しました。
そして私自身の納品手順の把握も兼ねて、関東営業所に使用方法の説明へ行ってきました。

関東営業所へ送る前に福岡本社にてテストカットまで済ませた状態で送っていますので、特に問題も無くスムーズに据え付け完了です。
もちろんお客様の所へ納品する前にも、国内にて念入りに検品してから出荷し、お客様がすぐに使うことができるようにスタッフが現地に赴き説明致します。
レーザー加工機やCAD未経験の方もご安心ください。

という事で関東営業所のスタッフに、私の習熟も兼ねて取説しました。
説明は多岐に渡るのですが、まずはやってはいけない(危険なことや壊さない為に重要なこと)を念入りに教えまして、加工機のソフトの使い方を説明しました。
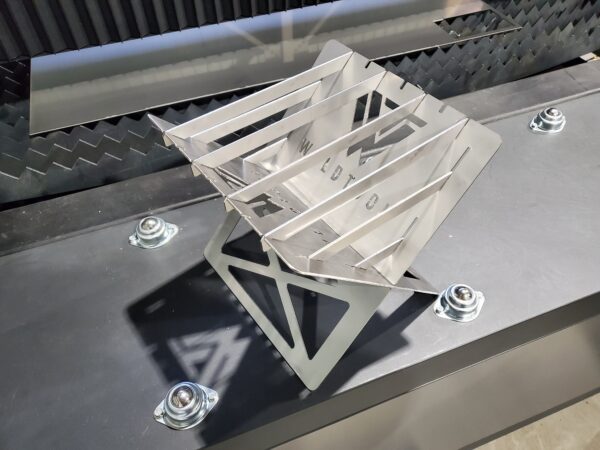
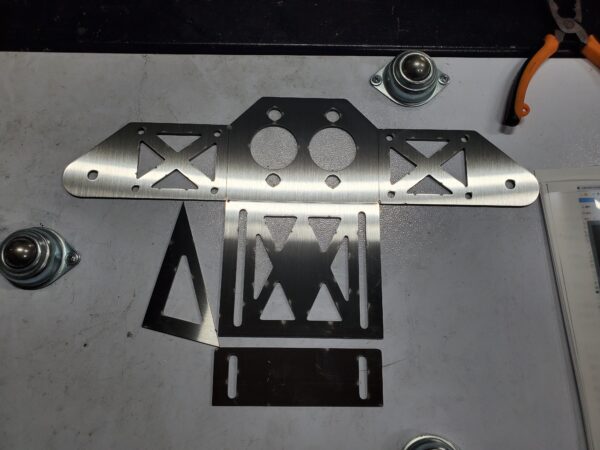
テストカットも終え、何か切ってみたいのありますか??と聞くと、既にデータを準備していました。
なんでも趣味のキャンプ用品の焚き火台データをweb上で買ったらしく、そのDXFデータを元に弊社のロゴを入れてみましたとのこと。
試しにそのまま縮尺して切ってみたらちょっとした問題があったので、修正方法を教えながら微調整して本番カットしてみました。
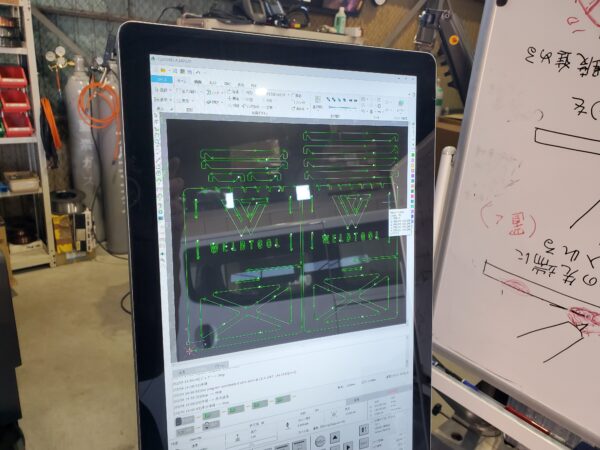
じゃーーん(笑)
全て自家製デザインというわけではないのですが、今はデータもweb上で売ってる時代です。
DXFデータ(数百円?)を買って、機械に読み込ませて、オリジナルのロゴ(WとWELDTOOL)を入れて、微調整をするだけで何枚でも同じものが出来上がります。
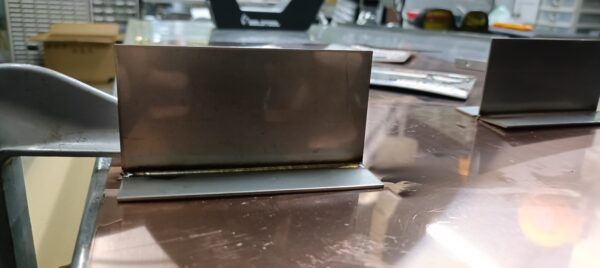
もちろんCADソフトで一から図面を書きまして
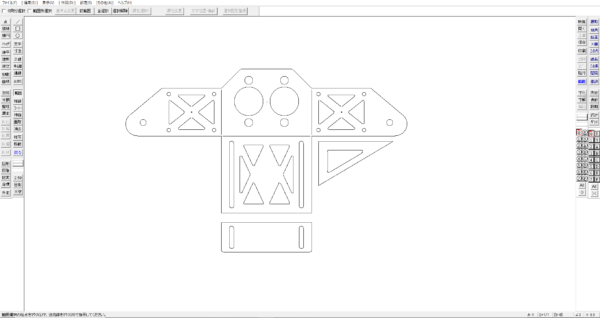
レーザー加工機でカット
折り曲げてファイバーレーザー溶接

ショートパーツも切り出しまして
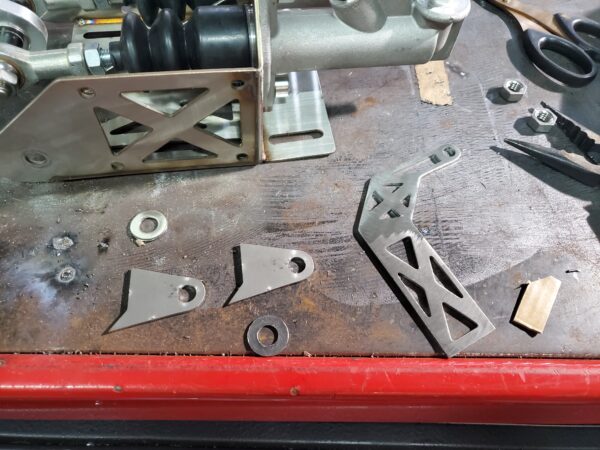
こういった物もプラモデル感覚で自由に作ることができます。
ファイバーレーザー加工機+ファイバーレーザー溶接機のおかげでものづくりの幅がより一層と広がります。

続きまして関東営業所で使う、パイプ溶接機用作業台を作ります。
こちらは福岡本社の物ですが、自由な大きさ/形状で作れるので重宝しています。

左:Y君にレーザー加工機のことは彼に一任してきました。
右:Iさんは溶接のプロです。

TIG溶接はプロにお願いしました。さすがですね。

ファイバーレーザー溶接機は入社して初めて触ったというY君も、その日のうちにバッチリです。

完成した作業台の写真が送られてきました。
ステンレス板から弊社ロゴ入り展開図を作成し、カットした角と足となる角パイプをファイバーレーザー溶接して完成です。

ファイバーレーザー加工機は、既存のお客様向けでモニター販売しております。
もうしばらくすればHP上で情報公開致します。
・レーザー加工機に興味があるが、現状数億円単位の投資は合わない。
→加工エリアにもよりますが9,800,000(税抜き)~を予定しております。
・レーザー加工機があればいいのは理解しているが、そもそも使い方が分からない、難しそうで諦めている。
→導入時に使用方法の説明に伺います(2-3日)ので、基本的なパソコンスキルがあれば大丈夫です。
・大量の受注は加工屋さんに出しているが、ちょっとした修正や補修の度に任せるのが面倒。
→自社内で修正できますので、手間が格段に減ります。
・既に国内大手のレーザー加工機があるが、サブ機として別の部署にも置いておきたい。
→板の自動補給やノズルの自動交換及び、エアークランプ等の複雑な機構が無い分、価格に反映させて頂きます。サブ機にも最適です。
ご不明点はお気軽にお問い合わせください。
よろしくお願い致します。
WELDTOOL 関東営業所
住所: 〒340-0814 埼玉県八潮市南川崎335-1
TEL: 048-954-8901
WELDTOOL 福岡本社
住所: 〒819-0036 福岡県福岡市西区吉武380-2
TEL: 092-834-2116
いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。

広い敷地内には門型クレーンと大きい工場が2つ並んでおります。
(スケールが壮大で凄いっす!)


」



いわき市小名浜で製缶・配管プラントメンテナンス工事、各種足場工事、
電気工事各種機械部品製作・修理及び据付工事を行っている会社様にプラズマ切断機
WT-100S、ファイバーレーザー溶接機WT-FL2000Mを納品させていただきましたのでレポートしたいと思います。
※この日は従業員の方3名に取り扱い説明を行う予定でしたが、配管が漏れたので突発で修理に
行かなければならなくなり、レクチャーのため一人だけ残ってもらい説明させていただきました。(有難うございます!)


いつも通りしっかりと安全を最優先で説明させていただきました。


やはりプロですね!最初から力まずに完璧です!

今後は配電盤のボックスの仕事やアルミ溶接が入ってくるとの事で、これは使えるし簡単だと
非常に喜んでいただきました。(アルミ溶接の際に、反射には充分に気を付けて下さい)

プラズマ切断機WT-100Sを同時に購入いただきました。

弊社のプラズマ切断機WT-100Sは切断力は言わずもがな、3年保証がついたリーズナブルな
本体、消耗品の価格を含め沢山の会社様から好評を頂いております。
ぜひ一度お試しください!(福岡本社、関東営業所にてお試しできます)
https://www.weldtool.jp/products/detail/209

この度は現場に行かなければいけない状態にもかかわらず取説、撮影にご協力いただき有難うございます。
少しでも疑問点や、ご不明な点等ございましたらいつでもご相談下さい。
今後とも何卒よろしくお願い申し上げます。

続いては宮城県東松島市に伺いました。昭和49年の創業の歴史ある会社様で、トラックを
修理、架装、形成・塗装ボディのカスタマイズを主に行っております。
(大型トラックが沢山並んでおり、凄い迫力です)

主にSUSの薄物をメインで溶接されるとの事でWT-FL1500Mをご購入いただきました。




販売店の方もやってみたいと飛び入りで試して頂きました!
(テンションが高かったです(^^)/)

販売店の方が物凄く喜んでおられました。(溶接は未経験だそうです)

皆さんに出力の設定方法を説明しましたが、すぐに理解してもらえ取説がスムーズに
行えました。

最後は錆取りを行いこちらは普段は使わないとの事ですが、錆取りは楽しいとの言葉を
いただきました。



保証期間が2年ありますので、安心してお使い下さい!
保証期間が過ぎてもしっかり対応させていただきます。
またどんな些細なことでもお気軽にお問い合わせください。
今後とも何卒よろしくお願い申し上げますm(__)m
WT-FL2000M

溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
こんにちは関東営業所です!この度は福島県いわき市に来させていただきました。
空が高く空気が澄んでいて、とても気持ちのいい朝を感じながらお客様先に到着しました。
全国にグループ会社や工場があり、その中でもいわき工場は敷地が広く工場とは思えない程、大きく立派な建物で驚きました。

工場内に入ると最新の空調設備が整っており、快適な温度の中で組み立て設置作業を行う事ができました。




溶接担当のお二人は、一度弊社(関東営業所)に来て実際に試してもらい購入いただきました。
弊社は自社製品に確かな自信を持っておりますが、けして安いとは言えない金額です。
お客様には気に入って購入していただきたいので、一度弊社に来て頂き是非ともファイバーレーザー溶接機を試していただければと思います。


隅肉溶接を片側づつ溶接してもらいました。
二人とも良いライバル意識があり、自分の方がキレイに溶接しようと集中して溶接してました。どちらも綺麗な溶接ですね!
(今後二人で切磋琢磨していってもらいたいです)


毎回同じものを製作するのではなく、製作物が日々変わるとの事で非常にやりがいのある仕事だと思います。弊社のファイバーレーザー溶接機が活躍してくれる事を心より願っております。
この度は撮影にご協力して頂き有難うございました<m(__)m>
またご不明な点等ございましたら、お気軽にご連絡ください。
今後ともよろしくお願いいたします。

WT-FL2000M
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。

こんにちは。ウエルドツール福岡本社です。
このたび、ファイバーレーザー溶接機WT-FL1500M(水冷)WT-FL1200M(空冷)
およびレーザー用遮光カーテン4セットを納品させていただきました。
はじめにWT-FL1500M(水冷タイプ)は
長時間の連続作業や安定した出力が求められる現場に適したモデルで、
薄板はもちろんの事、厚板溶接や溶け込みを重視した作業にも対応できる仕様となっています。
溶接可能板厚【0.5~4mm程度】
今回納品をさせてもらったお客様は鉄とアルミ溶接がメインとの事です。
撮影許可をいただきましたので少しですが紹介したいと思います。
ワイヤーはΦ1.6を使用

溶接スピードがTIGの7~8倍、歪みが最小限に抑えられます。

次はアルミ、板厚が1~2mm程度なのでワイヤーはΦ1.2を使用

驚くくらい簡単でキレイに仕上がります。
アルミをTIG溶接で苦労されている方は是非一度お試しいただきたいですね。
トーチ先端のノズルとレンズを交換することで表面処理が可能です。
鉄板の黒皮や塗装面、サビなどを簡単に剥がす事が出来ます。
レーザーで剥離するのでグラインダーが入りにくい場所でも楽に作業することが出来ます。
クリーニングモードも評判が良かったです。

続いては別の会社で空冷タイプのWT-FL1200Mを納品しました。
溶接可能板厚【0.5~3.5mm程度】
こちらのレーザー溶接機1200Wはコンパクトで取り回しが良く、
比較的薄板の溶接やスポット的な作業、
作業場所を移動しながら行う現場に向いているモデルです。水冷設備が不要な為、
設置の自由度が高く、導入しやすい点も評価されています。

こちらもメインは鉄の薄板、約2~3mm
使用前に操作方法や安全面をみっちり説明します。

説明後実際に溶接を行ってもらいます。


クリーニングモード

今回の納品では、レーザー溶接機本体に加えてレーザー用遮光カーテンを
4セット同時に導入いただきました。

カーテンについては何故レーザー用なのか、通常の遮光カーテンではダメなのか?
を記述しておりますので気になる方はこちらをご確認下さい↓↓

レーザー溶接は作業効率や仕上がりに優れる一方で、専用の安全対策が
欠かせません。
弊社ウエルドツールでは、本体の納品や設置だけではなく
使用上の安全面、安全対策のご提案も行っています。
ご検討中の方は一度お気軽にお問い合わせ下さい。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
こんにちは!関東営業所です⛄ (雪だるま作ろう~♪)
前日から大雪の予報でしたが、無事にお客様先に到着しました。

(株)シマキュウ様本社に到着すると、シマキュウ様の倉庫や工場が5~6棟並んでおり、少し迷ってしまいましたが従業員の方がとても親切に納品場所を教えてくださいました。(その節はありがとうございました!(^^)!)

ラボ内はとても綺麗で溶接ロボットや国内大手メーカー様の半自動溶接機などたくさんの産業機械が並んでおりました。(2月の初旬オープン予定だそうです)


弊社のファイバーレーザー溶接機を担当する営業の方にレクチャーさせていただきました。


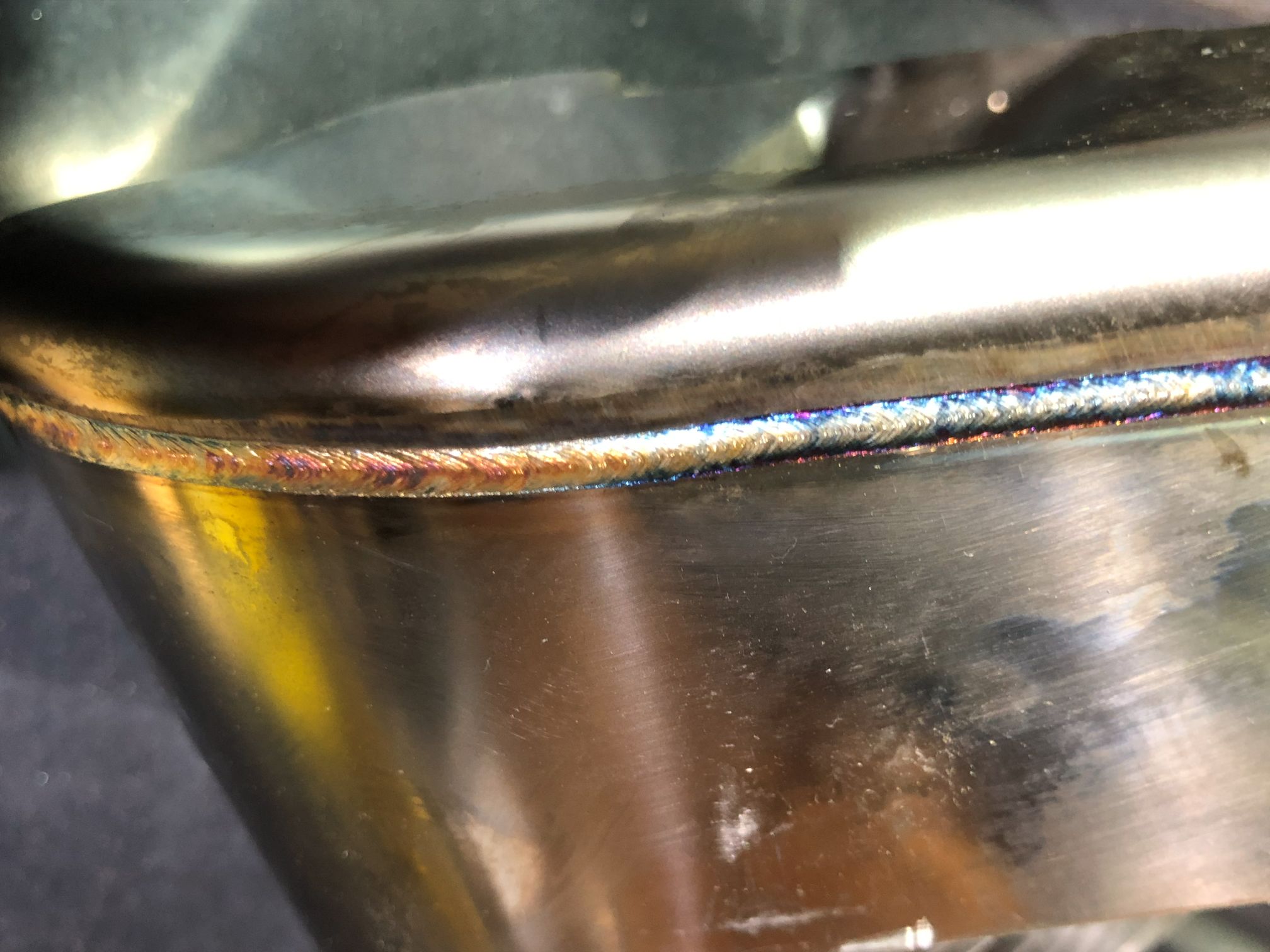
溶接が始めてと思えないほど、飲み込みが早く非常に驚きました。

一回目でこの隅肉溶接は凄いです!

営業の皆様も弊社のファイバーレーザー溶接機の使いやすさに非常に喜んでおられました。(ピントがずれてしまいました”(-“”-)”)

クリーニング機能(錆取り)も太鼓判をいただきました。

担当する営業の方が私の説明をメモを取りながら聞いてくださり、疑問点はすぐに聞いてくれるので、物凄く真剣さが伝わりいつも以上に細かいところまで説明させていただきました。
本当に綺麗で広くて素晴らしいラボです!
※新潟県を拠点に、東北・北関東へと広く展開されている業界トップクラスの溶材専門商社、株式会社シマキュウ様。
この度、同社の技術発信の拠点であるラボ(展示場)へ、弊社のファイバーレーザー溶接機WT-FL2000Mを納入させていただきました。
納品レポート:株式会社シマキュウ様
【納入の背景】
シマキュウ様は、昭和11年の創業以来「常在戦場」の社是を掲げ、常に時代の先を見据えた挑戦を続けておられます。 今回、顧客満足のさらなる向上と、最新技術によるバックアップ体制を強化するため、同社のラボに弊社のファイバーレーザー溶接機を導入いただきました。
【シマキュウ様の強みと今回の導入】
-
技術立社としてのこだわり ガス配管施工や医療メンテナンスなど、高度な技術力を誇るシマキュウ様。今回のレーザー溶接機導入により、ラボでのデモンストレーションや検証体制がさらに充実しました。
-
「常在戦場」の精神 変化の激しい現代において、一歩先を行く「A Changing Company」を目指す同社の姿勢に、高効率・高品質な溶接を実現する最新鋭の溶接機が加わりました。
【展示場(ラボ)での活用】
納入した弊社のファイバーレーザー溶接機は、シマキュウ様の専門スタッフによるコンサルティングセールスの要として活用されます。お客様の課題に対し、実際の機材を用いた専門的な技術提案が行われる予定です。
株式会社シマキュウ様 プロフィール 新潟県長岡市に本社を置き、「品質・環境・安全」を最優先に掲げる溶材専門商社。高圧ガスから産業機器、医療・介護分野まで幅広く手掛け、地域産業の発展を支え続けておられます。
株式会社シマキュウ様のWebサイトや公式Instagramでも、最新の機器情報や展示会情報が発信されています。ぜひチェックしてみてください。
http://www.shimakyu.com/ https://www.instagram.com/shimakyu_group/
今回の納入事例について、より詳細な仕様や活用方法にご興味がある方は、
お気軽にWELDTOOL関東営業所までお問い合わせください。
今後とも何卒よろしくお願い申し上げます。
WT-FL2000M
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
納品製品:(株)ウエルドツール 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計5台)
雅プラント設備株式会社様は、石油化学プラントから食品・薬品プラントまで、多岐にわたる高品質なユニット型プラント製作を手掛けておられます。この度、同社の工場におけるさらなる品質向上と作業効率化のため、弊社の最高峰モデルであるWT-TIG320Sを5台一括納品いたしました。
■ 納品の背景と目的
※現在使用している国産のTIG溶接機が、徐々に壊れてきており昨年の9月にWT-TIG320Sを 一台納品いたしました。故障も無く、水冷トーチが非常に軽いとご好評をいただき今回5台注文を頂きました。
(価格が国産水冷TIG溶接機の1/3というのも選定の理由だそうです)
そして雅プラント設備株式会社様が手掛ける配管施工は、液化天然ガス(LNG)など、毒性や揮発性の高い液体・気体を扱う非常にシビアな現場で使用されます。
-
厳格な検査基準への対応: 溶接完了後にはRT(放射線透過試験)、耐圧気密試験、PT(浸透探傷試験)といった厳しい検査が求められます。
-
材質の多様化: 製造する製品に応じた幅広い材質への対応が必要です。
-
品質の安定性: 工場完結型の「ユニット型プラント」だからこそ、完成までの一貫した品質精度が重要視されています。
これらの要求を満たすため、長時間の高出力溶接でも安定稼働する「水冷ユニット搭載」のWT-TIG320Sが選定されました。
■ WT-TIG320S導入によるメリット
今回の5台導入により、以下の効果が期待されます。
-
水冷トーチによる連続稼働の実現: 水冷ユニットを搭載しているため、高電流での溶接が必要な厚物や長尺の配管溶接においても、トーチの過熱を抑え、安定したアークを維持できます。
-
直流・交流対応による汎用性: ステンレスや鉄はもちろん、アルミニウムなどの非鉄金属にも対応可能です。プラントごとに異なる多種多様な材質の配管施工に、これ1台で柔軟に対応できます。
-
デジタル制御による精密な溶接: パルス機能や微細な設定調整が可能なため、熟練の職人(棒芯)が求める高いレベルのビード品質を実現し、RT検査などの厳しい品質管理をクリアする一助となります。
■ 今後の展望
雅プラント設備株式会社様では、品質管理と打合せを徹底し、材料の混在やオーダーミスのない確実な製作体制を整えられています。 今回導入いただいた5台のWT-TIG320Sが、日本国内および海外へ届けられる「高品質・高精度なユニットプラント」の製作現場で、中核を担う機材として活躍することを確信しております。
弊社は今後も、納品後のメンテナンスや技術サポートを通じて、雅プラント設備株式会社様の「安全に、安心して流動させる責任」を支えるパートナーとして尽力してまいります。また溶接のプロフェッショナルな方々に認められた、弊社の水冷TIG320Sは間違いない溶接機であると自信を持ってオススメします!(保証期間も3年と安心してお使いいただけます)







この度は写真撮影にご協力いただきありがとうございました。
今後とも何卒よろしくお願い申し上げます。
※↓↓ご興味のある方はご覧ください。

10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
今回のご紹介は、
10年前に旧型の直流/交流TIG溶接機 WT-TIG200 2台を購入され、現場の最前線で故障なく
ご愛用頂いたお客様が、今回、新しい機能が必要になり最新鋭機の水冷式TIG溶接機WT-TIG320S
をご購入頂きました。
そして、TIG溶接の技術を極めたお客様だからこそ、新たな武器としてファイバーレーザー溶接機
も導入いただきました。
<旧型直流/交流TIG溶接機 WT-TIG200 2台>


<水冷式TIG溶接機WT-TIG320S>と<ファイバーレーザー溶接機>


このお客様は、埼玉県内で溶接に特化した製作所を営んでおります。
社長は溶接品質に一切の妥協を許さず、「究極の溶接品質」を追い求めております。

では、<ファイバーレーザー溶接機 WT-FL1500M>からご紹介いたします。
「”TIG”と”レーザー”のどちらか一方が優れているのではなく、適材適所で使い分けることで、
提供できる品質の幅が広がる」また、「生産性を向上」させる。 そんな確信を持って、
導入を決めて頂きました。
・TIG溶接と比べレーザー溶接は〈歪みの少なさ〉〈スピード〉〈熟練度を問わない操作性〉
が強みです。

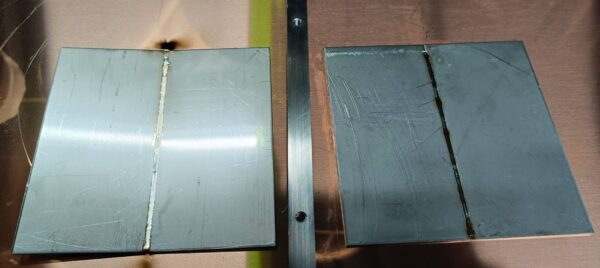
事例の溶接作業のひとつをご紹介いたします。
<こちらはレーザー溶接機を導入する前に、半自動溶接機で鋼板を溶接していました>

これでも、十分に上手く溶接されていると思いますが、半自動溶接の特長である
余盛がどうしても高く成ってしまい、これだと仕上げの研磨作業に時間が掛ってしまいます。
この作業を、定期的に960個/月(240個/週)行うそうなので…
なんとか、研磨作業の時間を短縮し作業能率を上げられないか…と、レーザー溶接機を
検討され試してみました。
すると、下の画像の通りに殆ど余盛無しで溶接が行えるように成り、研磨作業の時間
短縮になりました。 <レーザー溶接機で溶接>

半自動溶接後の仕上げ研磨前に行っていた粗削り作業の必要が無くなり、
最初から仕上げ研磨のみで良くなった為、工程が2回から1回に減りました。
これを月に960個さばくため、トータルで相当な時間短縮になります。
<仕上げ研磨後>

また、同様のステンレス製品の溶接もあり、これは、以前はTIGで溶接して
いましたが、これをレーザー溶接すれば、TIG溶接の溶接速度より3倍以上速いため、
なんと!溶接時間が1/4に短縮できました。
溶接中の<動画>をご覧下さい↓↓
アルミの縞板をレーザー溶接しました。<動画>をご覧下さい↓↓
続きまして、水冷式TIG溶接機WT-TIG320Sで溶接した一例を紹介します。


<ステンレス製品の溶接> TIG溶接で仕上げた美しい溶接ビード


最後に、旧型の直流/交流TIG溶接機 WT-TIG200ですが、販売当時には販売台数が多く
実績の有る溶接機です。
「操作が簡単で分かり易く、アークが安定性し使いやすい、何よりもコスパが最高!」と、
社長のお気に入りの溶接機でした。(まだまだ現役です!) 😀


「熟練の技術があるから、溶接機の性能を120%引き出せていると思います。」


ほんの一部のご紹介でしたが、「機器の販売」だけではなく、お客様の製品製作の品質向上や
生産性向上に貢献でき、今後も「この機械を選んでよかった」と言っていただけるような
サポートを続けたいと思います。
この度は、弊社の溶接機をご購入頂き誠にありがとうございました。
また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
【溶接機の専門店 株式会社WELDTOOL】
<本 社> 福岡県福岡市西区吉武 380-2 TEL:092-834-2116
<関東(営)> 埼玉県八潮市南川崎335-1 TEL:048-954-8901
★店舗にてデモやお試しが可能ですので、お気軽にお問い合わせください。
お問い合せは、下記の<ファイバーレーザー溶接機のページ>より、
または、お電話にてお願い致します。


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!
- ファイバーレーザー溶接機を長崎県の機械設計・製造会社様へ納品し、その場で2台目発注頂きました。
- 静岡市清水区の工場様へファイバーレーザー溶接機を納品させて頂きました
- ファイバーレーザー溶接機の納品レポート<茨城県のレッカー車製作、車両架装工場>
- 愛知県名古屋市にファイバーレーザー溶接機を納品しました。
- 福島県いわき市、郡山市にファイバーレーザー溶接機を納品しました。


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


