バイクのシリンダーヘッドカバー(アルミ)の補修溶接に、電源100VでWT-TIG200K溶接機のデモを行い、即ご購入 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























バイクのシリンダーヘッドカバー(アルミ)の補修溶接に、電源100VでWT-TIG200K溶接機のデモを行い、即ご購入
2023年10月20日
こんにちは、
今回、バイク屋さんのお客様は、「作業する場所に電源200Vが入ってないので、家庭の電源
100Vでアルミの溶接がどこまで出来るのか?」とのことで、デモを見たいと来店されました。
溶接機は最新式の<直流/交流 TIG溶接機 WT-TIG200K>。電源が100Vと200Vの兼用で、
こちらは、なんと!家庭の電源100Vでも交流でアルミ溶接ができるタイプです。

お客様は実際に溶接したいもの持参され、見るとBMWバイクのシリンダーヘッドカバーでした。
バイク乗りや好きな方は、すぐに分ると思いますが、バイクに乗っているとシリンダーヘッド
カバーを良く擦ってしまうそうです。
このBMWのカバーは、アルミ製(鋳物)なので擦ると、放熱フィンが欠けたりガリ傷みたいに
なってしまうそうです。
これ位の損傷で毎回交換していたら高くついてしまうので補修(肉盛溶接)して治したいそうす。

それでは、実際に電源100Vで溶接してみます。
先ずは、手は初めに放熱フィンが細かく欠けている箇所を肉盛溶接します。

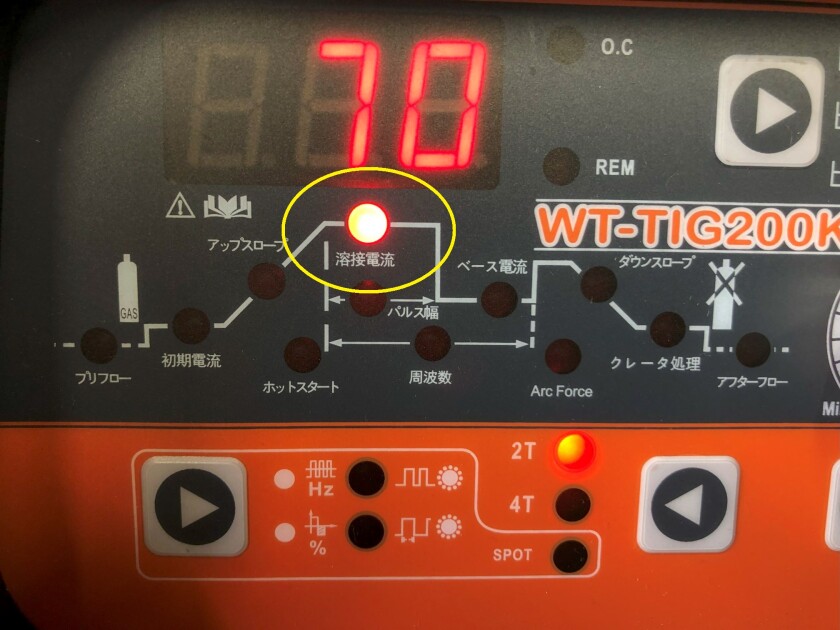
この放熱フィンは、厚みが2mm位で薄いので溶接電流は弱めにし70Aでいきます。
そして大事なのは、交流周波数を80Hzに上げます。アークの集中性が良く成り、薄物の溶接が
容易になります。(この溶接機には、こんな優れた機能もあります!)

こんな感じで肉を盛ってみました。

あとは、上手く削って仕上げるそうです。
今度は、こちらの深く欠けてなくなってしまった部分を肉盛溶接します。

こちらは、一回で肉盛りできないので、数回に分けて多層盛りします。
交流周波数は80Hzまま変えませんが、溶接電流は最初は70Aから初めて一層溶接する毎に熱の入り
具合をみながら下げていきました。そうでないと溶け過ぎてしまい上手く肉が盛れません。

最後は、カバーの厚みがある箇所が幅広くエグレてしまってます。
電源100Vで(最大溶接電流:120A)で、溶接できるかお客様は知りたかったようです。

溶接電流を90Aに上げます。(肉厚が有るので、確り溶かすために電流を上げます)
交流周波数は60Hzに下げます。(幅広く熱を確り入れたいので、アークを広げます)


難なく溶接できました! 😀

お客様は、電源100Vでここまで溶接できたのをみて十分納得され、ご購入いただきました。
ありがとうございます。
この度は、直流/交流TIG溶接機 WT-TIG200Kをご購入頂き誠にありがとうございました。
また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
今回使用した溶接機はこちら



- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


