半自動溶接機WT-MIG250の納品時にシールドガスを炭酸ガスと混合ガスで変えて溶接性を比較しました。 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























半自動溶接機WT-MIG250の納品時にシールドガスを炭酸ガスと混合ガスで変えて溶接性を比較しました。
2022年08月19日
こんにちは、WELDTOOL関東営業所です。
半自動溶接機 WT-MIG250を金属回収リサイクル業者さんに納品してきました。
早速セッティングをして溶接の準備をします!
準備中の写真です


早速、セッティングも終わり、操作説明をしようと思いましたが、
使用する作業者の方は外国の方(南米系?)しか居なく、片言の日本語と英語を混ぜて、
身振り手振りでコミュニケーションをとって操作説明をしなくてはなりませんでした… ( ̄▽ ̄;)
が、この溶接機 WT-MIG250は、操作がとてもシンプルで判り易いので助かりました。
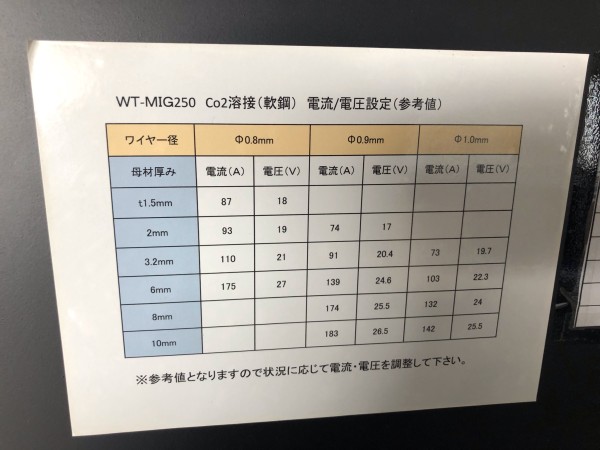
溶接ワイヤーをセット(収納)するカバーを開けると裏側に”セッティングガイド(溶接条件表)”
が貼って有るので、これを見れば、誰(未経験者)でも溶接条件の設定が簡単に出来ます。
今回のように言葉が通じなくてもセッティングガイド通りにダイヤルを設定すれば良いだけです。
(勿論、条件やお好みによって微調整も必要に成ります)

それでは、セッティングガイドに従って、その辺に有った適当な鉄板を使って溶接を試して
もらいました。


良さそうなので、
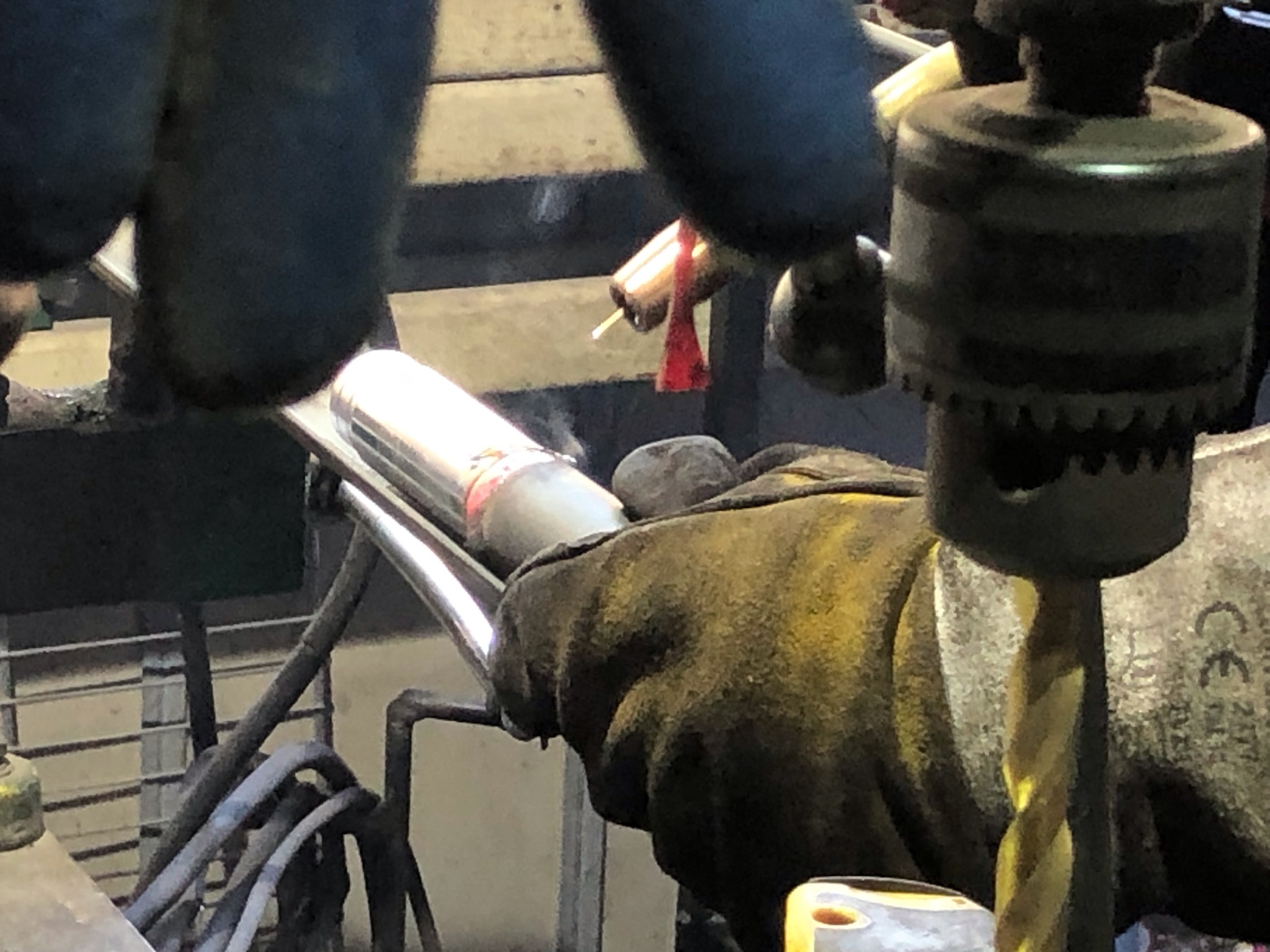
実際に溶接したいものを溶接してみます。(何かに使用する専用工具を造っているみたいです。)
器用に左手で回転させながら溶接してますょ 😯
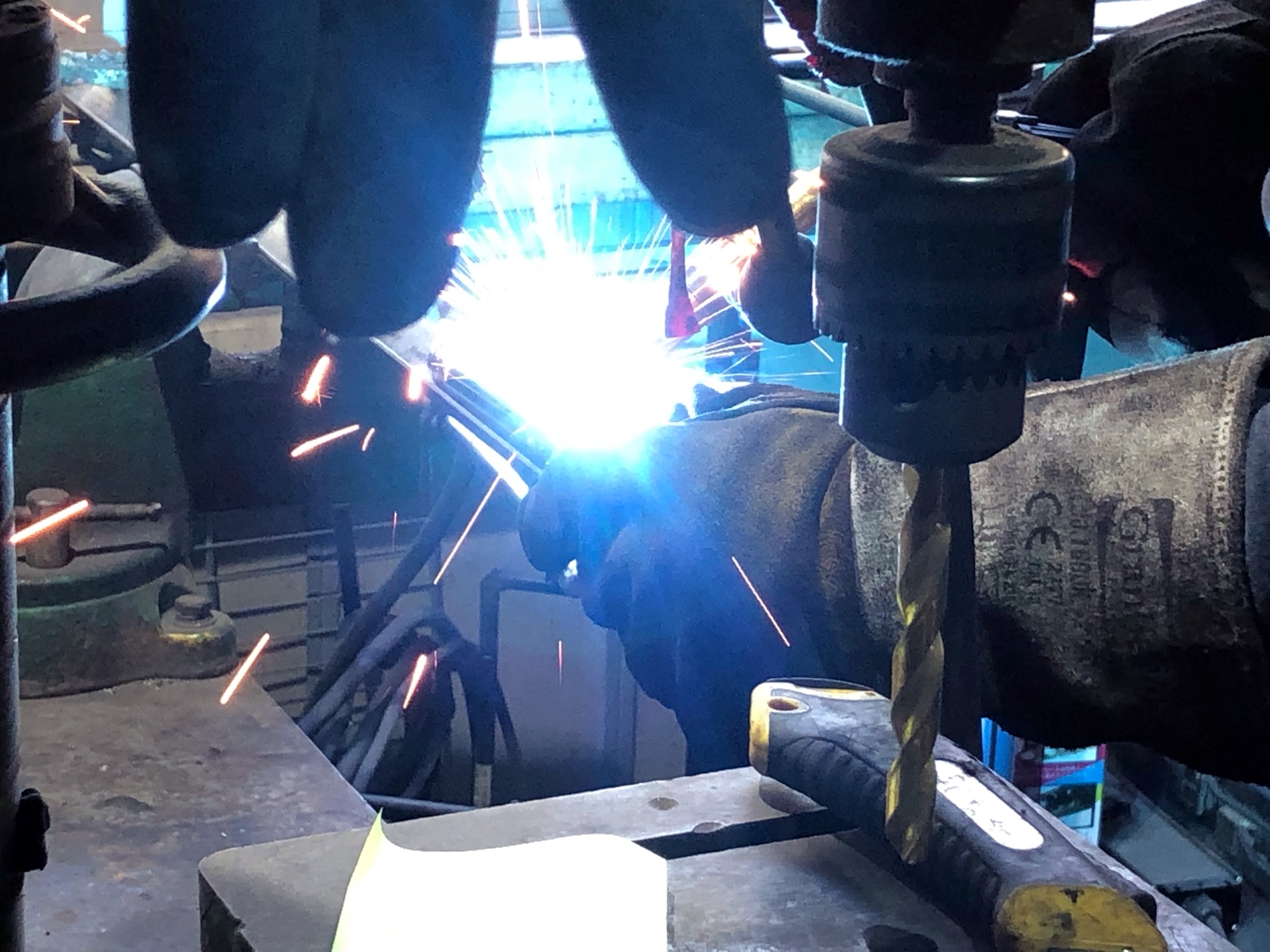
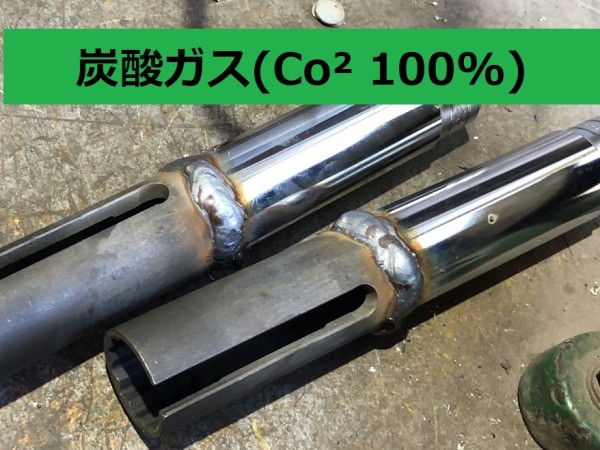
溶接してみました。 <炭酸ガス CO²>で溶接
また良さそうなので、つづいて、
作業者の方は、以前(海外の時?)、シールドガスを炭酸ガス(CO²)ではなく、混合ガス(Ar 80%
+CO² 20%)を使っていたようなので、混合ガスに変えて溶接してみました。
(海外でも特に合理主義のEUでは、鉄の溶接には一般的に混合ガスを使っていると聞いた事があり
ますが、やっぱりそうみたいですね。日本ではコスト面的(高価)と、”こだわり”でなかなか普及しませんが…)
<ご興味のある方はご覧下さい> ↓↓↓※クリックするとページへ移動します。
半自動溶接で使用するガスの種類
混合ガスについて、特徴・溶接性等
<混合ガス Ar 80%+CO² 20%²>で溶接

やっぱり、混合ガスで溶接したビードはでキレイですね。
炭酸ガスと比べて溶接(アーク)が安定し、スパッタが細かく少ない、平滑なビードで経験が
少なくても溶接が容易に成ります。特に薄板を溶接する自動車鈑金屋さんが使用してます。
ところで、肝心な半自動溶接機 WT-MIG250の性能と溶接性は如何でしょうか?と聞くと、
「GOOD ! , “OK”」と、特に問題なく満足していただきました。
最後にこの後で、何かデカいものを溶接する予定があるそうなので見て欲しいとの事で、
外に見に行きました。


右の画像と同じ様にパイプとフランジを溶接したいそうです。
この厚みだと今回、納めたワイヤー径 Φ0.8mmでは細いので、太いΦ1.0mmワイヤを使ってもら
う事にしました。
また、溶接トーチケーブルの長さが標準は2.8Mなので、広範囲の作業能率を上げる為にオプショ
ンの<ロングトーチ(ケーブルの長さ5M)>を追加で注文頂きました。
更にデモで使用していた<自動溶接遮光面>の便利さに驚き、これもご注文頂きました。
ありがとうございます。
この度は弊社の溶接機をご購入いただき誠にありがとうございました。
また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
今回、納品した溶接機はこちら

【 弊社溶接機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますのでお試しいただけます。また、お近くでしたらデモにお伺いします。お気軽にご連絡ください♪ 】


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


