半自動でアルミは難しいのか?薄板をキレイに溶接出来るのか検証 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























半自動でアルミは難しいのか?薄板をキレイに溶接出来るのか検証
2022年08月30日
こんにちは。WELDTOOLです。
通常アルミ溶接といえばTIG溶接機を使用するのが一般的ではありますが、
長い距離の溶接や、溶接頻度が多い場合には半自動溶接機を使用するのも一つの方法かと思います。

実際にアルミを溶接する際にTIG、半自動どちらが良いのか?といった
お問い合わせもございますし、パルスミグ(半自動)の
メリット、デメリット、また他の溶接方法とどこが異なるのかを記述していきますので
購入を検討されている方はご参考までに。
TIG溶接、半自動溶接、被覆アーク溶接の違い
①TIG溶接とは?
直流TIG溶接・・・主に鉄やステンレス、チタン溶接の際に使用します。(アルミは不可)
溶接部をシールドするアルゴンガスを使用します。電極にはタングステンを使用し
ノズルの先端から2~3mm程タングステンを突き出してアークを発生させます。
仕上がりの特徴としてはスパッターの付着もなく数珠状のキレイなビード外観になります。
ただ、熟練度により仕上がりに差が出る事と他の溶接方法を比較して溶接スピードは遅くなります。
この2点が唯一のデメリットといえる点ですね。
交流TIG溶接・・・アルミの溶接の際に使用します。
アルミの表面には酸化被膜があり除去する為に交流でないと溶接が出来ません。
鉄やステンレスの溶接と違い、アルミは粘っこく熱伝導率が良いため
最初は熱が母材全体に拡がってしまい中々溶けず、溶けだすといっきに
溶け広がる特徴があります。溶接の中ではTIGアルミは比較的難易度が高く
コツをつかむまでは繰り返し練習が必要です。
②半自動溶接とは?
ガスあり溶接
スイッチを押すとトーチ先端からワイヤーが出てきて母材を溶かして溶接を行います。
ガスは炭酸ガスまたはアルゴンガス+炭酸ガスの混合ガスを使用します。
名前の通りワイヤーが自動で送り出される為、効率よく溶接が捗ります。
溶接個所が多い場合などは最適です。ガスやワイヤーの種類を変える事でステンレスの溶接も
可能です。風の影響を受けるためほとんど屋内で使用します。
ノンガス溶接
ノンガスワイヤーを使用する事でガスが不要で溶接が出来ます。
ガスあり溶接と比較するとスパッター(火花)やヒューム(煙)が多めですが、
風の影響を受けない為、屋外や現場での作業に向いています。
仕上がりは被覆アーク(手棒)と同じような感じになります。
パルスミグ溶接
今回の記事の主役です。主にアルミ溶接に特化した半自動溶接機。(鉄も可)
またブレージングワイヤーを使用し高張力鋼板の溶接にも対応。
溶接個所が多い、走る距離も長くTIG溶接での溶接速度では追いつかない場合、
こちらのパルスミグ溶接を使用することでTIG溶接に違い外観(低スパッター)で
アルミ溶接が可能となりました。通常の半自動溶接機としても使用可能です。
③被覆アーク溶接とは?
主に鉄の溶接に使用、溶接棒をアークホルダー(トーチ)に挟んで溶接します。
価格が安く電源、溶接棒さえあれば直ぐに溶接が可能です。
仕上がりの特徴としてはスパッター(火花)ヒューム(煙)も多く、決してキレイとは
言えません。溶接後にフラックスの除去が必要ですが、ガスが不要ですので現場や屋外での
使用で重宝されます。手棒溶接とも言われます。
TIG溶接と半自動溶接を比較
TIG溶接の仕上がりは半自動溶接と比較をすると仕上がりがキレイに溶接ができますが、
よっぽどのセンスがない限り慣れやコツが必要です。

一方半自動は初心者の方でも扱いやすく、更にアルミ溶接では母材の厚みを設定するだけで
電流、電圧の調整まで変更してくれます。

半自動でアルミ溶接をするメリット、デメリット、用途
<メリット>
- ●比較的簡単に溶接が可能(棒を送る際TIGは手動に対し半自動は自動)
- ●溶接スピードが速い
- ●ノンガス(軟鋼)の場合は風の影響を受けない
- ●比較的低コストで溶接が出来る
<デメリット>
- ●TIG溶接と比較して仕上がり、見た目が劣る+音が騒がしい
- ●スパッターが付着する
- ●ヒューム(煙)が出るので換気の必要がある
メリット、デメリットを記載しましたが、一番優先する事は用途に合わせて使い分ける事ですね。
参考までにどういった場合にどの機種の種類を使用するのか分けてみました。
【半自動溶接機】
- ○構造物の溶接や、溶接個所が多い場合
- ○トラックの荷台などの溶接(距離が長い)
- ○最後にグラインダーで仕上げるので多少スパッターが飛んでも問題ない
- ○屋外での溶接(ノンガスワイヤーを使用)
【TIG溶接機】
- ○細かい部分の溶接
- ○ステンレスの溶接
- ○溶接箇所、その周辺をキレイに仕上げたい場合
【被覆アーク溶接機】
- ○初期費用を出来るだけ抑えたい
- ○ガスが不要なので電源さえあれば直ぐに溶接可能
パルスミグ溶接機(WT-MIG225AL)の特徴・溶接事例
アルミ溶接に適しているパルスミグ溶接機「WT-MIG225AL」の特徴としては、
・アルミ溶接特有のワイヤー不具合が起こりにくい。
アルミの場合は材質的に柔らかいため、溶接中に母材を叩いたりすると
ワイヤーが途中で折れてしまったり、母材を貫通して穴が開いたりと不具合が出やすいです。
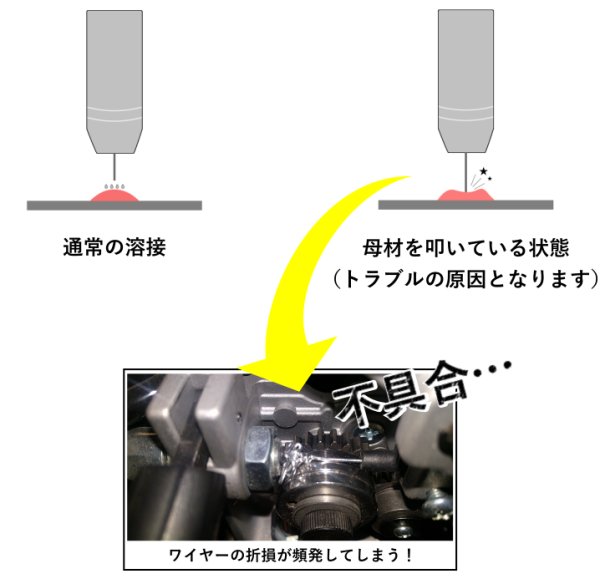
そういった場合はスプレー移行機能を使う!
母材に溶けたアルミを吹き付けるような形での溶接が可能ですので
スパッタが極めて少なく、キレイな仕上がりとなります。
それだけではなく、ワイヤーの溶け込み不良で母材を叩くことがなく不具合も出にくくなります。
・低スパッタ溶接が可能(TIGと比較しても見劣りありません)
下の画像のようにブラッシング後はスパッタの付着がほとんどありません。


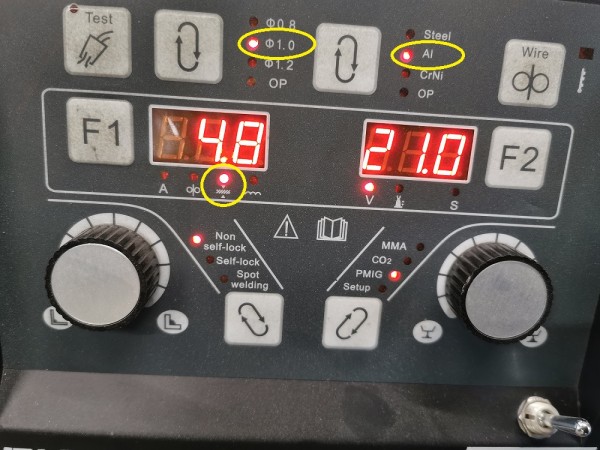
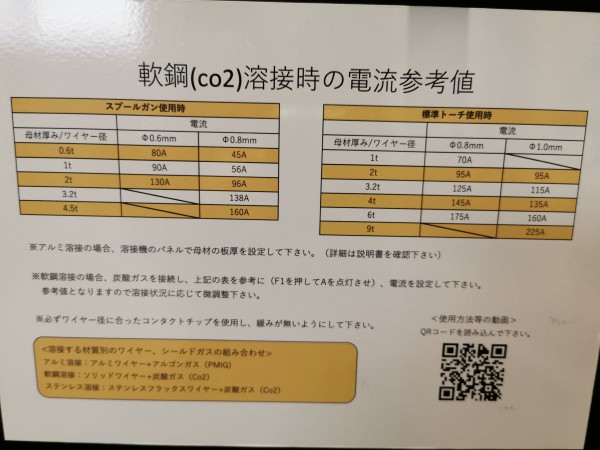
・溶接条件の設定が簡単(アルミは板厚を設定、鉄は参考値がございます)
※厚みにより電流、電圧がプログラムされていますので
使用するワイヤー径、材質、板厚を設定するだけです。
・鉄の溶接には参考値がございます。
・スプールガン使用で効率よく作業可能!
スプールガン(10M)がございますので動き回りながら溶接ができ、
余計な手間が省けます。作業効率アップ!
弊社オススメの溶接機「パルスミグ溶接機WT-MIG225AL」の付属品につきましては、下記よりご確認お願いします。
※クリックすると商品ページへ移動します。
※クリックすると商品ページへ移動します。
溶接事例などはこちらのページよりご確認下さい(アルミ板厚2mm、5mm、軟鋼溶接など)
※パルスミグWT-MIG225AL、溶接事例のページへ移動する
実際にパルスミグ溶接機をご利用されている方の声を確認する
スプールガン【10M】について
スプールガンについて上記の内容でも軽く触れましたが、
標準トーチはケーブル内部をアルミワイヤーが通る為、長いトーチだと
ワイヤーが中で不具合を起こす可能性があります。
ただこのスプールガンは10Mありますが、手元にワイヤーをセットすることができるので
ワイヤーが不具合を起こす事なく溶接が可能となり、作業範囲各段に広がるメリットがございます。
スプールガンのデメリットとしてはスプールガン+ワイヤーの重さになるので 多少の力が必要となります。
私個人的には重さは気にならず溶接が出来ますが^^


アルミ板厚1mmをパルスミグ溶接
前置きが長くなり、最後の項目でやっとタイトル回収です。
薄板(約1mm)をキレイに溶接出来るのか?検証してみました。
厚み1mmで設定、(電流34A、電圧12.3V)←自動設定
動画にしましたので実際に溶接しているところをご覧下さい。
母材が薄ければ薄い程難易度が上がってきますが、動画を見てもらったら分かる通り
溶け落ちる事がなく溶接が出来ています。
(もちろん練習は必要ですが、難易度はそこまで高くありません)

拡大すると練習不足なので決して上手くはありませんが、溶け落ちる事なく
溶接が出来ているのが分かります。
周りに多少のスパッターも付着してますが目立つ程ではありません。
続いてアルミ1mmを隅肉溶接しました。動画でご覧下さい。
こちらも溶け落ちる事なく溶接が出来ています。
アルミ溶接が出来る半自動を探されてる方は少しでも参考にしていただけたらと思います。
最新機種も続々登場しております、これから溶接機をお探しの方は
お気軽にお問い合わせ下さい。
今回使用した溶接機はパルスミグ溶接機「WT-MIG225AL」 おすすめの半自動溶接機も紹介




Sシリーズ初の半自動溶接機「WT-MIG200S」なら
安心の3年保証付き!
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


