アルミ鋳造製品の製造会社様でWT-TIG320S溶接機とWT-MIG225AL溶接機のデモを行い、納品しました。 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























アルミ鋳造製品の製造会社様でWT-TIG320S溶接機とWT-MIG225AL溶接機のデモを行い、納品しました。
2023年09月28日
こんにちは、
アルミの鋳造製品の製造会社様に水冷ユニット搭載 TIG溶接機 WT-TIG320Sと
パルスミグ溶接機 WT-MIG225ALのデモを行い納品しましたのでご紹介いたします。

写真ではこの鋳造製品の大きさが伝わらないと思いますが結構大きいものです。
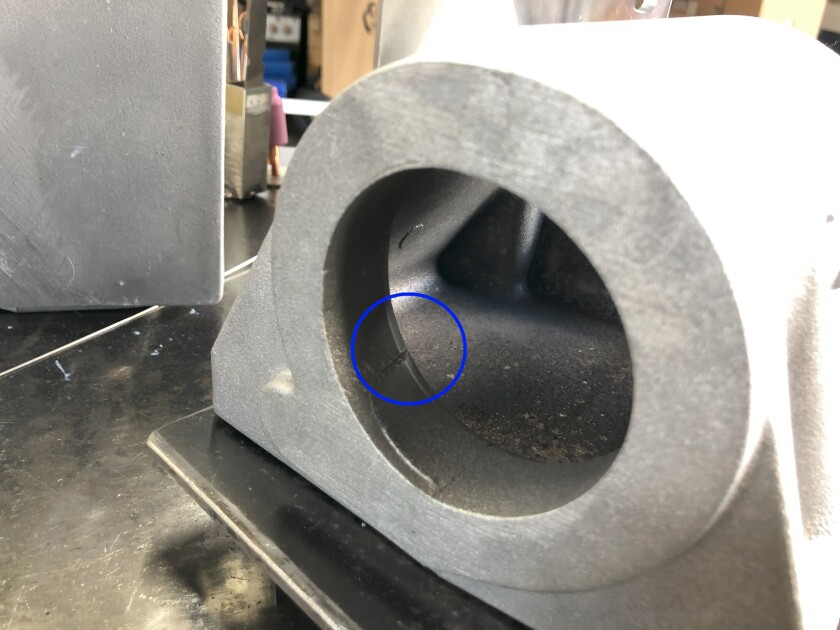
この大きさの鋳物を、これだけの数を製造しているとバラつきがでて、下の写真の様に
後で凹みなどを肉盛溶接をして仕上げるそうです。


この肉盛溶接、凄く上手い 😯 外注先の熟練の溶接工さんが溶接したそうですが、
お客様は、これれからは内製したいとの事で、この溶接サンプルを持参され
「これと同じ様に溶接がしたいが、TIG溶接機 WT-TIG320Sで出来るか?」とのご要望でした。
お答えは「このTIG溶接機は、最大出力電流が320Aの水冷式(水冷ユニット搭載)です。
この溶接を見ると溶接電流は180A~250A位で、溶接トーチは水冷式なので連続で溶接しても
大丈夫です!」、「ですから、溶接機には十分な性能が有りますのでが、あとの溶接の仕上り
は腕次第になります」。
それでは、実際に溶接をして見てもらってから、試して貰う事にしました。
お客様は溶接経験が無いようなので、アルミ溶接の方法とコツをレクチャーしました。
先にアルミ板で練習してもらい、それから実践です。
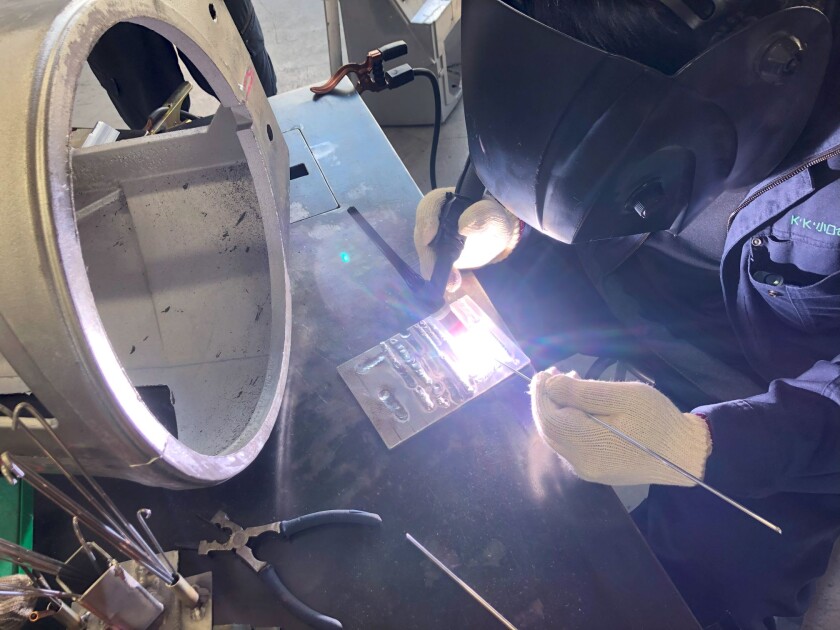
TIG溶接(アルミ)は初体験でしたが、この鋳物は、けっこう肉厚が有るので溶接電流を高めにし
て、しっかりと熱を入れて、ゆっくりと溶かせば良いので、そんなに難しくないです。
※補足ですが、アルミのTIG溶接棒には種類が有り、割れを発生し易い場合やアルミ鋳物の
溶接には、耐高温割れに強い<A4043>が適しています。(汎用性の高い棒は<A5356>)

<実践①>
凹みは小さいが深いので、2~3回に分けて多層盛りしました。


<実践②>
凹みの範囲が広いので、無理をせずに一回で溶接せず何回かに分けて肉盛しました。


熟練の溶接工さんのような仕上りはできませんが、初めてのTIG溶接にしては上出来だと思います。
いずれにせよ、仕上げで表面は削ってしまうため、外観の見た目は必要ないので。
もう少し慣れてきたら、無駄に盛らないように良く溶かして肉盛すれば、削る量が少なくなるので
作業能率が良くなります。
お客様は、溶接機の性能、能力に十分満足され、「あとは腕次第だね!」と、ご注文頂きました。
😀 ありがとうございます。
お客様の工場は同じ県内だったので後日、納品と併せて操作説明、溶接のレクチャーにご訪問しました。



TIG溶接での肉盛溶接は、ここまでだったのですが、数か月後に今度は半自動溶接機でアルミの
鋳物の肉盛溶接をしたいと来店されました。
半自動溶接機で溶接したい理由は、鋳物の奥まった箇所を肉盛溶接したくTIG溶接機のトーチや
溶接棒が入らないので、との事でした。


見ると確かにTIG溶接では作業しにくそうです。
半自動溶接であれば多少遠めから狙って溶接出来そうです。
しかも、この鋳物が4000個位有るそうで、半自動溶接の方が圧倒的に作業時間短縮に成りますね。
それでは、実際に溶接して試してみます。
溶接機は、パルスミグ溶接機WT-MIG225ALで溶接します。
この溶接機は、アルミに特化した溶接機でパルス制御(スプレーアーク)により、アークが安定し
低スパッタで高品質なアルミMIG溶接が可能です。
また、アルミワイヤーは、やはり鋳物に適した<A4043>を使用します。

溶接結果です。
難なく溶接できましたが、予想した通り、溶接スタート部の余盛りが高く成ってしまいます。
これは、熱伝導が良いアルミ特有の半自動溶接の欠点です。


しかし、お客様は、「いづれにせよ、溶接後に面を機械加工で削るので、全く問題無いです。」
とのことで、この結果に十分満足されました。
また、今までTIG溶接で肉盛溶接していた物も、ケースバイケースで半自動溶接すれば作業効率が
上がるという事で、パルスミグ溶接機もご注文頂いたました。 😀
ありがとうございます。
この度は、弊社のTIG溶接機 WT-TIG320Sとパルスミグ溶接機 WT-MIG225ALを
ご購入頂き誠にありがとうございました。
また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
近県であればデモにお伺いしていますので、ご希望の際はご連絡ください。
(福岡と埼玉に店舗があります。もちろん来店もOKです。)
今回使用した溶接機はこちら




- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


