自転車のチタンフレームをマイクロTIG溶接機でデモしました。【溶接焼けと歪みが無くなった!】 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























自転車のチタンフレームをマイクロTIG溶接機でデモしました。【溶接焼けと歪みが無くなった!】
2021年11月17日
こんにちは、関東営業所の磯部です。
今回は自転車のフレームを製作しているお客様から、「今使用している溶接機ではチタン
の溶接が思うようにいかない。特に溶接による焼け(酸化)や熱歪みが多くて困っている
ので、これをマイクロTIG溶接機<WT-MTIG250>で改善できないか?」と、問い合わ
せがありデモに行ってきました。


自転車を軽量にするためフレームに使用するパイプの肉厚は0.6~0.9mmと凄く薄く、
また、それを2.0mm厚に溶接する箇所もあるそうで、この時点で難易度の高い溶接です。

先ずは、鉄のパイプをT字型にして溶接を試します。
パイプの厚みは1.0mm位と薄く、そして、トーチ運びは接合部の″R″に添って楕円を描かなけれ
ば成らないので、可成り繊細なトーチ運びをしなければなしません。
従って、画像の様にTIGトーチの根元を持って(握って)スイッチはフットスイッチ使いました。


<鉄のパイプを溶接した結果です>
①は、お客様が今使用しているフルデジタルの高価な溶接機で溶接した結果です。
パイプ全体に熱が入り焼けて黒っぽくなり、歪みが多くてこれでは駄目だそうです。
それに比べて②は、マイクロTIG溶接機で溶接した結果です。
パイプは溶接部以外、殆ど焼けていません。歪みも殆ど無し。

鉄のパイプが上手く溶接出来たところで、今回の目的のチタンで溶接してみます。

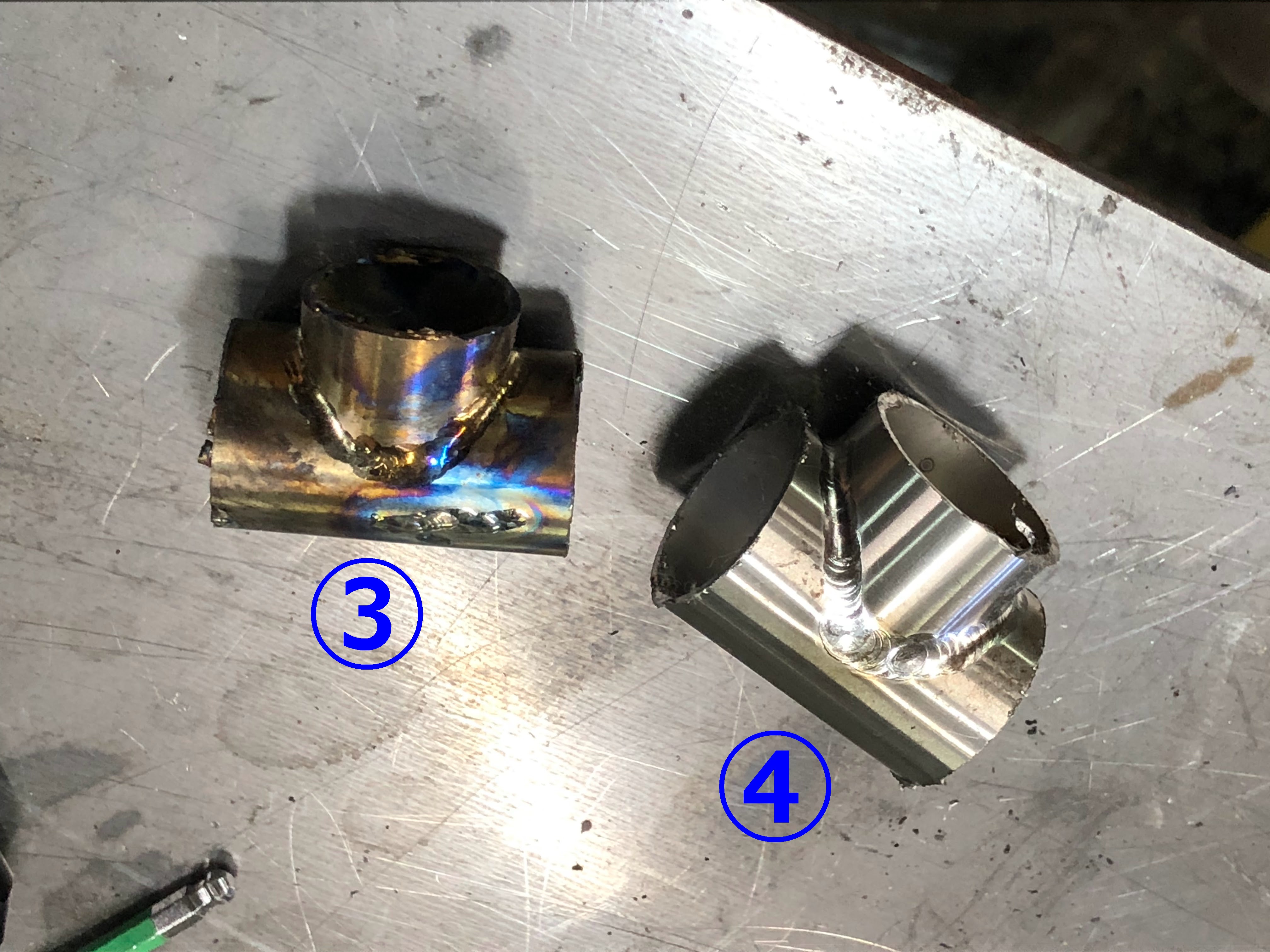
<チタンのパイプを溶接した結果です>
③は、お客様が今使用しているフルデジタルの高価な溶接機で溶接した結果です。
凄く酸化(焼け)しちゃって変色しているのが分かると思います。
そして、④がマイクロTIG溶接機です。″全く酸化していません″ こんなに違います、
素晴らしい! 歪みも殆どなく溶接出来ました。
お客様は、今まで思うように溶接できず苦労していたようで、マイクロTIG溶接機で
簡単に上手く溶接ができ、嬉しい様子で何度も繰り返し溶接を試してました。
チタンフレームの自転車は溶接が難しいため希少らしく、お客様もこれなら出来ると
夢が膨らむばかりです。
また何か溶接で困った点などございましたら、お気軽にお問い合わせ下さい。
弊社溶接機のご購入の検討に際まして、このような溶接のデモや溶接トライも行います。
ご要望がございましたら、弊社にご来店頂くか溶接サンプルを送って頂く、
又は、近郊であればデモにお伺いいたしますので、何なりとお問合せ下さい。
今回使用した機種の詳細はこちらよりご覧になれます。
・マイクロTIG溶接機 WT-MTIG250
(クリックすると別ページに表示されます)


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


