最新情報 アーカイブ | 2ページ目 (24ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
こんにちは!関東営業所です!(^^)!冬の寒さが本格的になってまいりましたが、 現場は熱気に満ちています。 弊社はこの度、福島県白河市と東京都葛飾区の配管工事 会社様に対し、ウエルドツール製WT-FL2000M、WT-FL1200Mファイバーレーザー 溶接機2台を納品いたしました。
配管溶接を主として行う会社様で、白ガス管やカーボンそして「薄肉のサニタリー管、裏波溶接の効率化」といった具体的な課題を解決するためご購入いただきました。
弊社でも高品質、高性能なパイプ(配管)自動溶接機を市場相場価格の約半値で発売いたしました。
■パイプ(配管)自動溶接機です。
↓↓↓動画はこちら↓↓↓
パイプ(配管)自動溶接機の動画
↓↓↓使用方法、お問い合わせはこちら↓↓↓
自動パイプ溶接機、高精度パイプ切断機始めます。
福島と東京、それぞれの納品・操作説明。最新鋭のレーザー溶接機が提供するソリューションと、施工品質のさらなる向上への期待が込められた、実機の納品設置をお届けします。
まずは福島県白河市の会社様から納品、取説を行いました。
皆さん早くダブルワイヤで配管溶接を試してみたいとおっしゃっておりましたが、やはり安全を第一に取り扱い説明をいたしました。
レーザー溶接機は基本的には安全性がかなり高い溶接機だと思います。
使用方法を間違わずに、危険性があるポイント(怪我や機械の故障を防ぐため)をしっかりと理解していただきたく丁寧に説明いたしました。







配管や架台をメインで溶接されるとの事ですので、今後間違いなく作業効率、品質向上そして仕事の幅が広がる事をお約束します。

休憩中の雑談の中で、パイプは何で切断されてますかとの問いに、
ねじ切り機でカットしているとの事をおっしゃっていたので是非とも弊社の
精密パイプ(配管)切断機をお勧めします(^^)/
品質、精密さはもちろんのこと使いやすさに関しては本社で幾度となく
テストし折り紙つきです!
しかも相場の約半値で発売しております!是非是非見てください~(^_-)
■精密パイプ(配管)切断機です。
↓↓↓動画はこちら↓↓↓
精密パイプ(配管)切断機の動画
この度は納品、取り扱い説明にご協力いただきまして有難うございます。
今後ともよろしくお願いいたします。
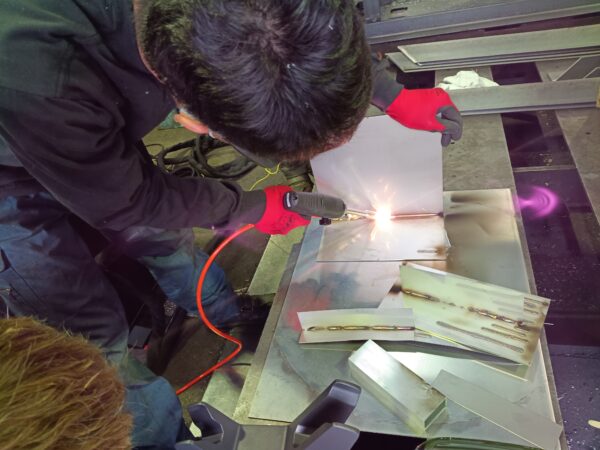
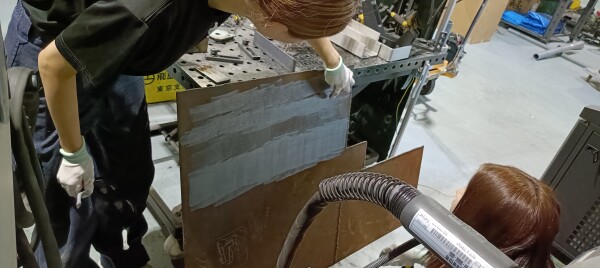
次は東京都葛飾区の会社様に空冷式WT-FL1200Wを納品いたしました。

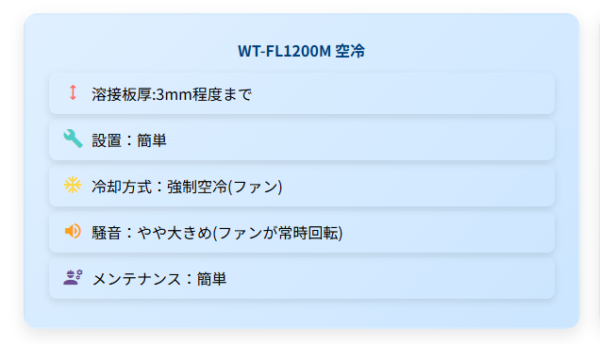
ウエルドツールの「空冷式1200W(ファイバーレーザー溶接機 WT-FL1200Mなど)」は、従来の溶接機や水冷式のレーザー溶接機と比較して、多くの画期的なメリットがあります。
主な「いいところ」を整理してご紹介します。
1. 圧倒的な「軽さ」と「コンパクトさ」
従来のレーザー溶接機は「水冷式」が主流で、大きな冷却水タンクが必要でしたが、このモデルはファンで冷やす空冷式です。
-
設置の自由度: 冷却水が不要なため、本体が非常にコンパクトで軽く、現場への持ち運びや限られたスペースでの作業が容易です。
-
トーチが軽い: 冷却水を通す重いホースがないため、手元のトーチが非常に軽く、長時間の作業でも腕が疲れにくいのが大きな利点です。
2. メンテナンスが非常にラク
水冷式で発生しがちな「水の入れ替え」「冬場の凍結対策」「水漏れリスク」が一切ありません。
3. 初心者でも「プロ級」の仕上がり
TIG溶接などと比べ、習得までの時間が圧倒的に短いです。
-
歪みが少ない: 熱の影響を最小限に抑えられるため、薄板でも歪みや変形がほとんど起きません。
-
後処理が不要: スパッタ(火花による汚れ)が少なく、溶接跡が非常にきれいなため、研磨などの仕上げ作業を大幅に短縮できます。
-
スピード: TIG溶接の3倍以上のスピードで作業ができると言われており、生産性が劇的に向上します。
4. 1200Wのバランスの良いパワー
「空冷だとパワー不足では?」と思われがちですが、1200Wモデルは十分な実用性を備えています。
-
対応素材: ステンレス、鉄、アルミ、チタンなど幅広い材料に対応します。
-
適応板厚: およそ3mm程度までの板厚に最適で、一般的な板金加工において最も使い勝手の良い出力帯です。
5. 導入コストと利便性
-
本体価格が155万(税抜き)
-
手元操作: ガンの手元で溶接条件(仮付け用、本溶接用など)を切り替えられる機能もあり、作業効率が考え抜かれています。
- 空冷式の唯一の注意点 ファンが常時回転して冷やすため、水冷式に比べるとファンの動作音が少し大きめですが、その分「軽さ」と「手軽さ」のメリットが勝る現場が多いのが特徴です。





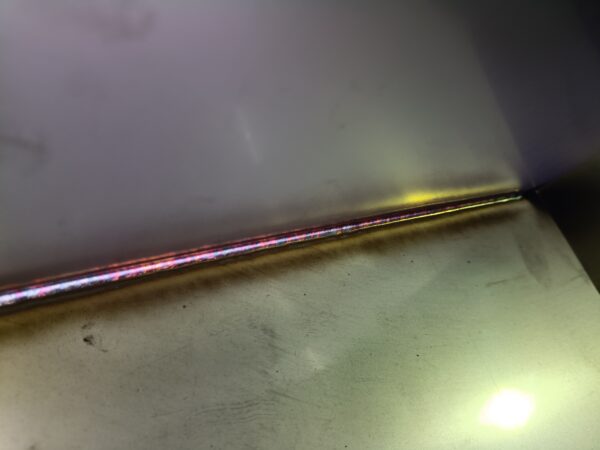
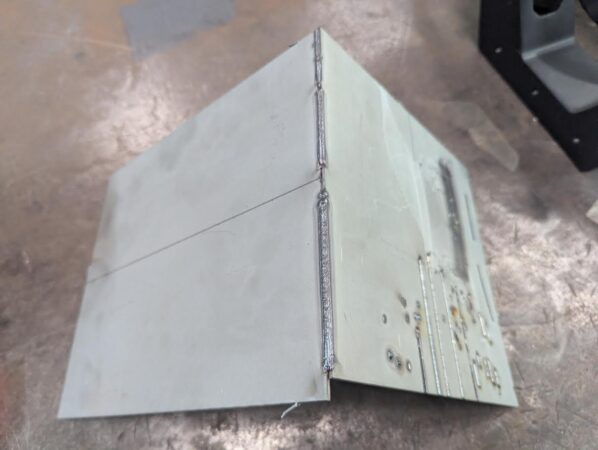
取り扱い説明中に溶接ビートのキレイさスピード使いやすさ(簡単さ)
を非常に喜んでおられました。また場所を取らないのですごく良いと
太鼓判をいただきました!(^_-)
この度は撮影にご協力して頂き有難うございます。
保証期間も2年と長く設定させていただいておりますので安心してお使い下さい。(もちろん保証期間が終了しても迅速に対応致します。)
ご不明な点等ございましたらいつでもお気軽にご連絡ください。
今後とも何卒よろしくお願いいたします。
( ^^) _U~~
ファイバーレーザー溶接機

溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
澄み切った冬の空気のなか、雪雲が鉛色に低く垂れ込める十二月。越後平野の西に位置する燕市は、まもなく訪れる本格的な冬を前に、どこかひっそりと、しかし確かな活気を帯びています。田んぼは雪支度を整え、冷たい風が金属加工の町工場から聞こえる槌音(つちおと)を運びます。この地ならではの「ものづくりの熱」と「北国の静寂」が交差する師走の風情です。
という事で燕市で製缶、溶接を行っている会社様にWT-FL2000Mを納品設置しましたのでレポートしたいと思います。

プラズマ加工機を導入されたようで、すべて自社で切断から加工そして溶接、仕上げまで行うそうです。
(やはり自社に加工機があると、すぐに必要な材料を切り出せるので便利でいいですね!)
弊社でもファイバーレーザー加工機を来年に発売を予定しており、福岡本社でテストを行っております。
(動画参照してみてください(^^)/~~~)


1,とにかく作業が速い
従来の溶接より何倍も速く作業が終わります。これは、少ない人数でたくさんの製品を作るために一番大切なことです。
2,仕上がりがとてもキレイ
熱の影響が少なく、歪みや変形がほとんど起きません。溶接後の手直し(仕上げ磨きなど)が減り、手間と時間が大幅に削減できます。
3. 誰でも使いやすい
熟練の技術が必要な従来の溶接と比べて、操作がシンプルで簡単です。少人数でも安定した高品質な溶接ができるようになります。
4. 人件費の節約になる
作業スピードが上がり、複雑な技術を持つ熟練工に頼らなくても高品質な製品を作れるようになるため、トータルでかかるコストを減らせます。
5. 新しい仕事が取れる
非常に細かく精密な溶接ができるようになるため、今まで断っていた高い品質を求められる仕事や新しい分野の仕事も受けられるようになります。
まとめますと、導入は多少の初期費用がかかっても、「速く、キレイに、誰でも」できることで、少ない人数でも売上を伸ばすための強力な武器になります。



取説後、工場長とお話させて頂きこれからどんどん仕事量を増やしていきたいとの事で、弊社のファイバーレーザー溶接機を導入した事を大変喜んでおられて、こちらも嬉しくなり安心したせいか帰りの新幹線の中で熟睡してしまいました(笑)
ご購入後、ダブルワイヤで溶接された写真をお客様から送って頂きました(^^)
少しスパッタが気になるとの事で、解決策をいくつかアドバイスさせてもらいました!

本当にキレイな溶接です!

ご購入されてすぐにこのクオリティが可能です!(素晴らしい)
ご興味のある方は是非一度、弊社にお問い合わせください。
この度は撮影にご協力いただきまして有難うございます。ご不明な点等ございましたら、いつでもご連絡ください。今後ともよろしくお願いいたします。
WT-FL2000M
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
こんにちは!ウエルドツール関東営業所です。先日、福島県いわき市にあります会社様に
ファイバーレーザー溶接機を計4台納めさせて頂きましたのでレポートします。
こちらの会社様は、原子力発電所向け洗浄装置部品や大型の食油タンクやコンベアフレームなどを製作されている高い技術力が必要とされる仕事ばかりを請け負っている会社様になります。
撮影は守秘義務があるため限られますが、最後までお付き合いください(*^_^*)


アマダ社のレーザー溶接機がありました!

本当は4台並べて写真撮影をしたかったのですが、天井クレーンで広い工場内にそれぞれ配置
されました。

一番最初にご購入いただいたレーザー溶接機になります。送給装置が赤もカッコいいですね!
その後、故障も無くお使い頂き仕事効率が物凄くあがり仕事量も増えたため新たに3台購入いただきました。
(的確でキレイな溶接が簡単にでき、スピードも早くトーチも軽くて凄く良いよとお褒めの言葉をいただきました。)



溶接している所を特別に撮影させて頂きました。
上から下まで距離があるため、ワイヤースピードをかなり遅くしており、この方が安定してよりキレイな溶接ができるとの事で、大変勉強になりました。ありがとうございます!



仕事量が一気に増えたとの事で、今後は4人体制でレーザー溶接機を使用するとの事です。
購入後、沢山ワイヤの注文をいただき弊社のファイバーレーザー溶接機4台が活躍しているのを想像すると、とても嬉しい気持ちになります(^^)/~~~

弊社では今、ファイバーレーザー溶接機からの拡張機能として溶接ロボットをテストしております。
また空冷式1200W(税別155万円)も絶賛発売中です。そして新たに3D定盤、パイプ切断機、
自動溶接機ともに市場価格の約半値で発売しております。ご興味がございましたらお気軽にご連絡ください。
年末に向けてラストスパート、怪我や事故などに十分に注意しWELDTOOLチーム一丸となりお客様第一をモットーに仕事に精進してまいりたい思います。

福岡本社および関東営業所(八潮)では実機をご用意しておりますので実際に操作・溶接をお試し頂くことも可能です。(要予約)お気軽にお問い合わせ下さい。
溶接サンプルを郵送して頂ければ動画を撮影し返送させていただきます。
また、ご購入頂いた場合は、弊社スタッフがお伺いして納品し、使用方法を説明させて頂きます。
この度、撮影に協力して頂き有難うございます。
今後とも何卒よろしくお願い申し上げます。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
関東営業所より納品レポートを発信いたします!
12月に入って一段と朝夕の寒さが増して、乾燥の季節となりました。
美しい紅葉の余韻を楽しみつつ、これから訪れる本格的な冬に備えていきたいところですね!
さて今回は東京都青梅市と新潟県村上市へ納品致しました。
まずは東京都青梅市の会社様

こちらでは大物の機械加工や板金、架台製作を行っている会社様で
WT-FL2000M
WT-FL1500Mの各1台を納品致しました!


弊社スタッフによる実機操作と安全にお使い頂くための使用方法の説明を行い、、、
いざ実践へ!
実際に使用した感想は、、、、、
素早く溶接ができ、尚且つ仕上がりが綺麗!と評価を頂きました。

ファイバーレーザーでのアルミ溶接の注意点!
アルミ母材とトーチの角度によってはレーザーが反射し、レンズの消耗が早かったり、またアルミ表面で反射したレーザーが意図しない方向に飛び、その先にあった可燃物を焦がしたり、発火させたりする危険性が潜んでいます、、、
アルミ溶接にも使用したいとのことでしたので、実際に段ボールが焦げる様子を見て頂き、しっかり注意点を説明しました。
続きまして
新潟県村上市の会社様

こちらでは製缶加工や機械部品加工から各種製造・組立までを一貫して手掛ける会社様で
WT-FL2000M 1台を納品致しました!




初めてのレーザー溶接とのお話でしたが、いとも【簡単に】操っていました。
ファイバーレーザー溶接機のオススメポイントとして【簡単に!】が挙げられます。
そして仕上がりが綺麗ならぜひ導入頂きたく、どんどん普及させたいと弊社では考えております!
今回の2社様では水冷式のファイバーレーザー溶接機を導入頂きましたが、小型で軽量な持ち運びやすい空冷式もラインナップしております!
またファイバーレーザー溶接機に限らず弊社取扱溶接機をお求め頂いたお客様には修理や点検などしっかりアフターフォローも行っておりますので安心してご使用頂けます。
福岡本社および関東営業所(八潮)では実機をご用意しておりますので実際に操作・溶接をお試し頂くことも可能です。(要予約)お気軽にお問い合わせ下さい。
空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
この度、福岡県および石川県3社の工場様へ、
ファイバーレーザー溶接機 WT-FL1200M(空冷)2台 と
WT-FL2000M(水冷)3台 を納品いたしましたので紹介します。
■ 納品機種について
● WT-FL1200M(空冷 1.2kW)
<特徴>
-
・空冷式のため設置自由度が高く、コンパクトで取り回しが良い
-
・メンテナンス性に優れ、小規模〜中規模工場での導入に最適
-
・トーチが軽い!冷却ホースがないのでトーチが軽く作業性が向上!
-
・ステンレス・鉄・アルミなど幅広い材料に対応

● WT-FL2000M(水冷 2.0kW)
<特徴>
-
・高出力2kWモデルで厚板溶接や長時間稼働に強み
-
・ダブルワイヤー仕様で一度に2本のワイヤーを溶接出来るため、高負荷ラインでも性能を発揮
-
・大型製造ラインや量産現場に最適
- ・ステンレス・鉄・アルミなど幅広い材料に対応

空冷モデル vs 水冷モデル

空冷モデルWT-FL1200M 水冷モデルWT-FL1500M 水冷モデルWT-FL2000Mの詳細は
こちらからも確認出来ます。→詳細ページへ行く
納品した3社の会社は主にステンレス・鉄の1~3mmの溶接に使用されるそうです。
納品時の写真です。
<空冷モデル1200W>×2台

省スペースを実現するコンパクト設計!

トーチがコンパクトで軽い

鉄2.3mmの溶接<ワイヤーはΦ1.0を使用>
溶接機に直置きすることで、設置面積を大幅に削減

取説後に色々と試してもらってます

ステンレス溶接<ワイヤーΦ1.0>

続いては<水冷モデル2000W>×3台


使用方法や溶接方法、安全管理等の説明をさせて頂いております。

溶接後は、クリーニングモードも実演

※撮影のご協力ありがとうございました!
デモや納品で様々な業種の方とお話しますが、
レーザー溶接機導入の理由で多いのが
・作業効率をあげたい
・技術差に左右されず一定品質を確保したい
・未経験者でも短期間で即戦力にしたい
・出来るだけ入熱を抑えたい(歪を抑えたい)
この辺りが多いです。ひとつでも当てはまる方は是非一度お試しいただきたいですね。
検討中の方はお気軽にお問い合わせ下さい。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
こんにちは。
愛知県のお客様からファイバーレーザー溶接機の2台目を発注頂きました。
最近、リピート頂くお客様もちらほらいらっしゃいます。ありがとうございます。
お伺いしてセッティング、今回は女性の作業者の方が使われる予定ということで、1から説明させて頂きました。

半年前に購入頂いたファイバーレーザーももちろん現役です。
お伺いしたついでに軽くメンテナンスさせて頂きましたが、特に問題ありませんでした。

巨大なダクト?だと仰られていたような…忘れてしまいましたが、このサイズになるとTIGではとても時間と集中力を使いそうです。

こちらは装置の足です。籠に大量に入っています。
一般的には半自動だと思うのですが、レーザーの方がキレイで速いとのことでした。

こちらは鉄ですので上からペンキを塗ってありますが、非常にキレイなビードです。
細くて大丈夫??と思われるかもしれませんが、角パイプの厚みは2.3mmですので、それ以上に脚長をどれだけ広くとろうがほぼ無意味です。
ですので強度はTIGや半自動と遜色なく出ています。

追加発注頂きありがとうございました<(_ _)>
今後ともよろしくお願い致します!
続いて長崎県対馬市へ。島全体で恐らく初めてのファイバーレーザー溶接機導入ではないでしょうか。
最初お電話頂いた時は輸送がどうなるか?車ごとフェリーに積んで持って行こうかな??
と思っていましたが、普通の船だと時間がかかるので物は郵送して自身はジェットフォイルで行ってきました。
今まで乗ったことのある船とは違って速いのももちろんなんですが、旋回時に飛行機のように船体がバンクする感覚が不思議でした。

下船し、販売店様がお迎えに来てくれました。
当日は色々と助かりました。ありがとうございました<(_ _)>
販売店様の所へ送ってあったファイバーレーザーをトラックに積み、お客様の所へ。
とりあえず仮で据え付け。

動作テスト及び、お客様にも感覚を掴んでもらいます。
おぉーー何これめっちゃ簡単やん!…良いリアクションをありがとうございます(笑)

作業としてパイプ類の溶接や、このフレームに網状の板を溶接するのに使えればと。

網の方が0.8mm程度と薄いため、TIGだとすぐ溶け落ちてしまう。パイプに押さえながら溶接しているので大変だそうです。
ちょっとだけ試しにさせて頂きましたが、ワイヤーが太いまま試してしまったので酸化してますね。しかし作業スピードはTIGとは段違いに速く、どうせ水中にいく物なので溶け込んでさえいれば良いので全然OKですとのことでした。

離島なので船関係の部材をステンレスパイプで組み上げたり、補修したりといったお仕事が多いらしいです。
また公共工事も多いとのことで、トンネルや道が思った以上にキレイでした。韓国の方が近いぐらいですし外交的に見栄えも重視するような意味合いですかね?

ファイバーレーザー溶接機は約2年前から本格的に販売開始し、納品/取説にお伺いしておりますが、溶接ほぼ未経験だったり女性の方が使われるというケースも結構あります。
TIGほどの熟練もいらず、条件さえ合えば同じ物を溶接するのは簡単です。
もちろん向き不向きもありますので、来店頂ければお試し頂けますし、遠方の方であればテストピースを送って頂ければ溶接テスト致します。お気軽にお問い合わせください。
埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました

埼玉県でブロワーや熱交換器を製作しておられる企業様に納品説明にお伺いしました。
お客様も楽しみにされていたようで社長様ならびに工場長自ら陣頭に立ち率先し熱心に
説明を傾聴されておられ、社員の方々も関係部署の方総出でお集まり頂き開始早々から
熱意による熱気が感じられました。


弊社説明の後、工場長が一番にレーザートーチを持ち皆様に範を示され、
その様子を社長様筆頭に皆様熱心に見入られておられました。
低入熱が売りの弊社レーザー溶接機ですがユーザー様はなかなか熱が
冷めやらず質疑応答が絶えませんでした(笑)


クリーニング(錆取機能)実践風景。社長様ならびに工場長自らトーチを手に取り
社員の皆様に効果を実証され、社員の皆様も錆の除去速度と手軽さに驚きを隠せない
様子が見て取れました。
レーザーの照射具合を工夫し平面だけでなく凹部のクリーニングも試されました。
私共の思いもよらない着眼点で新たな活用法を見出され此方が勉強させて頂きました。
皆様色々試され、私共も熱意に押されついつい長居をしてしまいました(汗)
今後とも末永いご愛顧とご愛用とお付き合いをお願いし後にしました。
貴重なお時間を頂きありがとうございました。
福岡及び埼玉の営業所にて実機をお試し頂けます。
また、ご購入頂いた場合は、弊社スタッフがお伺いして納品し、使用方法を説明させて頂きます。
ご不明点はお気軽にお問い合わせください。

溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
導入背景と目的
貴社が製造されるプラント装置に附属する配管やストレーナなどは、高圧・高温といった極めて過酷な環境下で使用されるため、溶接部には高い信頼性と耐久性が不可欠です。従来のTIG溶接などの工法では、溶接時に発生する大きな熱によって溶接歪みが発生し、その後のひずみ取り工程に多くの時間とコストがかかっていました。さらに、品質が作業者の熟練度に依存するため、製品の多品種化、特に貴社の強みであるオーダーメイド製造において、安定した高品質を迅速に提供することが課題となっていました。(現時点では熟練工さんしかおりませんので将来的な話です)
今回のファイバーレーザー溶接機(2台)の導入は、こうした課題を一挙に解決し、貴社の
「こんな事できるかな?」といった複雑なご要望に、より確実にお応えできる体制を構築することを最大の目的としています。


まず安全を最優先にやってはいけない事、こうすると危険です(反射について)などを
しっかりと説明させて頂きました。設定方法や出力、ワイヤスピードの調整(考え方)など
ひと通り説明しましたが、やはり溶接のプロですね!元々知っていたかのようにすぐに理解されてました。




今回は最初にシングルワイヤで溶接して頂き、その後はダブルワイヤそして(クリーニング)
も試してもらいました。非常に好評を頂きその場は楽しく盛り上がりましたが、話に夢中になり
途中から肝心な撮影を忘れてしまいました(~_~;)

この度は、弊社のファイバーレーザー溶接機WT-FL2000Mを2台ご購入頂き誠にありがとうございました。
また、撮影にご協力頂きありがとうございました。<(_ _)>
ネット販売がメインの会社ですが、売りっぱなしではありませんのでご安心ください。
お近く(福岡/埼玉隣県程度)でしたら、電話でのヒアリングで修理が難しい場合、日程調整の上弊社スタッフがお伺いし修理or回収致します。(代替機が空いていればお持ちします)
お伺いするのが難しい場合、原因がほぼこれで間違いないと特定できれば部品供給での対応orファイバーレーザー本体を発送頂く流れとなります。
いずれにせよ、溶接機専門店としてその辺りの保守メンテナンスも責任を持って対応させて頂いておりますので、ご安心ください。
そして出荷前に動作チェックを念入りにさせて頂いております。
ご購入頂いた場合は、弊社スタッフがお伺いして納品し、安全面を含め使用方法を説明
させて頂きます。
ご不明点はお気軽にお問い合わせください。
また、下記店舗にてデモやお試しが可能ですので、お気軽にお問い合わせください。
【溶接機の専門店 株式会社WELDTOOL】
<本 社> 福岡県福岡市西区吉武 380-2 TEL:092-834-2116
<関東(営)> 埼玉県八潮市南川崎335-1 TEL:048-954-8901
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。

こんにちは!関東営業所です(^^)/
先日、栃木県宇都宮市にあります消防車をはじめ緊急車両の製作、メンテナンスを行う会社様に
ファイバーレーザー溶接機を納品させて頂きましたのでレポートしたいと思います。
設置作業、動作確認、および操作指導(レクチャー)を一連の工程として滞りなく完了いたしましたことを、謹んでご報告申し上げます。
貴社が掲げる「この大地・この空気をしっかり守り抜く」という崇高な理念と、「何時、如何なる場合でも災害に向き合わなければならない」という使命を果たすための「万全の装備」を整える取り組みに対し、弊社のファイバーレーザー溶接機を通して微力ながら貢献できることを、
心より光栄に存じます。
この新しい溶接機は、貴社の「迅速な対応」と「最高の消防車づくり」を技術面から盤石に支え、必ずやお客様の信頼にお応えできるものと確信しております。
本溶接機導入による貢献と効果
弊社のファイバーレーザー溶接機は、貴社が目標とする「地域住民の方が安心して暮らせる環境づくり」を、製造技術の側面から確固たるものとするため、以下の貢献を実現いたします。
- 過酷な環境下での揺るぎない品質の実現:
- レーザー溶接による均一性の高い高強度溶接は、消防ポンプや車体部品の耐用年数を飛躍的に向上させます。これは、「何時、如何なる場合でも」 確実に機能する製品を製造するための根幹となり、貴社製品への「万全」という信頼性を技術的に裏付けます。
- 迅速な生産・配備体制の確立:
- 従来の溶接プロセスと比較し、作業時間を大幅に短縮することが可能です。これにより、災害に対する地域社会の準備を迅速に進めるための、高品質な消防車の早期配備体制の確立に貢献いたします。
- 熟練技術の進化と継承の促進:
- 貴社の財産である豊富な経験を持つベテラン社員様の高度な素材知識や判断力を、
- 弊社のファイバーレーザー溶接機の安定した精密溶接技術が補完し、その技術価値をさらに高めます。また、標準化された高品質な溶接プロセスは、若手社員への効率的かつ確実な技術継承を力強く促進いたします。
操作指導(レクチャー)および安全運用確認のご報告
ファイバーレーザー溶接機の納品に際し、貴社の社員の皆様へ、本機の操作方法、メンテナンス、および最も重要な安全運用に関する指導を、誠意をもって実施いたしました。
特に、熟練の技術をお持ちのベテラン社員様には、長年のご経験を活かし、レーザー溶接機の「精密さ」と「スピード」を融合させるための最適化プロセスを中心にご説明いたしました。
ご参加いただきました社員の皆様は、貴社の使命感そのままに真剣に取り組まれ、安全管理に対する意識の高さも確認できました。皆様が自信をもって本機を運用できる体制が整ったことを確認し、報告とさせていただきます。
今後のサポート体制について
貴社が創業以来、お客様の満足のために邁進されているように、弊社も本溶接機の納入後、長期にわたり万全の体制でサポートを継続させていただきます。
運用中に技術的なご質問や、万が一のトラブルが発生した際は、貴社の日々の業務と地域への
貢献を滞らせることがないよう、弊社の担当者が迅速かつ責任をもって対応させていただくことをここにお約束いたします。
貴社のますますのご発展と、地域社会への多大なる貢献を心よりお祈り申し上げます。







現在、使用して一か月ぐらいですが非常に作業効率が上がり使い勝手がいいとの事で、
すでに2台目を検討中との事です。ご注文お持ちしております。
地域住民の方の暮らしや安心安全の環境作りに弊社のファイバーレーザー溶接機が少しでも役に
立つように微力ではございますが陰ながら応援しております。
少しでも使用方法などで疑問を感じましたら、いつでもご連絡ください。
この度は、弊社のファイバーレーザー溶接機WT-FL2000Mをご購入頂き誠にありがとうございました。
また、撮影にご協力頂きありがとうございました。<(_ _)>
ネット販売がメインの会社ですが、売りっぱなしではありませんのでご安心ください。
お近く(福岡/埼玉隣県程度)でしたら、電話でのヒアリングで修理が難しい場合、日程調整の上弊社スタッフがお伺いし修理or回収致します。
お伺いするのが難しい場合、原因がほぼこれで間違いないと特定できれば部品供給での対応orファイバーレーザー本体を発送頂く流れとなります。
いずれにせよ、溶接機専門店としてその辺りの保守メンテナンスも責任を持って対応させて頂いておりますので、ご安心ください。
某大手溶接機メーカーの修理対応の遅さを前職で目の当たりにしましたが、弊社の対応は
かなり早い方だと思います。
そして出荷前に動作チェックを念入りにさせて頂いております。
ご購入頂いた場合は、弊社スタッフがお伺いして納品し、安全面を含め使用方法を説明
させて頂きます。
ご不明点はお気軽にお問い合わせください。
また、下記店舗にてデモやお試しが可能ですので、お気軽にお問い合わせください。
【溶接機の専門店 株式会社WELDTOOL】
<本 社> 福岡県福岡市西区吉武 380-2 TEL:092-834-2116
<関東(営)> 埼玉県八潮市南川崎335-1 TEL:048-954-8901
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
溶接未経験の女性の方にも簡単にお使いいただけます!
こんにちは関東営業所です。先日、東京都東久留米市にあります設備・配管専門の会社様へ、
ファイバーレーザー溶接機を納品し、設置と操作説明を行いました。
今回は、お二人の女性スタッフの方に操作方法を説明させていただきました。お二人とも非常に熱心で飲み込みが早く、たった一度説明しただけで、あっという間にマスターされていました。
初めて触る機械にもかかわらず、すぐにコツを掴んで使いこなしていたのには本当に驚きました。
それではレポートしていきます!(^^)!

パイプの開先加工に便利ですがかなり高価な設備です!(いいですねー笑)



素晴らしい設備の数々です!

まずはファイバーレーザー溶接機は便利ですが、扱い方を間違うと非常に危険ですので、
安全最優先で説明させていただいております。
その後、基本的な操作方法や出力の設定方法、ワイヤの交換方法を説明しました。
とても楽しそうにワイヤ交換していて、見ているこちらも嬉しくなりました。

ワイヤを入れないナメ付けをやってもらい、いよいよワイヤを入れての溶接です。

二人とも初回からスムーズで簡単にキレイな溶接をしておりました。

すでにベテランの風格が出ています。

素晴らしい集中力と真面目さで、これからこのレーザー溶接機をどんどん活用していただけると思うと、私も大変嬉しくなりました。

トーチ角度もバッチリですね。

ダブルワイヤ溶接も初回から完璧です!

溶接が初めてでこのビードは素晴らしいです。



たくさん練習してもらいました。

ローバルの上からでもキレイな溶接が可能です。

最後はクリーニング機能(錆取り、塗装剝がし)です。

錆取りも簡単で大変喜んで頂きました。

弊社のファイバーレーザー溶接機は誰でも直ぐに簡単にキレイな溶接が可能です。
それもありますが、今回はとても真剣にレクチャーを聞いて頂きとても感謝しております。
今後は架台やブラケット、配管のサポート製作などに使用するとの事ですが、以前よりも
3倍は効率が上がる事をお約束いたします。
この度は、弊社のファイバーレーザー溶接機WT-FL2000をご購入頂き
誠にありがとうございました。また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
ご購入頂いた場合は、弊社スタッフがお伺いして納品し、使用方法などを説明させて頂きます。
ご不明点はお気軽にお問い合わせください。
また、下記店舗にてデモやお試しが可能ですので、お気軽にお問い合わせください。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!
- ファイバーレーザー溶接機を長崎県の機械設計・製造会社様へ納品し、その場で2台目発注頂きました。
- 静岡市清水区の工場様へファイバーレーザー溶接機を納品させて頂きました
- ファイバーレーザー溶接機の納品レポート<茨城県のレッカー車製作、車両架装工場>
- 愛知県名古屋市にファイバーレーザー溶接機を納品しました。
- 福島県いわき市、郡山市にファイバーレーザー溶接機を納品しました。


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


