最新情報 アーカイブ | 3ページ目 (24ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























ファイバーレーザー溶接機を長崎県の機械設計・製造会社様へ納品し、その場で2台目発注頂きました。
こんにちは。
長崎県大村市の製造業の会社様へファイバーレーザー溶接機WT-FL2000Mを納品させて頂きました。

以前来社してお試し頂いておりましたが、今回はダブルワイヤーでの溶接をメインにレクチャーしました。
ダブルワイヤーの場合、脚長が広く取れるのがメリットですが、ケーブルが二本通っている分どうしてもトーチの重みが増してしまいます。

ちなみに自社の場合、ケーブルの重さが無くなるよう、レーザー溶接機本体にアームを追加してトーチを吊っています。
こちらの仕組みであれば差し上げますとお伝えしましたが、点滴等のようなケーブルを吊りながら移動できる物を作りますとのことでした。
確かに点滴方式の方がトーチの作業範囲が限定されませんよね。参考になりました<(_ _)>

納期がかかってしまったので、隣県ということもあり先行してデモ機を貸し出ししていたのですが、その間にステンレスの架台を大量に作られておりました。
そしてその活躍から、デモ機もそのまま販売してくれませんか?とご相談頂く流れとなりました。

もちろんデモ機を貸し出しする際、基本的な説明と母材に合わせた簡易設定はさせて頂きました。
しかし万が一『使えないからやっぱり要りません』とならないか心配……は全然していませんでした(笑)
絶対これは誰がやってもレーザーでやった方が楽で早い…と思っていましたので(・∀・)ニヤリ

それにしても即戦力になる使える機械でなければこうはなりませんよね。その場で2台目導入頂きありがとうございます!帰りの車が軽快で快適でした(笑)
まだまだこれが大量にあるそうです。2台体制でバリバリやっつけてください(‘ω’)ノ

機械製造,架台設計,ステンレス加工,ファイバーレーザー溶接

長崎県の機械製造業様へファイバーレーザー溶接機を納入しました。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
レーザーカット+レーザー溶接でプラモデル感覚なものづくり色々
こんにちは。
来年発売予定のレーザー切断機のテストを時間がある時にしているんですが、適当に切りまくってもあんまり頭に入りません。
幸い私は具現化したいパーツが色々ありますので、自分で使う物となれば俄然やる気が出ます(笑)
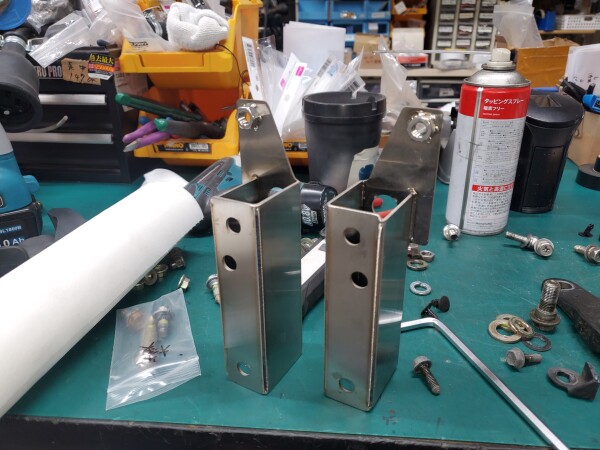
まずはこちらのステンレスブラケット。
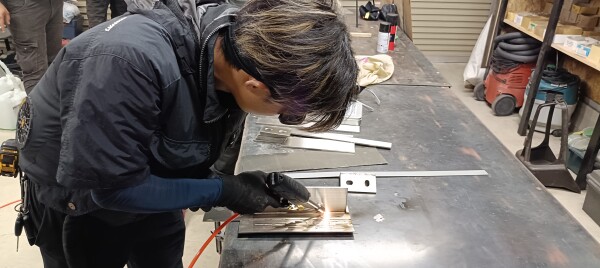
厚み2mmステンレス板をレーザーカット→レーザー溶接しました。

ファイバーレーザー溶接動画
作り方はこんな感じです。
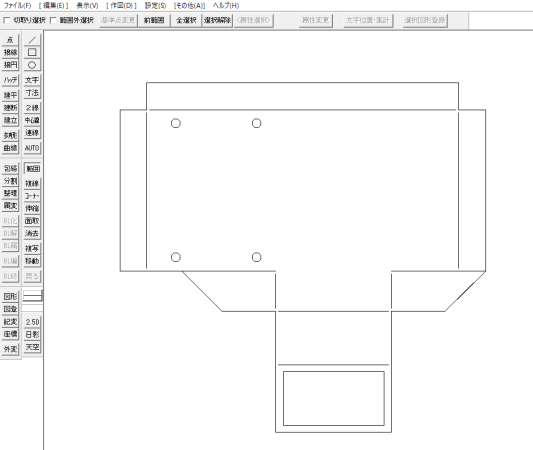
まずは図面を書きます。

レーザー切断機でカットします。
肉抜き箇所を、軽くハンマーで叩いて抜きます。
(この辺がプラモデルを作っているような感覚です笑)

ファイバーレーザー溶接して出来上がり。簡単ですね。

そんな簡単に書いてるけど、実際は難しいんでしょ?と思うかもしれませんが、本当に簡単です。
溶接未経験の人がやっても、コツさえつかめばその日のうちにできるようになります。
ファイバーレーザー溶接の欠点として、トーチ…というかケーブルが重いです。
ケーブルが繋がっているグリップ下がケーブルの重みで下がろうとする→持っているグリップ部分を軸にトーチ先端が持ち上がろうとする→溶接中はトーチ先端を母材に押し当てるため、常に手首に負担がかかります。
なので、サポートとなるアームをファイバーレーザー溶接機の上に追加してみました。なかなか良かったです。

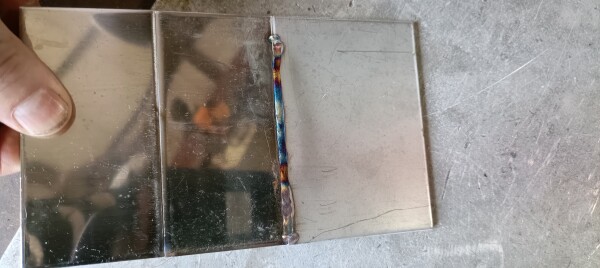
続きましてとあるブラケット。
切った物を折り曲げて

ファイバーレーザー溶接。簡単すぎる。
これ1枚しか作らないとしても、CADで図面書いてレーザーカットした方が、手作業で1枚づつ板を切り出すよりも正確で速いです。

必要なパーツと組み合わせてこうなります。

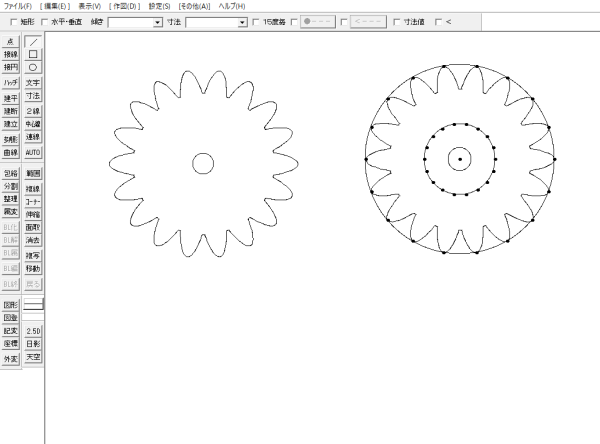
最後にこちら。欠けた歯車です。
子供のおもちゃなんですが、樹脂の歯車が舐め散らかしています。
ちなみに直径8mm以下です。

正直、これは小さすぎて熱入って溶けちゃうだろうなーと思いつつも、ダメ元でテストカットしてみました。
こういうのを自分で試しているうちに、CADもレーザーカッターも理解が深まりますので。
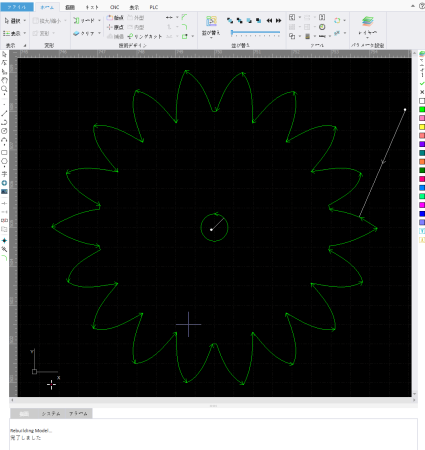
さすがに小さすぎてそのままでは上手く切れないのは目に見えているので、最初にマーキング(出力弱め)でテストします。
レーザー照射開始地点(赤丸)で若干溶けた母材の跳ね返りがありました。
普段の大きさであれば気にしないレベルですが、小さい精密部品なのでこれはダメそうです。

ということでリード線を追加しました。
最初の貫通(これが跳ね返りの影響を受ける所)を捨て板部分からスタートする設定です。
ヘッドの送りスピードも、初期の設定ではちょっと遅くて熱影響を受けそうだったので変更しました。
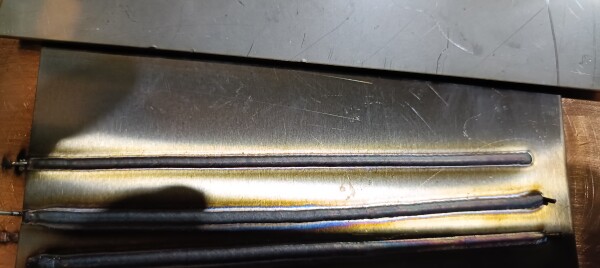
思っていたより精度良くカットできました(サイズ感の比較でボールペンの先端)。
表面はグラインダーで軽く研磨していますが、一つ一つの山も溶け落ちず再現されています。

切断面の拡大写真です。熱影響で多少ザラザラしている感がありますね。
この辺りは窒素を使った方がキレイに仕上がるんでしょう。

正直、このサイズだと、熱影響で山の頂点は溶けてぐちゃぐちゃになってしまうだろうな。。。と思ったのですが、予想以上に形が維持されて驚きました。さすがレーザーカットですね。
現在販売中のファイバーレーザー溶接機も、上記のようなステンレスブラケット溶接には最適です。本当に簡単に溶接できます。よろしくお願いします。
静岡市清水区の工場様へファイバーレーザー溶接機を納品させて頂きました
こんにちは!関東営業所です。静岡市に前泊し朝からホテルの朝食が美味しすぎて (マグロかけ放題)ご飯を三杯も食べてしまいました(^^)/
栄養をバッチリ付けていざお客様先に向かいます。
1. 納品の経緯
既にご使用頂いている親会社様の紹介で、関連会社様にこの度納品させていただきました。(親会社様から非常に使い勝手が良いと太鼓判を頂きました)
安全に細心の注意を払い、スムーズな搬入作業を実施しました。工場内のスペースを考慮し、お客様と綿密な打ち合わせの上、最適な設置場所を決定しました。(雨が貯まるとの事で、かさ上げしました)タイヤが付いていますので、いつでも簡単に移動可能です!

2. 設置と初期設定
搬入後、決定した場所に溶接機を設置しました。お客様の既存の電源設備に接続し、動作確認を実施しました。初期設定では、お客様が主に溶接される材料、SS,SUSなど(工作機械器具、一般機械器具)に合わせて、最適な出力やワイヤー速度などを設定しました。


今回の導入により、特に以下の点でお客様の作業効率と品質向上に貢献できると考えております。
- 高精度な溶接: ファイバーレーザーは、非常に高密度なレーザー光を照射するため、熱影響を最小限に抑え、歪みの少ない美しい溶接が可能です。
- 高速な溶接: 従来の溶接方法に比べて、圧倒的なスピードで作業が完了します。
- 多様な材料への対応: 鉄、ステンレス、アルミなど、様々な金属の溶接が可能です。




3. 取扱説明とトレーニング
機械の設置と初期設定が完了した後、実際に溶接機を使用される担当者様への取扱説明とトレーニングを実施しました。安全な操作方法から、日常的なメンテナンス、トラブル時の対処法まで、丁寧にご説明しました。
特に以下の点について重点的にトレーニングを行いました。
- 安全管理: 溶接機を使用する際の保護具の着用や、レーザー光の危険性(反射)について。
- 基本操作: 電源の入れ方、基本の溶接プログラムの選択方法。
- 応用操作: 溶接する材料の種類や厚さに応じた出力の調整方法。
- レーザー溶接の出力設定の考え方(ワイヤースピードの調整方法)
トレーニング後、担当者様には実際に溶接作業を行っていただき、操作に慣れていただきました。ご不明な点やご質問にもその場で丁寧にお答えし、安心してご使用いただけるようサポートしました。弊社のファイバーレーザー溶接機は2年保証をしております。(消耗品等も他社と比較しても安価なのでランニングコストを抑える事が可能です)


4. まとめと今後のサポート
今回納品したファイバーレーザー溶接機が、お客様の製造工程のさらなる効率化と品質向上に貢献できることを確信しております。
今後も、何かご不明な点やサポートが必要な際は、お気軽にご連絡ください。万全の体制でサポートさせていただきます。
今後ともよろしくお願いいたします。また写真撮影にご協力いただき有難うございましたm(__)m

ご購入頂いた場合は、納品時に弊社スタッフが必ずご訪問し使用方法などを確りと説明させて頂きます。
また、下記店舗にてデモやお試しが可能ですので、お気軽にお問い合わせください。
【溶接機の専門店 株式会社WELDTOOL】
<本 社> 福岡県福岡市西区吉武 380-2 TEL:092-834-2116
<関東(営)> 埼玉県八潮市木曽根 1229-1 TEL:048-954-8901
お問い合せは、下記の<ファイバーレーザー溶接機のページ>より、
または、お電話にてお願い致します。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
ファイバーレーザー溶接機の納品レポート<茨城県のレッカー車製作、車両架装工場>
こんにちは、ファイバーレーザー溶接機の納品レポートです。
今回は、茨城県内でレッカー車製作、車両架装から自動車修理までを行う会社様です。
工場内は、レッカー車やトラックのシャーシなど、関連部品が沢山あり、
板金加工や車両架装を行うため広い工場でした。


こちらの工場では、主にアルミ溶接に使用したいとの事でしたので、万が一に備えて溶接
作業が安全に行えるよう、設置場所には、移動式の遮光パーテンションを用意されてました。
(特にアルミは、使い方を間違えると反射し易い材質なので、パーテンションをお勧め致します)
ご参考⇒ ファイバーレーザー溶接機の納品レポート<間仕切り・パーテーションについて>


溶接作業をされる担当者様に基本的な操作方法、安全に関する注意事項、日常的な
メンテナンス方法について説明を行いました。
そして、実際に使用されるアルミ材の板厚4.0mmを用意されて、溶接を試して頂きました。
ファイバーレーザー溶接が、すごく簡単で早く、キレイな溶接ができることを実感され、
とても喜んでおられました。



溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
愛知県名古屋市にファイバーレーザー溶接機を納品しました。
こんにちは関東営業所です。駅を降りると大都会、名古屋にやってまいりました。
名古屋市に拠点を置く建築金物の製作・取付工事を手がける会社様に、この度、弊社のファイバーレーザー溶接機WT-FL2000Mを納品いたしました。
今回の導入により、これまで外注していた溶接物以上に精密で美しい溶接が可能になります。レーザー溶接機は、従来の溶接方法に比べて熱による材料への影響が少なく、ひずみを抑えた高品質な仕上がりが期待できます。
さらに、納品時には溶接だけでなく、金属の切断や錆取りのデモンストレーションも行い、その高い性能をご確認いただきましたのでレポートしたいと思います。
凄い数の電動工具です!(工具好きな自分としてはたまりません)

ダイヘンのTIG溶接機が鎮座してます。(素晴らしい)

そして弊社のWT-FL2000Mです!

まずはファイバーレーザー溶接機の構造や使用方法について説明させて頂き、ワイヤを入れない
ナメ付けを皆さんに試しもらい、いよいよワイヤを入れての溶接です!




皆さん一回でマスターされました(^^)/


続いては錆取り、塗装剝がしです!




錆取り、塗装剝がしがこの日一番の盛り上がりでした\(^_^)/
そして最後に切断を行いました。切断は安全上のルールさえ守っていれば大丈夫ですが、
使い方を間違えると非常に危険ですので、しっかり安全上の注意点を説明致しました。

窒素ガス(圧力調整ゲージが必要です、酸素、アセチレンなどで使用しているものでOKです)またはドライヤー付きのコンプレッサーをご使用ください。


弊社のファイバーレーザー溶接機は、導入いただいて終わりではありません。お客様に安心して長くご活用いただくために、充実したアフターサービス体制を整えています。
インターネットでの販売だからといってご心配はいりません。ご購入いただいた製品には、2年間の長期保証が付帯しており、万が一のトラブルにも迅速に対応いたします。さらに、弊社の技術スタッフが直接お客様と顔を合わせ、丁寧に対応させていただきます。大手メーカーにも決して引けを取らない、きめ細やかなサポートで、お客様の事業を力強く支えていくことをお約束します。
この度はお忙しい中、貴重なお時間を頂戴し有難うございました。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
福島県いわき市、郡山市にファイバーレーザー溶接機を納品しました。
こんにちは!関東営業所です。
暑い日が続き、梅雨明け前のこのジメジメした暑さ私は苦手です。
ということで関東よりは湿度が低い福島県にファイバーレーザー溶接機を納品してきましたのでご紹介いたします。
2~3度変わると湿度も低いためか、だいぶ涼しく感じます(^^)/
今回のいわき市のお客様は、鉄とステンレス両方にレーザー溶接機を使用したいとの事で据付を
終えて取説時に、鉄とステンレスどちらも溶接して頂きました。

ファイバーレーザー溶接機の操作方法、安全に使用して頂くためにやってはいけない事などを説明させもらい、いよいよ溶接です!


皆さんすぐに慣れていただけます。(とても簡単なのでTIG溶接とは別ものとお考えください)

錆取り(クリーニング機能)毎回好評をいただいております。(弱めの500Wぐらいから徐々に上げていってお使い下さい)

チェーンブロックやレバーブロックなど普段なかなか錆取りしない道具の錆取りなどもいいかと思います。

今回は仮置きという形でひとまず設置させて頂きました。
写真にはありませんが隣の部屋には配管や製缶ものが沢山あり、そちらにもレーザー溶接機を使用する予定だそうです。
弊社のファイバーレーザー溶接機、ワイヤーフィールダー共にキャスター付きですので移動もラクで便利です。
また今までTIG溶接で製缶を行っていたとの事ですが、
ファイバーレーザー溶接機を導入頂くと溶接スピードが3倍~4倍早くなり、歪も抑えられますので効率良く仕事が進みます。
出力、スイング幅など溶接条件は微調整が必要になりますが納品時に 必ず技術スタッフが伺い説明させていただいております。
一回の説明で全て理解するのは誰しも無理と思いますので少しでも疑問に思ったり、もっとこうしたいなどありましたらお気軽にお問い合わせください。
この度は暑い中お時間を頂戴し有難うございました。

続いてはお隣の郡山市に伺いました。休憩中に話をしていてプラント工事から配管、タンクの製作など何でもやるし全国どこでも行くとおっしゃっていたのが印象的でした。(凄いです!)
そして若い溶接工の方が100Aぐらいの配管を溶接していて、自分も頑張らなきゃなと良い刺激をもらいました。

Φ1.6のワイヤーを使用しました。(最初はΦ1.2ぐらいでコツを掴んでいただくと良いかもしれません)
今回もクリーニング機能(錆取り)は大好評でした


取説に集中しすぎて写真撮影を途中で思い出しました(+_+)

以上、納品レポートでした。
弊社ではファイバーレーザー溶接の場合のコツや、レーザー出力設定の考え方や安全面など、納品の際スタッフが必ずお伺いして説明させて頂きます。
正直、ネット販売で買って知識が無い状態で初めて、いきなり仕事として使えるレベルの溶接ができるかと言われれば、そうではありませんので。
用途さえ合っていれば、確実に元が取れる機械だと思っております。
ネット販売がメインの会社ですが、売りっぱなしではありませんのでご安心ください。
お問い合せは、下記の<ファイバーレーザー溶接機のページ>より、またはお電話にてお願い致します。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
宮城県名取市、栃木県日光市,福井県福井市にファイバーレーザー溶接機を納品してきました。
こんにちはウエルドツール関東営業所です。
主に関東から東方、北陸や中部地方まで関東営業所からレーザー溶接機の設置、
取説に伺わせて頂いております。観光する時間は無いので、その土地の美味しいも
のを食べる事が一番の楽しみになっています。(最近、太りすぎで食べすぎに注意してます笑)
まずは宮城県名取市の会社様に納品いたしました。
1mmなど薄板での製作物が非常に多く、今までTIG溶接でやっていたのと、
溶接担当者が一人しかいないとの事で、薄物はもう弊社のファイバーレーザー溶接機が
最も得意とする溶接の一つです。(歪を極力抑えた溶接が誰でも可能です)
安全を最優先にレーザー溶接機の特性や操作方法などを説明させてもらい、
まずはワイヤーを入れないナメ付けをやって頂きました。


定規(フラットバーなどのあてもの)を使用するか腕を固定すれば簡単にナメ付けできます。

一発目でフリーでこれは凄いです!あとは出力(ワット数)を合わせるだけです。

(慣れるまではナメ付けは定規(フラットバー)の使用を推奨いたします)

そしてワイヤーを入れての溶接です。

ワイヤーに押される感覚と、途中で止める(タップ溶接)の感覚を掴んで頂きました。

今まで沢山の方を見てきましたが、弊社のファイバーレーザー溶接機は本当に簡単で
使いやすいので出力(ワット数)さえ合っていれば、2~3回試して頂くと間違いなく
できるようになります。(沢山の方とお会いしましたが、できなかった方は一人もいません)
トーチホルダが他社と比べて軽く、取り回しがスムーズですのでユーザー様からは大変好評
を頂いております。(大阪の会社様は売り上げが倍になりました)
製作物や板厚によって出力やワイヤースピードを変えますが、出力とワイヤースピードさえ
合ってしまえば、誰でも簡単に溶接が可能です。(作業者によって差が出る事がありません)

溶接工の方が色々な質問をされていて、ものづくりに対する熱い情熱を感じました。
細かいことでも何かご不明な点がありましたら、いつでもご連絡ください。
弊社のファイバーレーザー溶接機を導入して頂きありがとうございました。
仕事のスピードとキレイさ(クオリティ)は間違いなく上がります。私が保証します!
今後ともよろしくお願いいたします。
続いては栃木県日光市にお邪魔させていただきました。
日光市は新緑が素晴らしい観光地ですが、すぐに納品、取り扱い説明に伺いました。(残念)
まず入って完璧なレーザー保護パーテーションと3D定盤に驚きました!すごいです!
工場も新しく、最新の設備がずらりと揃っておりました。


レーザー溶接の操作方法、安全上の注意点などを説明させて頂きナメ付け、そしてワイヤを入れての溶接を行ってもらいました。

完璧すぎて言うことが無くなってしまいました!

さすが熟練工さんです!力まずリラックスはレーザー溶接も同じですね!

この度は弊社のファイバーレーザー溶接機をご購入いただきありがとうございました。
アフターサービスには特に力を入れており迅速に対応させて頂きますので、安心してお使い下さい。今後ともよろしくお願いいたします。

福井駅を出ると恐竜がお出迎えしてくれました。
そして福井県福井市に納品させて頂きましたのでレポートいたします。
納品の経緯ですが、愛知県のレーザー溶接機メーカーがお客様先でデモを行いましたが、
弊社よりも値段がだいぶ高くクリーニング機能(錆取り)が付いて無いとおっしゃっており
この度、弊社のWT-FL2000Mを購入いただきました。(トーチも軽くてグリップが良いと気に
入っていただきました)

1~2回で皆さんレーザー溶接の感覚をマスターします。

溶接の途中で切るのも一回目から完璧です!

隅肉溶接もバッチリですね。

最後はクリーニング機能(錆取り)を行ってもらいました。

クリーニング機能も大変喜んでいただきました。

本日は貴重なお時間を頂戴し有難うございました。
弊社ではファイバーレーザー溶接の場合のコツや、レーザー出力設定の考え方や安全面など、納品の際スタッフが必ずお伺いして説明させて頂きます。
購入頂く際はレーザーで溶接予定の母材(材質/板厚)をお知らせ頂き、必要な物品は初回一通り持って行きますので、お客様の方では200V電源、アルゴンガスをご準備頂ければOKです。
気になることはお気軽にお問い合わせください。

溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
ファイバーレーザー切断機をテスト中です。
こんにちは。
ファイバーレーザー溶接機が好評ですので、レーザー切断機も販売予定で色々と試してます。
条件を変えて切ったり、弱い所が無いかの確認も兼ねてちょっと無理をさせてみたり。
結構使ってみましたが、ハード面は今の所快調すぎるぐらい問題なく使えています。なんなら保護レンズすら一度も交換していません。
メーカーの方に数日間に渡ってレクチャーして頂いたのが良かったんでしょう。
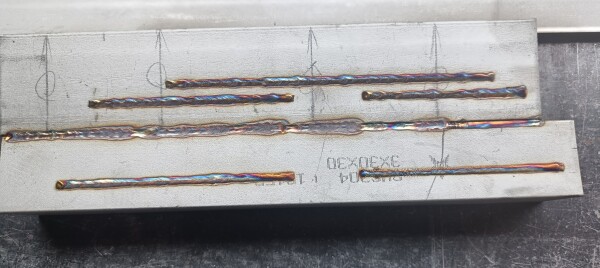
私物ですが、車の金物を展開図から切り出しました。

折り曲げて溶接してこうなります。シートベルト周りの金具です。
シフトパターンを貼っておらず、指摘されたので作りました。
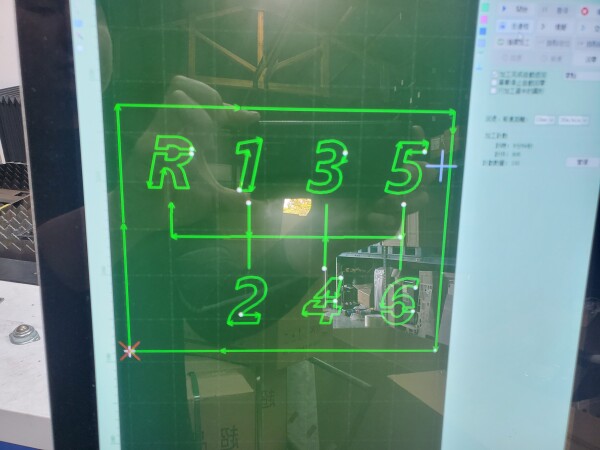
切り抜きバージョン
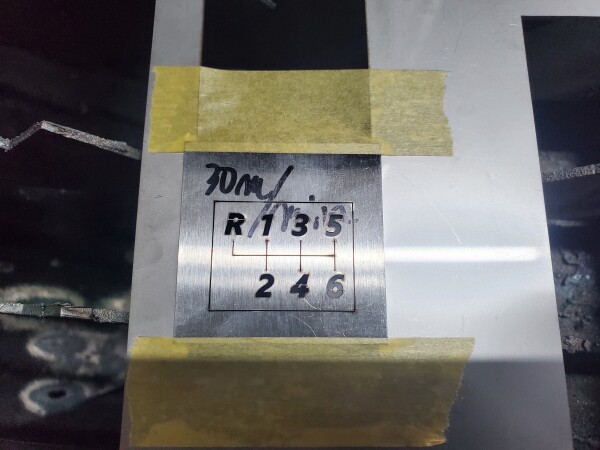
刻印バージョン
ちなみに大きさは20mm×30mm程度ですが、目視で見えるズレも全く感じず、精度良く動いています。

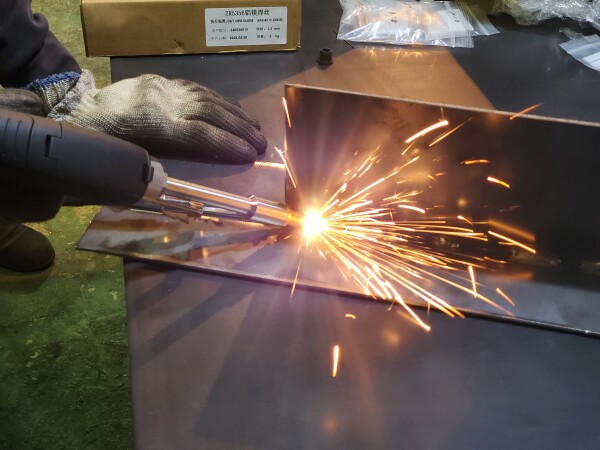
切断中に粉塵がけっこう舞っているのが気になったので、排気ダクトを製図しまして
ステンレス板から作りました。

製作風景はこんな感じです。
以前から交流のある某会社様がテストに来られました。厚板での切断精度の確認です。
課題が本格的で緊張しましたが、左上の方から条件を色々と変更して試しまして、後半(右下)は問題なく切断できました。

鉄板t=16mmの切断テスト(アシストガスは酸素)
鉄板を鋭角(30°)で切断した際の溶け落ちと、視力検査のような形状も同様の精度チェックです。
ちなみに大きく見えますが、2R(円の直径は2mm)しかありません。フライスでの切削痕を見て頂ければ、そのピッチからサイズの小ささが分かるかと思います。

こちらはステンレスt=10mmです。
アシストガスは圧縮空気なんですが、鉄と違って酸素で燃やさずエアーで吹き飛ばしているので精度が良いです。
こちらも円の部分で同様の2Rです。

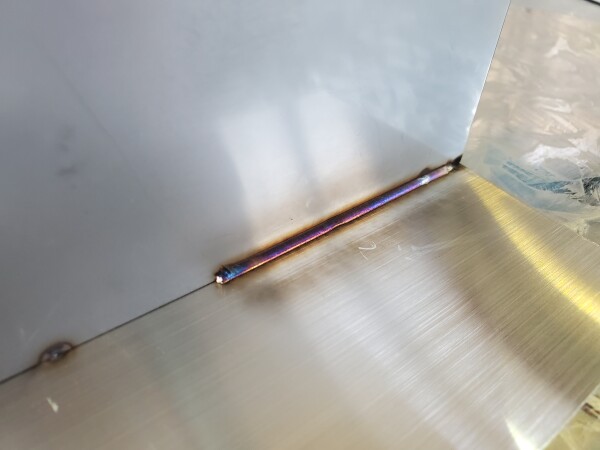
写真はステンレス板厚8mmの切断面です。
SUSの場合、本来は酸化を防ぐためにアシストガスは窒素が良いとのことでしたが、板厚2-3mm程度であればさほど気にする必要は無いかと感じました。
さすがに厚板になるとちょっと気になるレベルですが、切断自体は可能です。

正直、これは相当厳しい。。。(汗)と思っていたテスト内容だったのですが、条件を微調整すれば予想以上に精度良く切断できました。
来店頂いた詳しい方からも「精度の悪い物はヘッドが往復する動きでガタが出て、切断面を見れば荒が出て分かりますが、こちらは過去に見てきた物の中でもかなり精度良く切れていると思います。」と仰って頂き一安心です。
福岡本社には既に展示してありますし、関東営業所も近日移転し店舗拡大の後、設置致します。
お客様にもテスト頂ける環境が整いましたら、デモのご案内をHP上に開設致します。
現時点で興味のある方はお問い合わせください(福岡にしかありませんが)。よろしくお願い致します。
TEL:092-834-2116
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
関西周辺へファイバーレーザー溶接機を納品しました。
こんにちは。
関西方面からの発注は以前より多数頂いておりましたが、万博の影響かな?と思いきや、既に開催期間中ですが未だに多いです。
弊社では九州~北海道まで全国ファイバーレーザーを納品させて頂いておりますが、必ず納品時には取り扱い説明へお伺いしております。
何故なら取説をした方が間違いなくスムーズに使えるようになりますし、正直な所、弊社としても故障のリスクやクレーム対応は間違いなく減ると思っております。
納品時の取り扱い説明の際、お客様の方では溶接予定の母材(端材で構いません)とアルゴンガス、200V電源のみご準備ください。
それ以外は弊社で揃えた状態でお持ちし、当日説明致します。もちろん取り扱い説明の費用は無料です。
それでは納品レポートです。まずは大阪市内のお客様の所へお伺いしました。
板厚は様々とのことで、WT-FL2000をご注文頂きました。

鉄がメインとなるとのことで、シングルワイヤーでの溶接と
ダブルワイヤーでの溶接をお試し頂きました。
幅広い板厚に合わせて、それに適切な設定を現地で入力しました。

鉄の場合そこまでシビアではありませんが、ステンレスで焼けを極力最小限で溶接したい場合は、ワイヤー径とレーザー出力とスイング幅及びワイヤースピードの兼ね合いがあります。
この辺りは考え方も含め、納品時に説明させて頂いております。
続いて滋賀県に移動し、次のお客様の元へ。
屋号に「ダクト」とつく会社様で、ファイバーレーザーは相性が良い(薄板で大きな物は特に)です。
薄板ステンレスがメインとのことで、WT-FL1500をご注文頂きました。

母材サンプルも大量にご用意頂き、ありがとうございます。
0.5mmのステンレスを試しに溶接させて頂きましたが、緊張しました(汗)
写真撮り忘れましたが、上手くいきました。
ほぼ手棒溶接しか経験が無いと仰られておりましたが、SUS板厚1mmを初のファイバーレーザーでこのビードです。
最後にトーチスタンドを一緒に組み立てて取り扱い説明終了です。
帰りにも飲み物たくさん頂きまして、ありがとうございました!

続いて翌週、またまた大阪へ。
3月に福岡へご来店され、その場で発注頂いたお客様です。大変お待たせしました。

見るからに複雑そうな設備プラントですね。これらのメンテナンスに使われるそうです。

こちらでもステンレス溶接の練習を兼ねて、トーチホルダーを溶接して頂きました。

多少焼けが入ってしまいましたが、TIG溶接よりも断然キレイです。

5月は関西祭りでした。
ちょっとだけ空いた時間に万博…とも思いましたが、実際に会場設営に関わられていたお客様からの話をお聞きして、あーいいかな。。と(笑)
今後とも弊社ファイバーレーザー溶接機をよろしくお願い致します。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
埼玉県、群馬県にファイバーレーザー溶接機を納品してきました。
こんにちはウエルドツール関東営業所です。おかげさまで日々忙しくさせて頂き久しぶりの
納品レポートになります。
まずは先月ご注文を頂き、使用して良かったら2台目も購入を検討するとおっしゃっていた
有限会社森村建設様に2台目のファイバーレーザー溶接機を納品いたしました。
プラント工事のプロ集団の会社様で、基本的に製作物は半自動やTIGで行うとの事ですが
アルミや6mm以下の製作物に使用していただいてるそうで、非常に使い勝手がいいと
好評を頂き2台目も納品させていただきました。
弊社はアフターサービスには特に力を入れており、保証期間はもちろんですが保証期間が過ぎても迅速に対応しておりますので、安心してご使用ください。
この度はお茶もご馳走になり色々なお話をして頂きありがとうございました。
今後ともよろしくお願いいたします。

続いては群馬県太田市で多種多様な製作物を製造している会社様に納品させていただきました。
納品の経緯につきましては、急ぎで納めたい製品をファイバーレーザー溶接機で製作したいとの事で、納品取説に伺いました。





守秘義務があるため溶接している所だけ写真を撮らせていただきました。
今までタップ溶接していたところを全溶接するとの事で、まさに弊社のファイバーレーザー
溶接機が得意とする仕事です。(タップも得意です!(^^)!)また神経をそこまで使わずに溶接が
できるので、気持ちも身体も負担が少なく疲れません。(とにかく楽で速いです)
取り扱い説明が終わると、納期に間に合わせるためすぐに仕事を再開されたのを見て、自分も
頑張ろうと気合いが入りました。
この度はお忙しい中、貴重なお時間を頂戴し有難うございました。
最後に埼玉県さいたま市にある会社様に納品いたしました。

非常に丁寧な仕事をされてます。




広い工場内に沢山の設備があり迫力があります。

一度社内デモに来ていただいてるので、すでに完璧です!

キレイ!(^^)!

お二人に言う事はありません(*^^)v

すでに自分よりも上手いです!

クリーニング機能(錆取り)も大好評でした!

出力を弱くすると表面のザラザラ感が緩和されます。(ザラザラに見えても塗装すると平らです)

幅も狭くキャスター付きなので、移動もラクですし収納スペースもとりません。

この度は3社共に写真撮影に協力してくださり有難うございました。
また、色々な質問をしていただきこちらも大変勉強させて頂きました。
末永く弊社のファイバーレーザー溶接機を使っていただけたら幸いです。
お買い上げありがとうございました。
ご購入頂いた場合は、納品時に弊社スタッフがご訪問し使用方法などを確りと説明させて頂きます。
また、下記店舗にてデモやお試しが可能ですので、お気軽にお問い合わせください。
【溶接機の専門店 株式会社WELDTOOL】
<本 社> 福岡県福岡市西区吉武 380-2 TEL:092-834-2116
<関東(営)> 埼玉県八潮市木曽根 1229-1 TEL:048-954-8901
お問い合せは、下記の<ファイバーレーザー溶接機のページ>より、
または、お電話にてお願い致します。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!
- ファイバーレーザー溶接機を長崎県の機械設計・製造会社様へ納品し、その場で2台目発注頂きました。
- 静岡市清水区の工場様へファイバーレーザー溶接機を納品させて頂きました
- ファイバーレーザー溶接機の納品レポート<茨城県のレッカー車製作、車両架装工場>
- 愛知県名古屋市にファイバーレーザー溶接機を納品しました。
- 福島県いわき市、郡山市にファイバーレーザー溶接機を納品しました。


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


