パルスミグ溶接機をご購入頂いた移動販売車の製作会社さんの溶接現場を撮影してきました。 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























パルスミグ溶接機をご購入頂いた移動販売車の製作会社さんの溶接現場を撮影してきました。
2021年01月05日

こんにちは。以前パルスミグ溶接機WT-MIG225ALをご購入頂いた
株式会社Heat Wave様から移動販売車に装着するアルミフレームを溶接すると
ご連絡を頂きましたので、写真を撮らせてもらいました。
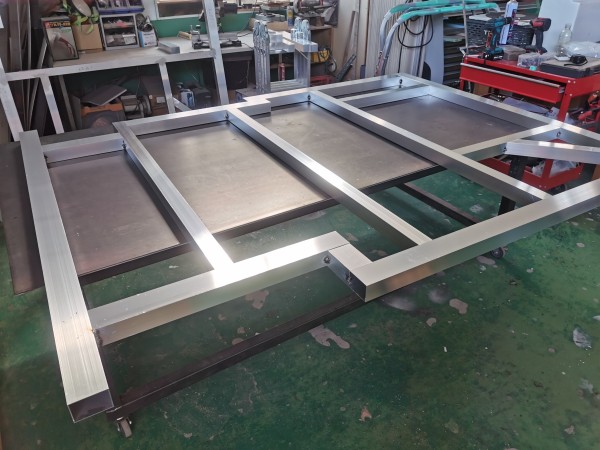
既に仮付けは終わっており、本溶接から撮影開始です。

母材の厚みは約2mmちょっと。Φ1.2mmのアルミワイヤーを使用。
中々のスピードで溶接が進んでいきます。
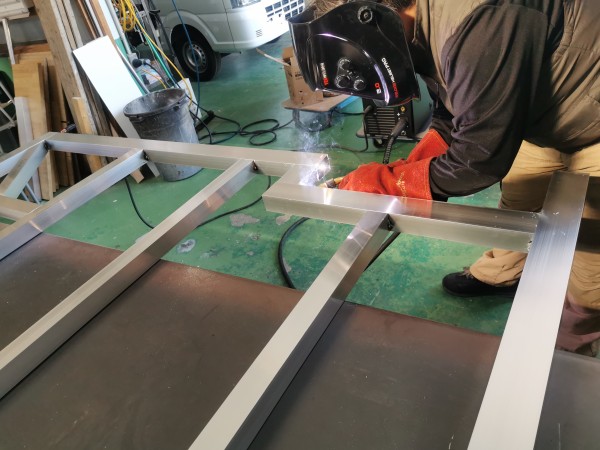

半自動溶接なので多少のスパッタが付着していますが、
少し手を加えると溶接部はキレイ仕上がってます。

撮影しながらお話を聞いていると
今使用しているのがパルスミグ付属の標準トーチ、約2.5Mなので
フレーム全体を溶接するには溶接機ごと移動するか、母材を回転させるかだそうです。
スプールガンだとケーブルの長さが10Mあるのでそんな面倒な事もしなくていいから
ゆくゆくはスプールガンでと考えてるみたいです。

母材を裏返して飛び出している部分をグラインダーで削り、溶接は終了です。


このアルミフレームがどんな感じで装着されるのか気になったんですが、
本日はこの溶接作業で終わりとの事でした。。。(涙)
が、別にフレームを装着してある車があるとの事でしたので、
実際に見せてもらいました。(喜)

↓

普段の仕事で溶接頻度は高くないとの事ですが、溶接をされる際に気を付けてる
ところがないか尋ねてみると・・・
・以前に溶接の光で目を焼いた事があり、丸一日目が開けれなかった事があるので
目をしっかり守る事。当然ですが・・昔みたいに面無しで溶接は行わない事。
・もう一つが周りも気を配る事。半自動溶接はスパッタが飛ぶので常に周りに人がいないか、
可燃性の物がないか気を配ってるとの事でした。
確かに溶接の技術云々より大切な事かもしれませんね。
この度は忙しい中の撮影、ご協力有難う御座いました。

今回使用した機種パルスミグ溶接機WT-225ALのページへ行く


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


