溶接講習レポート<半自動溶接> | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























溶接講習レポート<半自動溶接>
2021年06月25日
こんにちは、関東営業所の磯部です。
先週のTIG溶接講習につづきまして、今週、半自動溶接の講習を開催しましたのでご紹介します。
参加者は看板専門店を営んでいる方です。
「半自動溶接機は使ったことあるが、自己流なので正しい使い方を教えて欲しい」と、
のご要望でした。
自己流で溶接をされている方は、意外と多いのではないでしょうか?
自分も始めの頃は、見よう見まねの自己流でやっており、遠回りしていた頃がありましたが…
それでは、溶接講習のレポになりますが、

最初は鋼板に下向きで、溶接ビードを真直ぐに引く練習をしました。
多少の経験が有りますし、言うまでもなく技術者なので、すぐに真直ぐ引けるように
成りました。

しかし、どれくらいの溶け込み、ビード幅がよいのか見極め方が判らないので、絵に書いて
適正な(溶接)電流と(アーク)電圧の調整により、溶け込み方や溶接ビードの形状の違い
を説明しました。

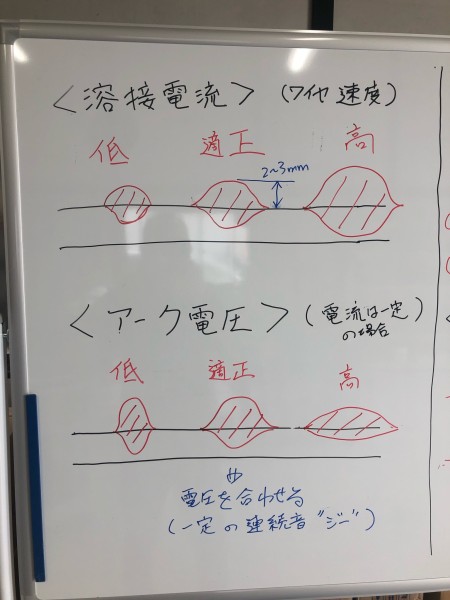
実際に電流を90A、100A、120Aと変えて溶け込み方やビード幅を確かめます。

つづいて、隅肉溶接の練習です。
トーチの角度、突出し長さ(チップと母材間の距離)を確かめて、一定の速度を維持して
溶接します。


ストレート(真直ぐに進める)で慣れてきたので、ウィービング(のの字)も練習してみました。
さらに実践に向けて、立向き(下進)溶接にも挑戦してみました。

そして最後に、明日からでもすぐに溶接作業ができるように、持参していただいた看板の骨組み
になる角パイプの溶接を練習しました。
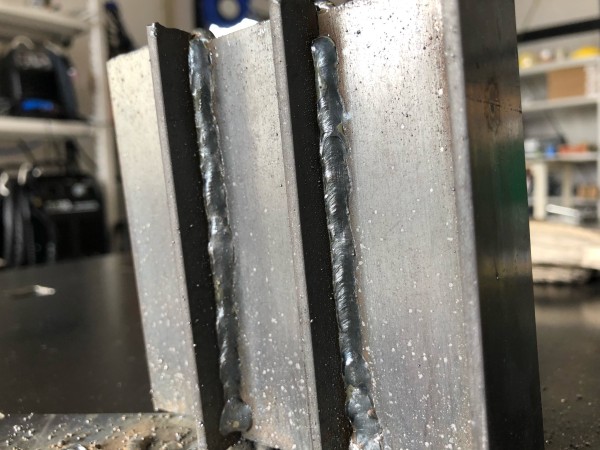
角パイプの厚みは2.3mmと薄いため、突合せる個所は穴が開かないように気を付けて溶接しま
した。すると真っ直ぐで、ビード幅も細く揃い難なく溶接ができました。しかも巧いですね。
今まで一生懸命に練習した成果ですね!


判らないことや疑問を感じたことは、なんでも質問されメモをとり、そして、繰り返し溶接し、
すごく熱心で時間も忘れて講習を受けられました。
実はこの後も引き続き、TIG溶接でアルミとステンレス溶接の講習も受けられましたので、
また次回、ご紹介したいと思います。
今回は、溶接講習にご参加いただきありがとうございました。
また何かご不明な点がございましたらお気軽にご連絡下さい。
皆さま、奮ってのご参加をお待ちしております。
https://www.weldtool.jp/contents/welding-lesson


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


