溶接講習レポート<アルミ、ステンレスのTIG溶接> | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























溶接講習レポート<アルミ、ステンレスのTIG溶接>
2021年06月18日
こんにちは、関東営業所の磯部です。
昨日、溶接講習を開催しましたので簡単にご紹介したいと思います。
参加者は最近、弊社のTIG溶接機とプラズマ切断機を購入されたお客様です。
以前から大手メーカーさんのハイスペックな溶接機を持っていましたが、仕事柄(特装車整備)
移動して使用することが多いため、購入頂いた両機とも軽量コンパクトで判りやすく使い易い
ので「便利に使っているよ」と、言って頂きました。ありがとうございます。
さて、講習内容はアルミ、ステンレスのTIG溶接です。


先ずは、アルミのTIG溶接です。
既に実践で経験されているので、「どうして?、なぜ?」「上手くいかないんだろう?」
など疑問点を聞き、アルミ溶接の特性を絵に書いて説明しました。
そして、それを頭に入れて溶接してみてもらいました。
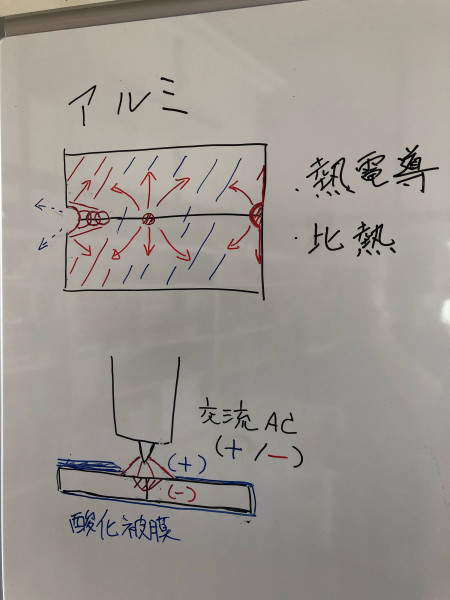

アルミの板を最初に溶接棒無しで、なめ付けで溶融プールの状態(溶け方)を確認して貰い、
その後、溶接棒の入れ方やタイミングの練習をしました。
その中で、特に溶接棒の送りが思うようにいかなく困っているようだったので、
溶接棒の持ち方を2、3パターン説明しました。
続いて、ステンレスのTIG溶接です。

板厚は3mmです。電流を100A⇒110A⇒120Aと変えていき、溶け加減、焼け加減を確認
してもらいました。
ステンレスの薄板は、溶かし過ぎるとプールがふらつきビードが揃わず、また、焼けて
(酸化して)黒くなってしまうので、適正な溶接電流値と溶接速度に気を付けてもらう
ようにしました。
そして、パルス制御の使い方がよく理解できていなかったそうなので説明しました。
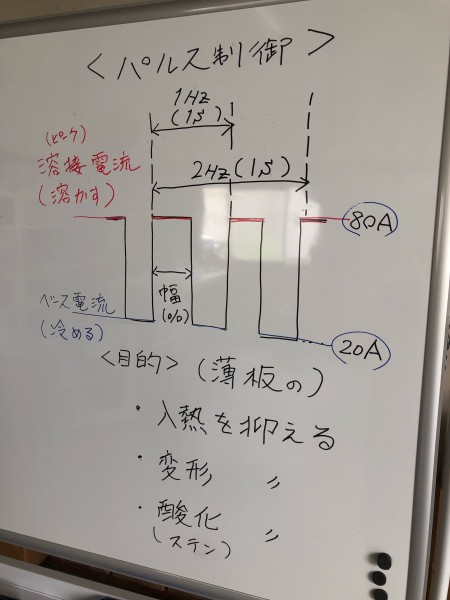

パルス制御(溶接)を使って、入熱(酸化)を抑えるとステンレス特有の光沢、色合いが出ます。
(光沢が有るのがパルス有りで、明らかに黒っぽくなっているはパルス無しです。)
周波数 1.5Hz~5.0Hzとパルス幅を変えて試しまた。

また、パルス制御の効果が発揮される便利な使い方を、ステンレスとアルミの薄板の角を
ナメ付けで、パルス周波数を変えて溶接してみました。溶け込み方と鱗ビードの違いが
よく判ります。
最後に、今まで実戦で困った時の原因と解決方法を私が判る範囲でお答えしました。
・溶接中に”ボー”となる!?
(母材の裏面に塗膜や汚れ、油などが有り、それが焼けてガスと成り出てくる事が原因かも)
・溶接強度について(脚長とのど厚)
・薄板の半自動溶接で穴が開きやすい時は?(ワイヤ経を細くし溶接電流を下げてみる)
・水冷式トーチは必要?(メリット、デメリット)
などなどをお話しました。それが少しでも解決に役立ってくれると良いと思います。
「あとは会社に戻って、繰り返し溶接しないと覚えないね…」と、
普段は主の仕事が忙しく中々時間が取れないようで、今回の講習が少しでもお役に立ち、
実戦で経験を積んで身に付けるてくれれば良いですね。
お帰りの際には、「こういう溶接を学ぶ場や基礎知識的な事を教えてもらう機会が無いので、
また改めて他のスタッフも講習に参加させたい!」と、言ってもらい講習した甲斐がありました。
今回は、溶接講習にご参加いただきありがとうございました。
また何かご不明な点がございましたらお気軽にご連絡下さい。
皆さま、奮ってのご参加をお待ちしております。
https://www.weldtool.jp/contents/welding-lesson


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


