初心者向け!シンプルで簡単、おすすめプラズマ切断機3選【選び方・使い方も紹介】 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























初心者向け!シンプルで簡単、おすすめプラズマ切断機3選【選び方・使い方も紹介】
2021年08月17日
こんにちは。WELDTOOLです。
金属の切断に最適なエアープラズマ切断機、金属を扱うプロの方からDIYまで幅広く
近年人気が出ています。
しかし、普段普通に生活をしていてもあまり耳にすることがなく、イメージとしては
難しい、高額、資格は必要なのか?といった疑問をもち、
なかなか手を出せない人も多くいらっしゃいます。

今回はそんな疑問を解消しつつ、切断機を選ぶ際のポイントなどを記述していきます。
ちょっとしたコツや、実際に切断機を使用している動画もございますので、
購入を検討されている方は参考にして頂ければと思います。
エアープラズマ切断機とは?
アーク(プラズマ)で金属を溶かし、高圧のエアーで吹き飛ばす機械の事です。
エアーコンプレッサーを使用することから、「エアープラズマ切断機」と呼びます。
ガス切断では切ることの出来ないアルミ、ステンレス、真鍮、銅、など電気が通る
金属であればほとんど切断することが出来ます。
また自分の好きな形に切断できるのもいいですね。
高速切断機やグラインダー、バンドソー等ではできない曲線の切断も楽にできます。
こちらのページでは各切断機(金属)の特徴等を記載しております。
(※クリックすると別ページに表示されます)


エアープラズマ切断機を使用するにあたって必要なもの
弊社のエアープラズマ切断機、本体に付属されているものは、
- ①切断トーチケーブル
- ②アースケーブル
- ③④消耗品(チップ、電極、カップ)
- ⑤トーチガイド
- ⑥エアーレギュレーター

※写真はエアープラズマ切断機「WT-100S」の付属品です。
従って他にご自身で用意するものは電源とエアーコンプレッサーのみとなり
商品到着後すぐに使用する事が出来ます。
※WT-30Cはエアーコンプレッサー内蔵なので電源のみでOK!
ただ、切断の際には高温で火花が跳ね返ってくる事がありますので
皮手袋、保護メガネがあるとより良いですね。
エアーコンプレッサーの容量について・・・
吐出空気量約90L/分以上、タンク容量30L以上のものがおすすめです。
電源は100Vのコンプレッサーでも問題ありません。ただ、800W程度ではなく、
1500W程度はあったほうがいいです。
800W程度のものでも使用はできますが充填待ちの時間が多くなります。

また、エアーコンプレッサー内蔵型もありますが、そうなるとどうしてもコンプレッサーは
小型になりますので、あまり連続使用が出来ないと思われます。
使用上の注意点、資格は必要なのか?
【使用上の注意点】
先ほど軽く触れましたが、切断の際は高温で火花が跳ね返ってくる事があるので
周りに可燃性のものがないよう気を付けて下さい。
当然周りに人がいないのを確認して使用する事ですね。
また、ヒューム(粉じん)が舞う事がありますので防塵マスクの着用をお願い致します。
【資格は必要なのか?】
プラズマ切断のほかに金属を切断するメジャーなものはガス切断があります。
ガス切断は100mm近い分厚い金属を切断出来ますが、
主に可燃性ガスのアセチレンガスやプロパンガスを
使用するため、危険が伴い資格が必要となってきます。
それに対して、ガスを必要としないプラズマ切断に資格は不要です。
使用感・機械を選ぶ際のポイント
使用前に写真メインになりますが、セッティングの説明をします。
(エアープラズマ切断機WT-100Sを使用)
本体に付属のケーブルを接続します。一番右側はアースを差し込むコネクタとなり、
先端のアースクリップは作業台、または母材に直接挟んで下さい。

切断するものに錆びや塗装がある場合にアースをセットする箇所を
グラインダー等で削って通電させる必要があります。(切断箇所も同様に錆びを削ります)

エアーホースを付属のレギュレーターに接続します。
出荷時に圧力を5キロに設定しておりますのでご自身での調整は不要です。

以上でセッティングは完了ですね。早速切断していきます。
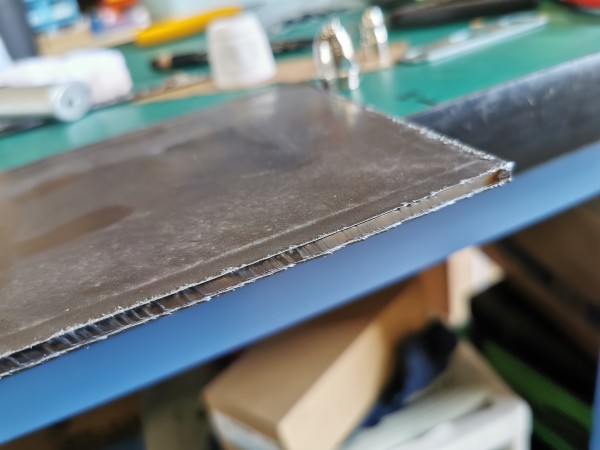
板厚3.5mm、マジックで線をひいた部分を切断していきます。
直線を走る場合はLアングル等を定規代わりにすると綺麗に切断が出来ます。

実際に切断しているところは動画をご覧下さい。

キレイな切断面です。若干切断面の上下にノロが付着していますが、
最終的にグラインダー等で仕上げれば問題ない程度です。
↓更に切断動画を見る場合はこちらからご覧ください↓
(※クリックすると別ページに表示されます)
★プラズマ切断機を選ぶ際のポイントとしては
- ・最大何ミリ切断出来るのか?
- ・切断する母材はどういった形状なのか?
この2点が重要になってきますね。
例えば平板7mmを切断するのであれば約10mm切断可能なものを
選択すると間違いないのですが、波打った板や加工してあるものですと、
キレイに切断出来ずに使用していてストレスを感じるかもしれません。
また厚み9mmあるH鋼でもボルト部分は板が重なってる事があるので、
余裕をもって十数ミリ切断出来るものが望ましいですね。
参考までに今までこういった職業の方がエアープラズマ切断機を購入しています。
建築業、解体業、工務店、運送業、バイクショップ、カーショップ、
廃棄物リサイクル業(スクラップ業者)、自動車整備、マリーンショップ(船関係)等
エアープラズマ切断のメリット
操作がシンプルで安全!
先ほどもお伝えしましたが、可燃性のガスを使用しない為、ガス切断と比較すると
安全で尚且つ操作が電流(パワー)の設定のみです。また使用方法さえ分かってれば
スキルを必要としない為、初心者の方でも扱いやすくなっております。
ただ、アーク=放電ですので長袖の作業着、保護メガネ、皮手袋の準備は忘れずに!
切断速度が速い!
ガス溶接では鉄の切断しかできませんが、プラズマ切断なら通電する金属ならほぼ切断可能です。
また切断速度が速く、薄物ですとあっという間に切断ができて作業効率がアップします。
プラズマ切断機が初見のお客様の所にデモでお伺いすると、大体皆さま口を揃えて
「切断速度が格段に上がった!」とおっしゃられます。
切り口がきれい!曲線を描ける
レーザー切断並みとはいきませんが、角パイプLアングルなどを定規代わりに使う事で、
ガス切断機よりはキレイな切断面を得る事ができます。
また、直線だけでなく曲線の切断もでき、複雑かつ多様な製品形状にも対応できますので
様々な分野で活用されています。
維持費が安い!
ガスを必要としないのでランニングコスト面で差が出てきます。
電気代はガス代とくらべると無視していいレベルで、チップと電極の消耗度合も、
グラインダーの砥石と比べると、同じ物を切る場合で金額的に1/3程度で済む場合が多いようです。
エアープラズマ切断のデメリット
切断可能な厚みに限界がある
ガス切断では100mm(鉄のみ)の金属も切断可能ですが、
プラズマ切断だと約5~40mm程度と限られてきます。
中にはそれ以上切断可能なものもありますが、機械自体大型になり、
初期費用もそれなりにかかると思われます。
電源やエアーコンプレッサーが必要
プラズマ切断機は200Vの電源があればどこでも使用できますが、電源が近くにない屋外や100Vのみ
配電されている場所では使用出来ません。同様にエアーコンプレッサーも必ず必要になってきます。
とはいえ、プラズマ切断機はデメリットと比べ、たくさんのメリットがありオススメです。
スラグ(ノロ)の処理が必要
切断部から出るスラグ、(ノロ、バリとも言ったりします)簡単にいうと溶解した金属屑を
処理する必要があります。
溶かした母材の量によってスラグの量は違い、板厚が厚くなるほど後処理が大変になってきます。
以上でエアープラズマ切断機がどういったものなのか解っていただけたと思います。
次項からはおすすめのプラズマ切断機を紹介致します。
おすすめのエアープラズマ切断機
・エアープラズマ切断機「WT-100S」
<特徴>
- ●最大40mm(軟鋼)切断可能、ステンレスは30mm!
- ●強力なパイロットアーク、チップ先端から出る強力なパイロットアークで多少被膜があってもそのまま切断が可能です!
- ●自己保持機能で使い勝手アップ。トーチスイッチを離したまま切断が可能!
- ●重量は30キロありますが、車輪付きで持ち運びが楽!
- ●使用後はアフターフローでトーチ内部を冷却するので消耗品が長持ち!
- ●Sシリーズは3年の保証付き!
- ●今ならモニター割引実施中!
- ※使用後感想、写真等を送っていただくと24,800円値引き!

・エアープラズマ切断機「WT-60」※新タイプにリニューアル!
<特徴>
- ●軟鋼なら最大約10mmまで切断可能!
- ●エアーレギュレターが内蔵で省スペース設計!
- ●家庭用の200V(エアコン等)の電源で使用可!
- ●低価格でDIYでも活躍!
- ●重量7.2キロ!小型で軽量なので持ち運びが楽!
- ●通電する金属はほとんど切断可能!
- ●安心の1年保証付き!

・プラズマ切断機「WT-30C」※エアーコンプレッサー内蔵
<特徴>
- ●軟鋼なら最大約6mmまで切断可能!
- ●エアーコンプレッサー内蔵でこの大きさ!
- ●家庭用の200V(エアコン等)の電源があれば使用可!
- ●低価格で現場、DIY等で活躍!
- ●エアーコンプレッサー内蔵なのに重量12キロ!
- ●通電する金属はほとんど切断可能!
- ●安心の1年保証付き!

消耗品を長持ちさせるコツ
トーチ先端にチップ、電極という消耗品があるのですが
切断方法(角度や速度)が悪いと直ぐにダメになり新しいものと交換になります。

先ずは切断の際のトーチの角度、スピードの説明です。
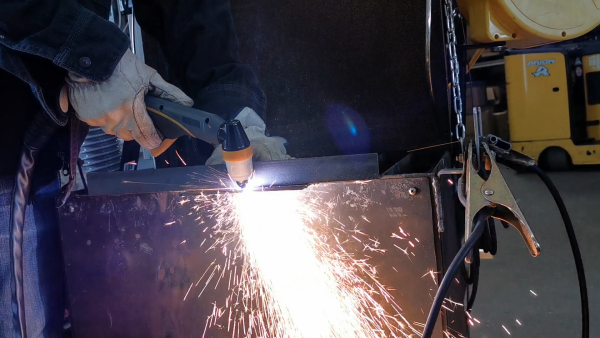
切断の時のトーチ操作の注意点は、
トーチを材料に対して垂直に保ち、一定のスピードで確実に火花が裏(下)に抜け
ているのを確認しながら送る。(送りは、押したり、横に引くのではなく、手前に
引いた方が楽に真直ぐに切れます。)
送りスピードは、
- ・早過ぎると、切り残しができ火花が跳ね返り浴びることになります。
- ・遅過ぎると、切り幅が広く(太く)なります。
適切な送りスピードは、切断する母材の材質と板厚に対して、プラズマ切断機の
出力(切断電流)のバランスで決まります。
下の画像では火花がしっかり下に抜けスムーズに切断が出来てます。(〇良い例)
一方こちらは跳ね返ってきてキレイに切断が出来ていません。(×悪い例)

チップ、電極を長持ちさせるコツをこちらで更に詳しく説明してますのでご覧下さい。
(※クリックすると別ページに表示されます)
お客様の声、よくある質問
弊社のエアープラズマ切断機を使用されてる方の声です。ご参考までに。
(※クリックするとご覧になれます)
他にも
- ・パワーが増して切断スピードが上がりました(金属スクラップ業者)
- ・32mmの金属も調子よく切断する事が出来、ガス切断で作業するのに比べてかなり時間短縮が出来ました。
- ・サンダーが入らない場所で困っていましたが、こちらのプラズマ切断機なら細かい場所も入るので、綺麗に外せました。(ガウジングで使用)等
まだまだお客様の声はございます。他にもご覧になりたい方はクリック↓↓
またこういったお問い合わせも多くありますのでご参考までに。
番外編
・ガウジング(はつり)とは?
ガウジングとは主に金属板の溶接欠陥部を除去する(溶接した箇所を剥がす)目的や
単純に金属板に溝を作ったりする事です。

弊社の切断機でガウジングが使用出来るのはWT-100、WT-100Sのみ
セッティングは先端の消耗品を交換するだけです。(下記画像)

使用方法は動画をご確認下さい。
続いては
エアープラズマ切断機で円切りコンパスを使用。
ここまでご覧いただきありがとうございました。
おすすめのエアープラズマ切断機!



製品について何かご不明な点がございましたらお気軽にご連絡下さい。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()


- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!
- ファイバーレーザー溶接機を長崎県の機械設計・製造会社様へ納品し、その場で2台目発注頂きました。
- レーザーカット+レーザー溶接でプラモデル感覚なものづくり色々
- 静岡市清水区の工場様へファイバーレーザー溶接機を納品させて頂きました


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


