お客様からリクエスト。プラズマ切断機WT-100で厚鋼板25mmの切断を検証しました。 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























お客様からリクエスト。プラズマ切断機WT-100で厚鋼板25mmの切断を検証しました。
2021年09月17日
こんにちは、関東営業所の磯部です。
今回は、お客様からのご要望でプラズマ切断機WT-100で厚鋼板25mmの切断を検証しました
のでご紹介します。
詳しいことは㊙企業秘密なので、ここではまだ言えませんが、何やら一番厚いところで25mm
の厚板を最長で15Mの長さを切断したいそうです。
また、この作業を人が行うのは大変なので、これを自動化しシステムを組みたいそうです。
(プラズマ切断トーチを自動機に取付て動かす)
なんだかデカいものを切断するみたいです。

検証したい事は、板厚19mm – 22mm – 25mmの3種類の鋼板をそれぞれ100mmの
長さを切断し何秒かかるか?また、作業性は如何なのか、他に必要なものは、
何か問題点は無いか?と、探っていきます。
それでは、順番に板厚19mmから切断しました。


続いて板厚22mmですが、自分がこのオペレーターをしていたので、写真を撮る余裕がなく忘れ
てました。どのみち画像で見ても同じにしか見えず違いが判らないですね。
やはり動画でなければ迫力が伝わりません。そのため代わりに以前、当社で22mmの鋼板を
切断し撮影した動画が有りましたので、こちらをご覧ください。
最後に一番厚い25mmを切りますが、周りから「もう少し速く切れないか」と、プレッシャー
を掛けられてしまいました。
出力電流は100Aと最大なのでこれ以上あげられません。プラズマ切断は、ただ切るだけで技量
なんて必要ないと思っていました。しかし、ここまでくると、後は自分の技量によるところです。
それでは、気合を入れて本気モードでいきます。(今まで手を抜いていた訳ではありませんが(笑))
操作を確実にし少しでも速くするために工夫しました。
先ずフリーハンドだとブレたり、引掛けたりするので定規を固定して両手で操作できるように
しました。

それから、ベストな切断速度が重要に成ってきます。
焦って切断速度を少しでも速くし過ぎると切り残しがでますし、遅いとドロス(溶けた金属が裏側に
付着する)が多く付着しまたくっ付き合ってしまう。
従って、溶接の時と同じように集中してトーチ角度がブレない様に一定の速度で、溶けて切れている
部分を良く観察して切っていきます。


何度か切断し最速タイムがデマシタ!なんと″25秒″でした。
(速いのか遅いのか分からないと思いますが…(笑))
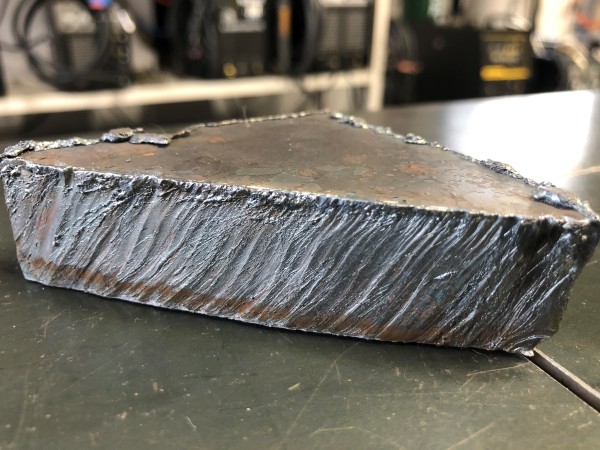
やはり、速く切れた時は切断面もキレイでした(今回の作業には必要有りませんが)。
これで終わりかと思いきや今度は、「鋼板の端から切るのではなく途中から穴を開けて
それから切って欲しい」と、頼まれ「えっ! 25mmも厚みが有ると穴を開けるのは?」
今までやったことが無かったのですが半信半疑で試してみました。
(穴が抜けるまでは、火の粉が跳ね返り顔に被ってしまうので、トーチ角度を斜めにして
火の粉を向こう側に飛ばして抜けたら垂直にする)

お見事!穴が開き、切断できました!

今までこんなに厚板を連続して切ったことが無かったので、意外と疲れました。
(周りに見学者が7~8名いて緊張していたせいもあり)
お疲れ様でした。
お客様は、実用化に向けて今回切断した重たい鋼板を持って帰って、今日検証した結果を皆さん
でまとめるそうです。
因みに、「今回使用したプラズマ切断機の使用率は、最大出力電流100Aで連続6分切断したら
一度休ませないとならないですが」と説明すると、お客様から「ぢやあ、2台並べて交互に使え
ば」等々、終わりに意見交換をしました。
上手くまとまると良いですね。今後が楽しみです。
また何かご不明な点などございましたら、お気軽にお問い合わせ下さい。
今回使用した機種の詳細はこちらよりご覧になれます。
・エアープラズマ切断機WT-100
(クリックすると別ページに表示されます)


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


