無垢テーブルや家具販売(木材加工)会社さんに溶接講習を行いました。 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























無垢テーブルや家具販売(木材加工)会社さんに溶接講習を行いました。
2021年10月07日
こんにちは、関東営業所の磯部です。
今回は、千葉県の伊勢戸銘木店さんから、
「木材販売・加工(無垢テーブルや家具)を本業としていまが、お客様から金属部材との
マッチングを良く要望されます。できれば自社でそれらを作りたいと思っていますが、
初心者なので先ずTIGと半自動溶接の違いなどを理解して商品を購入したいと思い講習を
希望しました。」と、ご要望あり講習を行いました。
ご興味がある方は、こちらをご覧下さい⇒[伊勢戸銘木店]


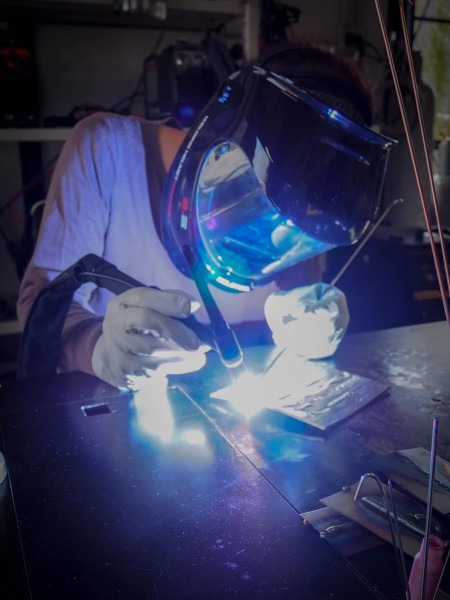
伊勢戸社長とスタッフの方の2名が交代交代で講習されました。
スタッフは、なんと女性の方です。近頃は″溶接女子″なんて聞くように成ってきましたが、
私が溶接訓練を受けた時にも20人のうち3人が女性でした。
(男性陣より巧かったような…(笑))


講習はTIG溶接を選ばれました。半自動溶接との違いを見てもらい、TIGは丁寧でキレイな
溶接なので(やはり匠の木材加工屋さんですね)。
講習の一部をご紹介します。
まずTIGトーチの持ち方をですが、トーチをブラさずに安定して送るためには、手や手首に
無理が無いような形で持ちます。溶接部の形状によって様々な持ち方が有るので、基本的な
持ち方を説明しました。


それから、適正なアーク長(母材とタングステン電極の先端との距離)の説明しました。

アーク長は、溶接性に影響する最も大切なことです。
用途や板厚によって多少変わりますが、一般的に3mm前後が適正です。
それは、距離が短い程アークが集中し、溶かしたい箇所だけが良好に溶けてくれます。
長くなる程アークが広がり不安定になり、溶接部の周辺を焙っているような感じになり、
溶かしたい箇所がうまく溶けてくれません。また、溶接棒も入れ難くなります。
そのため、特に薄板では母材に接触するぐらいまでアーク長を短くします。
(集中力が切れていると、よく母材にくっ付けてしまう… 😥 )
その他、溶接電流と溶接速度の関係、パルス溶接の使い方、タングステン電極の研ぎ方、
溶接棒の選定などなどを説明しました。
スタッフの方は上達が早く、最後はアルミ溶接にも挑戦しました。
様になってて、なんかカッコイイ、そして巧い!。恐るべし!″溶接女子″

あとで、感想のお言葉を頂きました。
「講習を終えてみて、教わらなくても出来そうな気もしましたが、実際に触ってみて思いついた
疑問や指導してもらいコツを知って、これを自分の経験だけで解決するより習った方が上達が
早いと理解できました。」
また、「溶接機の購入をその場で決めて、トラックに溶接機を積み込み千葉に戻ったのですが、
帰り道の車の中では、社長と私は半ば興奮状態、溶接機で″アレ″もしたい!″コレ″もしよう!
と、夢は膨らむばかりでした。」
溶接(機)が、人に″夢や希望″を与えることができるなんて… 溶接機専門店の従事者として
冥利に尽きます。
この度は、溶接講習にご参加いただき、またWT-TIG200溶接機をご購入いただき、誠に
ありがとうございました。
また何かご不明な点などございましたら、お気軽にお問い合わせ下さい。
弊社の溶接機をご購入いただくと丁寧な操作説明から溶接講習まで行いますので、
初心者でも安心してご使用いただけます。(弊社にご来店頂いた場合)
今回使用した機種の詳細はこちらよりご覧になれます。
・TIG溶接機 WT-TIG200
(クリックすると別ページに表示されます)
溶接講習をご希望の方は、こちらから詳細がご覧になれます。
https://www.weldtool.jp/contents/welding-lesson


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


