半自動溶接機<パルスミグWT-MIG225AL>の納品を兼ねて、アルミ溶接のコツをレクチャーしました。 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























半自動溶接機<パルスミグWT-MIG225AL>の納品を兼ねて、アルミ溶接のコツをレクチャーしました。
2022年07月15日
こんにちは、WELDTOOL関東営業所です。
長野県の産業用機器製造業を営む小林エンジニアリング㈱様にパルスミグ(半自動)溶接機
WT-MIG225ALの納品を兼ねてアルミ溶接のコツをレクチャーしてきましたのでご紹介します。

小林エンジニアリンさんは、アルミのアングルで製作物をする為に、今年の2月に当社
の<直流/交流TIG溶接機 WT-TIG200>を購入して頂き、TIG溶接機で溶接してました。
. その時の記事です↓↓↓(※クリックするとページへ移動します。)
アルミ・アングルを溶接するためにTIG溶接機 WT-TIG200を試し、即決でご購入頂きました。


そして今回、久しぶりに連絡があり話しを聞くと、
「またその製作物の追加受注が有ったので、今回は生産効率を上げるために半自動溶接で
溶接しようと考えているのだが… 如何なんだろう、迷っている…」と、相談がありました。
迷いというのは、
① 半自動溶接でアルミが(自分達が)上手く溶接できるのか?
② 実際の作業性は、如何なんだろう?
等々、アルミを半自動溶接機で溶接した経験が無く、疑問があったようでした。
そのため、先ずはサンプルの材料を送ってもらい溶接テストをし、見てもらう事にしました。
<溶接サンプルをテストした時の動画です> ↓↓↓ ご覧下さい。


結果は、これだけ溶接できれば十分だそうで良かったのですが、
「果たして、自分達で同じ様に溶接できるか?」と、心配されてました。
長年、製造業を営んでおり、鉄の半自動溶接は十分に経験が有るので、
「パルスミグ(半自動)溶接機WT-MIG225ALで溶接すれば、アルミ溶接の経験は無くても大丈
夫ですよ。後は、コツさえ分れば、出来ますよ!」と、背中を押してあげ、溶接機の納品を兼ね
てレクチャーをすることにしました。
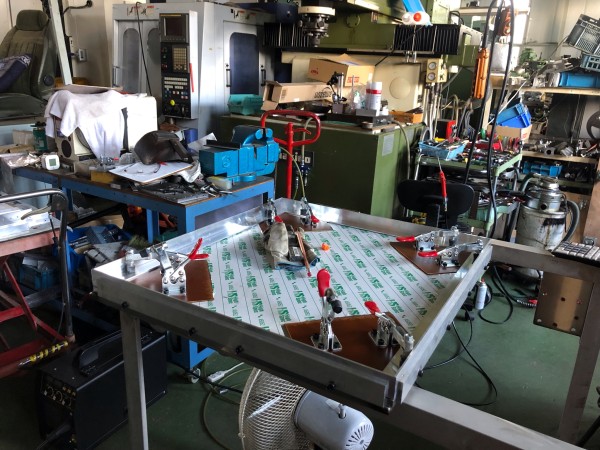
という事で、工場に訪問すると、<直流/交流TIG溶接機 WT-TIG200>が、しっかりと設置
されてました。 😀

早速、隣に置いてセッティングしました。

それでは、アルミ溶接のコツを実際に溶接しながら説明しました。


<(鉄と比べて)アルミ溶接のコツと解決方法>(パルスミグ溶接機を使用すれば)
① 最適な溶接条件<電圧、電流(ワイヤー速度)>の設定 ⇒ シビアなので経験値が必要
⇒ Auto設定機能(板厚を選択すれば自動で設定される) ←クリックすると説明動画へ移動します
② 製品の性質上、溶接ビードに美観が求められる ⇒ 一般的にTIGで溶接する
⇒ パルスミグ(スプレー移行)溶接なので低スパッタでキレイなビードになる
③ アルミワイヤーの送給性 ⇒柔らかいため通常(鉄用)の溶接トーチ(ライナー)では送給不可
⇒ アルミ用の溶接トーチ(ライナー)なので、安定した送給が可能
④ 温まりにくく、冷めにくい(比熱、熱伝導が高いので)
⇒つまり、熱の入り方次第で溶け込みの変化が大きいく、冷えている状態では溶けにくく、
一旦、熱が入ると溶けやすい
⇒ 溶け込みに方に合わせて溶接速度(速く、遅くする)、又は、溶接電流(上げる、下げる)を変える
. ここは、やはり経験と技術に成ります。
以上の事(④)を意識して試してもらいました。


<その時の溶接した動画です > ↓↓↓
すると2~3回、溶接しただけで特に難しくない事が分ったようで安心されてました。
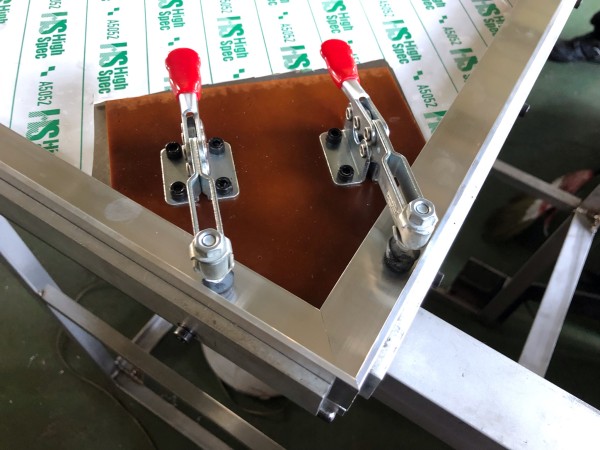
後は、実作業に使用する治具を見せてもらいました。
よく見ると治具とアングルの間に断熱板を挟んでますね。
直接治具に固定してしまうと治具(のベース)に熱を取られて溶け込みが悪くなるため、だそうです。
さすが、ここが長年培った製造業のノウハウですね。
これを見て少し助言をしました。
角継ぎを半自動溶接すると、ビードの余盛(ビードの盛った部分)が高く(厚く)なってし
まう為、この部分だけはTIG溶接にした方が薄く余盛ができ、後で仕上げの切削が楽で早くできる。
その他の部分は半自動で溶接するなど、使い分けるとトータルでの作業効率が良いのでは、
等々話をしをしました。
完成形です。


小林エンジニアリンさんは、今回、実際にパルスミグ溶接機を試して、「最初からTIG溶接機と
半自動溶接機の両方を買って溶接すれば良かったな~~」と、仰ってました。
帰りに「わざわざ遠方まで来てくれてありがとう」と手土産をいただきました。
ありがとうございます。また、撮影のご協力ありがとうございました。<(_ _)>
この度は弊社の溶接機をご購入いただき誠にありがとうございました。
また何かご不明な点がございましたらお気軽にご連絡下さい。
弊社溶接機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますので
お試しいただけます。また、お近くでしたらデモにお伺いします。
お気軽にご連絡ください。
株式会社WELDTOOL
【福岡営業所】 092-834-2116 【関東営業所】 048-954-8901
今回使用した機種の詳細はこちらよりご覧になれます。
パルスミグ溶接機WT-MIG225AL
※クリックすると商品ページへ移動します。


溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


