最新情報 アーカイブ | 21ページ目 (23ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























2018年07月20日

以前にもエアプラズマ切断機WT-60とTIG溶接機WT-TIG200を購入いただいて
いたお客様ですが、今回は半自動溶接機WT-MIG250(三相200V)を購入
していただいたので、直接、溶接機の取扱い、説明を兼ねて配達に伺いました。
配達の日が西日本豪雨の後だったので、被害など受けてないかと心配していましたが、
「近くの川が氾濫しそうだったけど大丈夫だったよ」
との事だったので安心しました。
今まではアーク溶接を使用して鉄板など溶接していたけれど、数をこなすのに
何度も溶接棒を変えるのが大変なので、
比較的操作が簡単な、半自動溶接機にしようと購入いただきました。
TIG溶接機は今年の3月頃ご購入いただいていましたが、まったく初めてで
まだ一度も使用していないとの事でしたので半自動溶接機のワイヤーの取付け方や
TIG溶接機のダイヤルなどの説明をして、
実際に溶接を見ていただき、お客様に溶接していただきましたが、
半自動はやはりアーク溶接をされていたので、申し分なく使いこなされていて、
TIG溶接もなめ付けだけでなく、溶接棒入れも直ぐにコツをつかまれていました。

実際説明をうけたり、溶接を見るとわかりやすかった。と言っていただき、帰りに冷たいコーヒー
までいただきました。
ありがとうございました。
猛暑を通り越し、酷暑が続いているので、現場で頑張っておられる皆さん
くれぐれも身体に気を付けて、この夏を乗り切ってください。
ご不明な点などございましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
2018年07月05日
こんにちは。
以前WT-TIG200を購入されたお客様より、メールで溶接したマフラーなどの写真を送っていただきました。
その出来栄えが非常にキレイだったので、近県で個人的にも興味がある分野だったため、お伺いさせていただき溶接を教わってきました。
相当お上手でしたので、若干テンション高めでお送りいたします!
それではご覧ください。
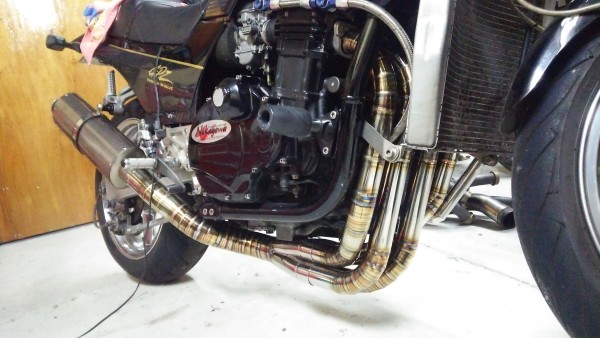
送ってもらった写真その①車のマフラー

その②マフラー出口?部分

おぉぉ…クオリティーめっちゃ高いです…!
マフラーの造形美がヤバい(*´Д`)ハァハァ
TIG溶接の経験がある人なら分かると思うんですけど、パイプの溶接って結構難しいんです。
形状的にもそうですし、厚み的にも1mmぐらいしかないマフラーのパイプって、ちょっと油断すると下の写真のように穴が空いちゃいます。

それを一定のビードで仕上げるって相当な腕前です。
ちなみに、オーナーが焼け色付きを希望する場合はわざと色付けて、そうじゃない場合は銀色(酸化が無く、一番いい溶接)で仕上げるとのこと。
普通はそんな余裕無いと思います…(汗)
溶接機を販売する立場ですが、溶接の腕としては本職の方と比べると全然ですので、可能であればそのテクニックを是非ご教授いただきたいところ。
というわけでお客様にコンタクトを取ったところ、快諾してくださいましたので、お伺いさせていただきました。
早速ありました。
輪切りにしたパイプを溶接して組み合わせて作られたマフラーです!
まるでmotogpの車両みたいで、カッコイイ!!

既製品のマフラーと違って量産するわけじゃないのでできる、贅沢仕様です。
他にもフライス盤の話なんかで盛り上がりまして、すっかり溶接を見せてもらうという目的を忘れかけてましたが(笑)、ここでお目当ての溶接を見せてもらうことに。
まず、持参したチタンパイプをメタルソーで切ってもらっています。
音もそこまで煩くなくて垂直に真っすぐ切断されており、グラインダーで軽くバリ取りした程度ですぐに溶接可能だったので、非常に便利でした。

バンドソー切断だとどうしても刃が僅かにナナメに入ってしまうので、切ったパイプを合わせようとしても切断面がピシっと出ないんですよね。
今回のようなマフラーのパイプに使われる薄物の場合、合わせ面がピッタリくっついてないと一瞬で穴が空いてしまいます。
それを避けるためにグランダーで手修正する必要があり、溶接開始までに時間がかかっちゃうんです。
さて、切っていただいたこのパイプを軽く溶接してもらったんですが、酸化が一切ありません!!
酸化の具合で銀→金→青紫→灰色…のような感じで色が変わるとのことで、この銀色は酸化が全くと言っていいほど無い、完全溶接になります。
つい最近アップしたチタンマフラー溶接の動画が恥ずかしくなってきた…
現物は写真よりもキレイに見えます。

ちなみにこちらは私が自作したチタンマフラーの一部です。
遠目に見るとそんなに悪くない感じがしますが…

近くで見ると酸化しまくっており、溶接ビードは良くて紫、ほとんどのところが灰色です。
「これじゃあ試験では落とされるでしょうね。」 とのことでした。
また、溶接ビードも幅にバラつきがあり、見た目もよくありません。
このマフラーを作ったのは、訪問させてもらうほんの2週間前ぐらいだったので、教えてもらいに行ってからすればよかったと激しく後悔しております…( ノД`)

続いてステンレスのアングルです。
こちらは会社で試しに溶接したりしたところイマイチきれいに溶接できなかったため、若干母材のせいにしていた部分もありましたが…

試して頂いた結果、めちゃめちゃキレイにできてます…完全に腕の問題やん…!!
「ちょっと試してみますね」でこの仕上がりでしたので、感動すら覚えました。

ちなみに上記はローリングという溶接トーチの送り方で溶接されています。
言葉じゃ説明が難しいため、ローリングで溶接した動画を撮ろうと思って練習しましたが、仕上がりに月とスッポン程の差がありましたので、ここにはとても載せる気になれませんでした…スイマセン。
しばらく練習してある程度見せれる物になったら、ちょこちょこ記事で上げていこうと思います。
普通はこんな技術を教えてはもらえませんので、拝見させていただいて非常に参考になりました。ありがとうございました。
これらの溶接は全てTIG溶接機WT-TIG200で溶接されています。
上手い人が使えば、このようにキレイに溶接できます!
ご不明な点などございましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
2018年06月01日
こんにちは。
弊社のTIG溶接機に新たなラインナップが追加されることになりましたので、ご紹介させていただきます。
こちら近日発売予定の「WT-TIG200mini」は弊社で売れ筋No,1のTIG溶接機、WT-TIG200のコンパクトバージョンとなっております。

コンパクトな本体とは裏腹に、様々な機能がついています。
・パルス設定
・プリフロー、アフターフロー
・アップスロープ、ダウンスロープ
・TIG/アーク溶接(手棒)切り替え…等
簡単に説明させていただきますと、WT-TIG200と機能面ではほとんど変わりありませんが、唯一アルミの(交流での)溶接はできませんのでご注意ください。

詳しくはこちらの動画にて解説しておりますので、ご覧ください。
こちらの動画では実際に軟鋼角パイプをTIG溶接しています。
厚み2mmの角パイプを100Aで溶接していますが、出力的にも全然余裕です。
重量も8キロ弱と軽量となっており、100V/200Vどちらの電源でも使用可能ですので、現場への持ち運びに最適な商品となっております。

こちらの直流TIG溶接機WT-TIG200miniは今夏発売予定です。
ご不明な点などございましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
2018年05月28日
こんにちは。
人気につき在庫切れとなっていたTIG溶接機WT-TIG200ですが、先週中ごろに入荷が完了しております。

ご検討中のお客様が多数いらっしゃったのか、先週の段階で2パレット分ぐらいはすぐに無くなっちゃいましたが、まだまだ在庫の方ございます。
車の配管や

バイクのシリンダーヘッドの割れの修正など

他にもマリン関係、食品工場関係などの皆様にご利用いただいております。
何かご不明な点などございましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
2018年05月14日
こんにちは。
建築足場関係の会社様に半自動溶接機のことでお問い合わせをいただき、デモを行った後に納品してきました。
今までは足場に穴が空いたり、割れたりしたら外注に出して補修していたけど、自分たちで治せるなら治したいとのことでした。
こういった足踏み台になる部分や骨格となる単管パイプですが、長いこと使っているとヒビが入ったりしてしまうそうです。

とりあえず試しに端材で溶接していただいたのですが、「あぁ溶接しっかりできとる音やね」とご納得のご様子でした。

ちょっと写真を撮るタイミングが悪くてスパークが終わってしまっているですが、足場の溶接も実際に試していただき、「全然普通に使えるね」ということでご注文をいただきました。

今回は急ぎで溶接したい物があるということでしたので、近場だったこともあり週明けの本日直接納品させていただきました。
建築用の足場は設置/解体する際にハンマーでガンガン叩くので、頻繁に補修が必要になってくると思います。
自社で補修を終わらせてしまえば経費削減にも繋がるかと思いますので、今まで外注に出していた会社様などは是非ご検討ください。
ご不明な点などございましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
2018年04月19日
こんにちわ。
弊社ではエアープラズマ切断機を販売しており、その機械はエアーコンプレッサーを接続して使用します。
今までも多くのお客様に販売し、その後のサポートも行っております。
その中で、様々なことが原因で切断できない場合があり、問い合わせをいただくことがあります。
原因は様々ですが、その一つとしてエアーコンプレッサーの水分が除去されておらず、その水分がプラズマ切断機のトーチ先端部分まで到達し、アークが発生せず切断できないことがあります。
他のエアーツールの故障の原因にもなりますのでエアーコンプレッサーのドレン抜き(水分除去)は定期的に行うことをお勧めします。
とくにこれからの季節は湿気が多くなりますので。。
ということで弊社で使用しているコンプレッサーのドレン抜きを行いました。
タンクの下の方にネジがあり、それを緩めるとタンク内の水分が出てきます。タンク内のサビと混じって赤茶色になっています。
まだ購入して2~3か月ですがけっこう出てきました。

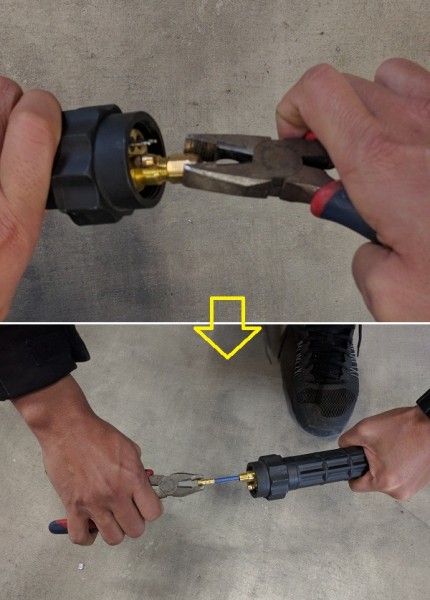
ドレン抜きは定期的にしなくてはいけませんが、こちらのドライフィルターをコンプレッサーに接続することで水分がある程度除去されるようで、買ってみました。(950円程度)

ドライフィルター装着前

ドライフィルター装着後

これでこれから来る梅雨の時期も安心!?
とは言っても定期的にドレン抜きは行いましょう。
他にも自動でドレン抜きをしてくれるオートドレントラップ、オートエアートラップという装置もあるようです。
2018年04月04日
こんにちは。
4月末に初心者の方に向けた溶接機の説明会を開催します。

TIG溶接機と半自動溶接機の説明会となりますので、ご検討中の方や興味がある方はお気軽にご参加ください。
会社様はもちろん、個人の方でも構いません。溶接したい母材などもございましたらお持ち下さい。
未経験者の方も歓迎しますので、実際に溶接をお試しいただければと思います。
日程:4/25(水)14時から 参加費は無料です。
開催場所 株式会社WELD TOOL 社内
都市高速「野芥」より5分程度
当日は参加人数にもよりますが、円滑に皆様に溶接を試していただきたいと思います。
ですので、時間のかかる修理目的の方はご遠慮ください。
尚、弊社内で説明会を行いますので、駐車スペース及び人数に限りがございます。
参加をご希望の方はお電話かメールにてご連絡の程よろしくお願いいたします。
TEL:092-834-2116
k-koga@weldtool.net 担当:古賀
2018年03月29日
こんにちは。
先日、栃木県宇都宮市にある帝京大学宇都宮キャンパスに行ってきました。

きっかけとして、全国学生フォーミュラ大会に出場する車両を作っているが、時間的に製作が間に合っておらず予算的にも厳しいため、よかったらスポンサーになっていただけませんか?
とのご相談を受け、上司に相談してOKを貰いましたので、TIG溶接機を無償提供して制作現場を拝見させていただくことにしました。
当日は新幹線を乗り継いで宇都宮駅~帝京大学に到着しました。
天気はあいにくの曇り模様でしたが、本降りになることはなく、スブ濡れにならずに済んだのでよかったです。

担当されていた方に案内され、学生フォーミュラマシンが製作されている施設へ。
さすが大学だけあって、結構な敷地の建物です。

中に入ると実習で使うとみられる旋盤やフライス盤などの機械が何台も置いてあり、この時点で羨ましい限りだったんですが

奥にはNC旋盤やマシニングも置いてありました。ウチの会社にも一台置いてほしいなぁ~(笑)

前置きが長くなりましたが、レース車両にご利用いただくTIG溶接をご紹介させていただきます。
弊社からはTIG溶接機WT-TIG315(電源:三相200V)を供給させていただきました。

こちらは最大で315Aの出力と交流/直流の切り替えにより、ステンレス、鉄、アルミと様々な金属が溶接可能となっております。
パルス設定やクレーター処理なども細かく設定できますので、経験者の方にも価格以上の性能にきっとご満足いただけると思っております。
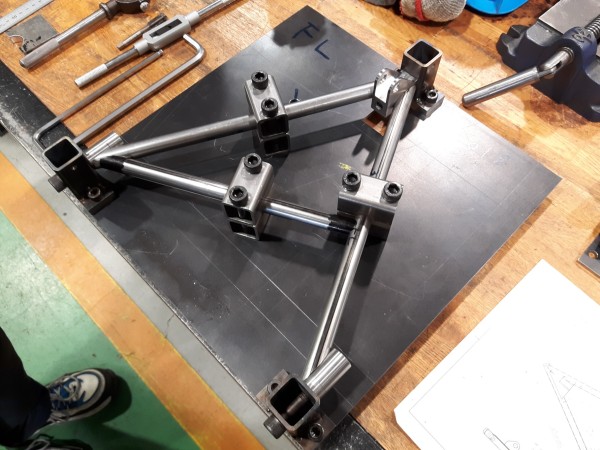
写真は今年度の車両のフレームで、溶接して組み立てていくために冶具に固定した状態となります。

今からこちらの足回りの部品(アーム)を溶接するとのことでした。
歪んで寸法が変わってしまうと都合が悪いので、専用の冶具の上でしっかりと固定されています。
これでも多少歪んでしまうので困るとの事でしたが、学生とは思えないぐらいにキッチリと下準備されていました。
TIG溶接中です。
溶接自体は学生が講義の合間を縫って代わる代わる作業している形で、なかなか経験が積めないので慣れませんと仰られており、近場だったらもう少し気軽にお伺いするなり来ていただいても結構だったのですが。

こちらは前年度出場したマシンの足回りですが、完成するとこんな形になります。

こちらも前年度出場したマシンです。
初出場だったので、細かい問題が起きたりして制作の期間的余裕も無く大変だったとの事です。
何でも完成するのが遅れて、ぶっつけ本番に近い形でドライバーがステアリングを握ったのだとか。

その後もしばらく学生フォーミュラについて色々とお話をお伺いし、帰路につきました。
この度はお忙しい中ご対応いただきまして、誠にありがとうございました。
興味のあるジャンルでしたので、余計な口出しをしてしまったような気もしますが。。。楽しそうですね。応援しております。
[追記]
後日、フレームが完成しましたとのことで、連絡と写真をいただきましたので、掲載させていただきます。



とても頑丈そうなフレームです。
溶接の歪の問題もあったでしょうし、立体物のため精度を出すのが相当大変だったんじゃないかと思います。
今すぐにという訳にはいかないでしょうが、今後いい結果が残せたらいいですね。
いい写真をありがとうございました。
ご不明な点がありましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
2018年02月21日
こんにちは。
今回は半自動溶接機を使用しているときに起こりえる不具合の解決方法を
説明致します。
不具合の種類としてはワイヤーの詰まりや送給ローラー付近でワイヤーがクラッシュ
(ワイヤーがはみ出てくしゃっとなる)する現象があり、それぞれの対処法を確認下さい。
●ワイヤーが詰まった場合
トーチのケーブルの中にはライナーと言う細長い形状の部品が入っており、
その内部をワイヤーが通ります。
溶接をしていると、まれにそのライナーの中で詰まってしまい、ワイヤーが出てこない場合が
あります。その場合、まず送給ローラー付近でワイヤーをカットしてトーチの先端に出ている
ワイヤーをペンチで挟んで引っ張り出します。強く引っ張っても出てこない場合はトーチを本体から
外して逆側から引っ張り出します。(その際ワイヤーに先端はカットしておきます)
どちらからも引っ張り出せない場合はライナーを交換します。
ワイヤーが詰まらないように、以下の点にご注意下さい。
・トーチケーブルはなるべく急な角度では曲げない
・ワイヤーが錆びている場合はブラシ等で錆を落としてから使用する。
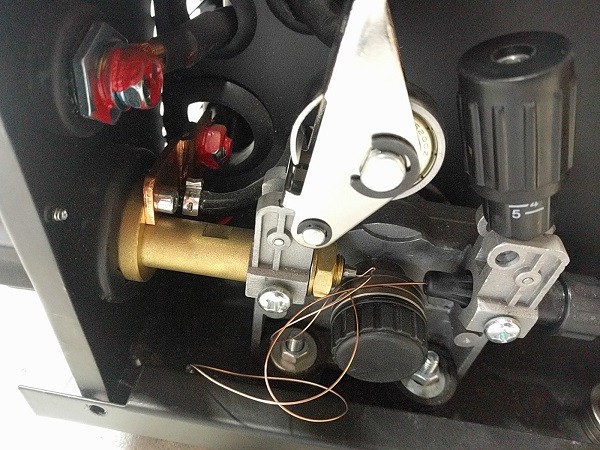
・メンテナンスとして定期的にライナーを取り出し、エアブローして内部のゴミやススを除去する。
(下記写真参照)トーチ根元のナットを外し、ライナーを引っ張り出し、エアーブロー。
●ワイヤーがクラッシュした場合(送給ローラー付近でワイヤーがはみ出てしまう)
これは細径ワイヤー(φ0.6mm)や、柔らかいアルミワイヤーを使用する際に起こる現象で、
溶接中に母材をたたくような感覚の時に、(ワイヤーは送給ローラーで送られるが)ワイヤー先端部分がうまく溶けずにたたくような感じになり、送給ローラー付近でワイヤーがはみ出てしまいます。
この場合、ワイヤーをカットして再度セットするのですが、以下の点を確認して再度溶接
するとほとんどの場合、うまくいきます。
★コンタクトチップはワイヤー径と同じものを使う。
例えばΦ0.6mmのワイヤーにΦ0.8mmのコンタクトチップを使うとワイヤーにうまく電気が伝わらず母材をたたいてしまいます。
★Φ0.6mmワイヤーを使用する場合はワイヤースピードを速めに設定し、ノズルからワイヤーの突き出しを通常よりも短めにして溶接する。
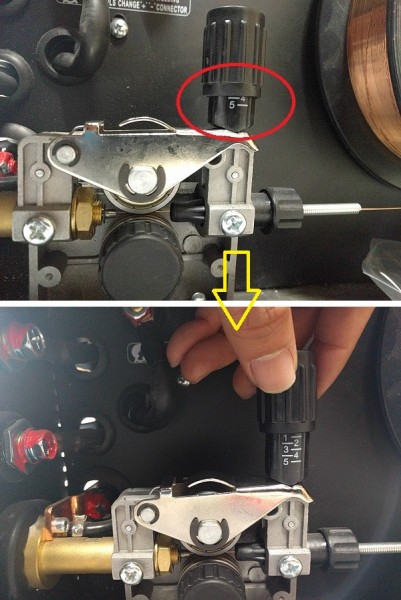
★送球ローラー部でワイヤーを抑えるストッパーのつまみを緩める。
このつまみを緩めることで溶接中にワイヤーがうまく溶けずに母材をたたいたとしてもローラーが空回りしてクラッシュするのを防ぎます。
他、送給ローラーの溝にゴミが溜まっている場合は掃除して取り除いて下さい。

他、不明な点がございましたらお気軽に連絡下さい。
2017年12月22日
こんにちは。
先日トラック販売の会社さんにプラズマ切断機に関するお問い合わせをいただきまして、WT-60とWT-100どちらがいいかで迷われていらっしゃいました。
用途がトラック関係で板厚的には10mm以下のものがほとんどということで能力的にはWT-60でもいけそうな感じでしたが、凹凸があったりするとWT-100の方が余裕を持って切断できますとお伝えしたところ、よかったらデモに来てくれませんかとのことでした。
場所をお伺いすると宗像市でそう遠くなかったので、その日のうちにデモに行ってきました。
お伺いしたのはこちらのトラック王国さんで、中古トラックの販売業の会社さんです。
何でも九州の展示場は初出展とのことでした。

ちょっと切断中の写真が無いので寂しいんですが、端材であった板厚15mm程度の鉄の部品を切断しまして、お客様にも試していただきました。
何でもトラックのサイドガードやパネル類の切断に使いたいとのことです。
最終的にこちらのWT-100を購入いただきまして、そのまま納品して帰路につきました。

プラズマ切断機のことは存在を知らなかったとのことで、実演してみて「おぉーよく切れるね!」とおっしゃられてました。
グラインダーなんかとは雲泥の差で切れますし、使用方法も切りたい箇所にトーチを近づけてスイッチを押すだけの簡単操作です。
ご不明な点などございましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116


- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!
- ファイバーレーザー溶接機を長崎県の機械設計・製造会社様へ納品し、その場で2台目発注頂きました。
- レーザーカット+レーザー溶接でプラモデル感覚なものづくり色々
- 静岡市清水区の工場様へファイバーレーザー溶接機を納品させて頂きました
- ファイバーレーザー溶接機の納品レポート<茨城県のレッカー車製作、車両架装工場>
- 愛知県名古屋市にファイバーレーザー溶接機を納品しました。
- 福島県いわき市、郡山市にファイバーレーザー溶接機を納品しました。
- 宮城県名取市、栃木県日光市,福井県福井市にファイバーレーザー溶接機を納品してきました。
- ファイバーレーザー切断機をテスト中です。
- 関西周辺へファイバーレーザー溶接機を納品しました。
- 埼玉県、群馬県にファイバーレーザー溶接機を納品してきました。
- ファイバーレーザー溶接機の納品レポート<間仕切り・パーテーションについて>


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


