【初心者向け】仕事やDIYで使えるおすすめTIG溶接機5選【100V・200V】 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























【初心者向け】仕事やDIYで使えるおすすめTIG溶接機5選【100V・200V】
2021年06月01日
こんにちは。WELD TOOLです。
自宅で過ごす事が多くなった昨今、仕事での使用はもちろんの事
DIY等でも活躍が出来るTIG溶接機を何種類かご紹介をしたいと思います。
溶接未経験の方でも分かり易く(動画あり)紹介していきますので、
ぜひ最後までご覧ください。

【目次】
①TIG溶接を始めるにあたって必要なもの

- ●溶接機本体(100V or 200V)
- ●母材と同種類の溶加棒
- ●溶接面
- ●保護手袋(作業着等、長袖のものが望ましい)
- ●アルゴンガスボンベ(ガス調整器)
ざっと箇条書きにしましたが、最近の溶接機はある程度セットになっていますので
自身で用意していただくものとしては最低限これくらいになりますね。
TIG溶接は片手にトーチ、片手に溶加棒を持つことになるので
溶接の面に関しては両手が自由に使えるものにして下さい。
②TIG溶接機の選び方
金属でも色々な種類がありますが、特に多いのが鉄、ステンレス、アルミです。
今回はこの3つに絞って説明していきます。
ステンレスや鉄には直流TIG溶接機
主にステンレスを溶接するのに使う。アルミ以外の鉄、チタンなども溶接が可能。
溶接部をシールドするためにアルゴンガスを使う。電極にタングステンを使用。
溶加棒を使わない”ナメ付け”もしくは、溶加棒を使い、両手で作業する溶接方法がある。
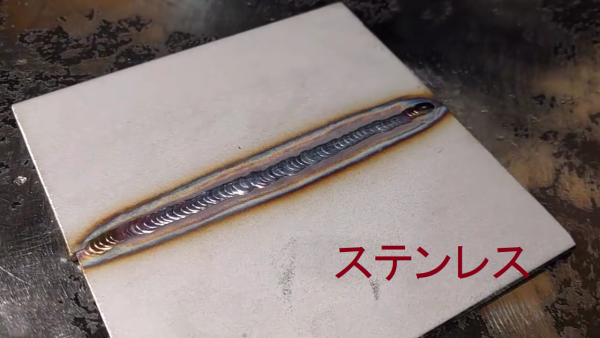
ステンレスの溶接にはステンレスの溶加棒を、母材と同じ材質のものを使う。
スパッタが無く、音も静かで仕上りもキレイ。細かい繊細な溶接にも最適!
アルミには交流TIG溶接機
アルミやマグネシウムの溶接に使用する。
ステンレス、鉄の溶接とは違い、アルミは熱が伝わり易いため、母材全体に熱が逃げていき
最初はなかなか溶けてくれませんが、アルミ自体の融点は低いため、
熱がこもってくると耐えきれずに一気に溶け広がる特徴がある。
溶接してみると粘っこく、ちょっとしたコツがいる。
↓↓アルミ溶接のコツを確認する↓↓
機械を選ぶ際は交流、直流の切り替えが出来る溶接機が両方使えて便利!
パルス機能があるかどうか
パルス溶接は高い電流(溶接電流)と低い電流(パルス電流)を交互に切り替え
溶接を行う方法。厚板溶接はパルスなしで行うが薄板に関してはパルスを用いた方が
母材の酸化、溶け落ち、歪を最小限に抑えられる。
作業時間と使用率
溶接機の使用率は10分間でどれだけ使用できるかを表す。
(例:使用率60%、出力最大で溶接した場合だと6分間使用後、4分間は休憩)
使用率を超えると自動で停止する機種もある為、作業時間に合わせた使用率の
溶接機を選定すると良い。
価格の違い
TIG溶接機を使用するにあたって、電源は主に3種類あります。
- ●200V専用
- ●100V/200V兼用
- ●エンジン駆動式(ガソリン・ディーゼル)
価格としては、
200V専用 < 100V/200V兼用 < エンジン駆動式 の順となります。
エンジン駆動式は電源がいらないため高価です。
その他インバーターとデジタルインバーターがあり、デジタルインバーターの方が高価となり
また最大出力が高い程、高価です。
インバーターとは
インバータとは、直流または交流から周波数の異なる交流を発生させる電源回路、
またはその回路を持つ装置のことである。
溶接機だと、電圧と周波数を変えること。電圧や周波数を変えることによりモーターの回転速度を
細かく調節することができます。
デジタルインバーターとはインバーターと比較して細かく電圧調整が可能。
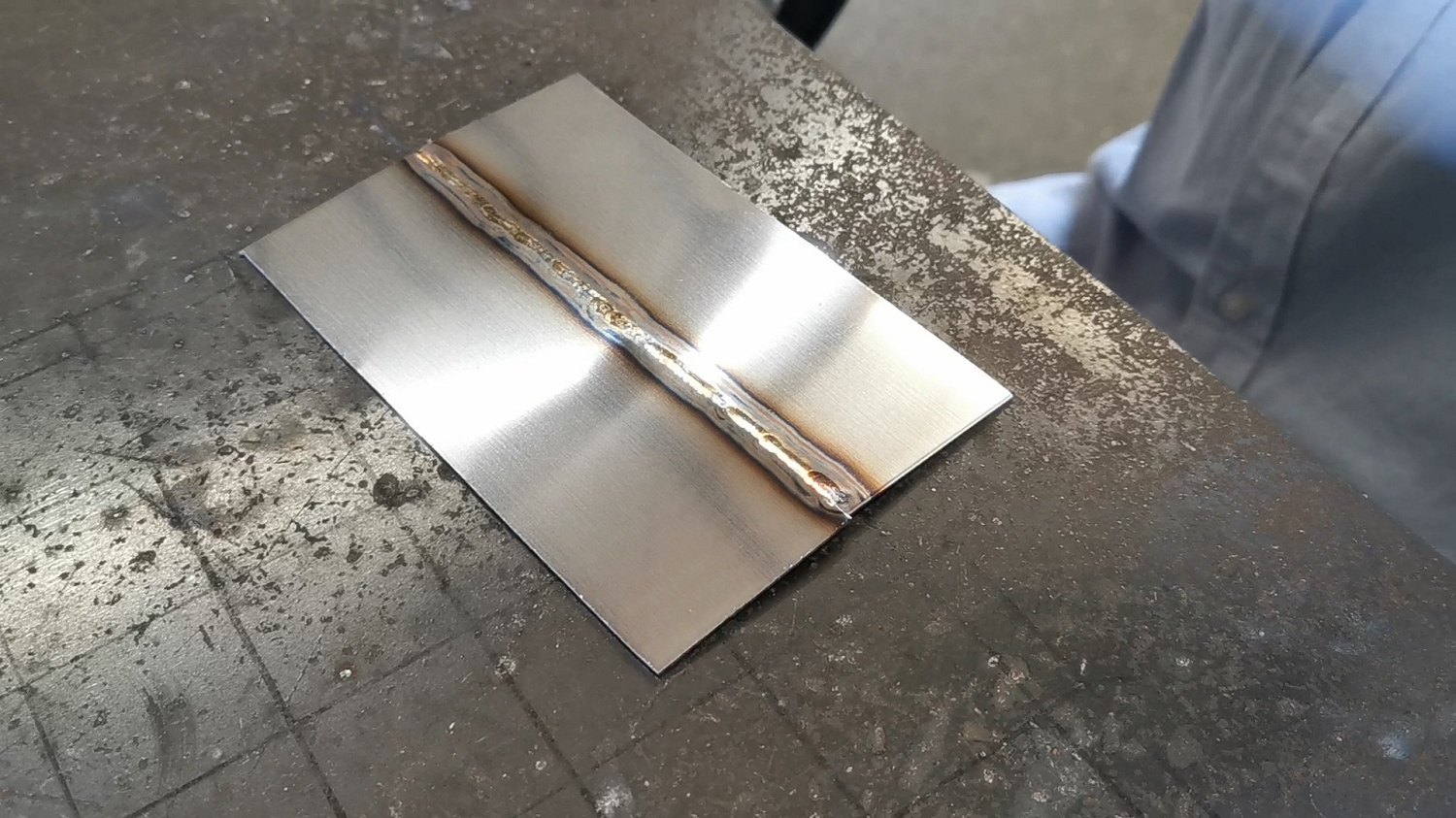
溶接後の仕上がり(綺麗さ)
画像の様に周りにスパッタが一切付着してません。見た目のキレイさは
熟練度にもよりますが、他の溶接方法に比べると顕著に差がみられます。

機種選びは実際に溶接する金属の種類(直流/交流)
厚み等(パルス機能の有無)を考慮して探す事ですね。
③おすすめのTIG溶接機5選
さて、ここからはおすすめのTIG溶接機を5機種ほど紹介していきます。
・インバーター直流TIG溶接機 WT-TIG160【100V】

「WT-TIG160」は何といっても小型・軽量なのが最大の特徴です。
100Vで使えて小型なので場所を選びませんね。
画像を見てもらえると分かるよう
操作も極めてシンプルで、初心者の方も特別難しい設定を行う必要はありません。

TIG溶接機「WT-TIG160」を購入したお客様の声をご覧下さい。
※クリックすると別ページに表示されます。
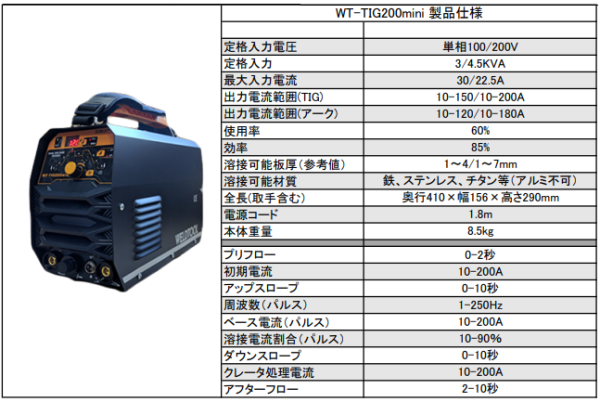
・インバーター直流TIG溶接機 WT-TIG200mini【100V/200V兼用】
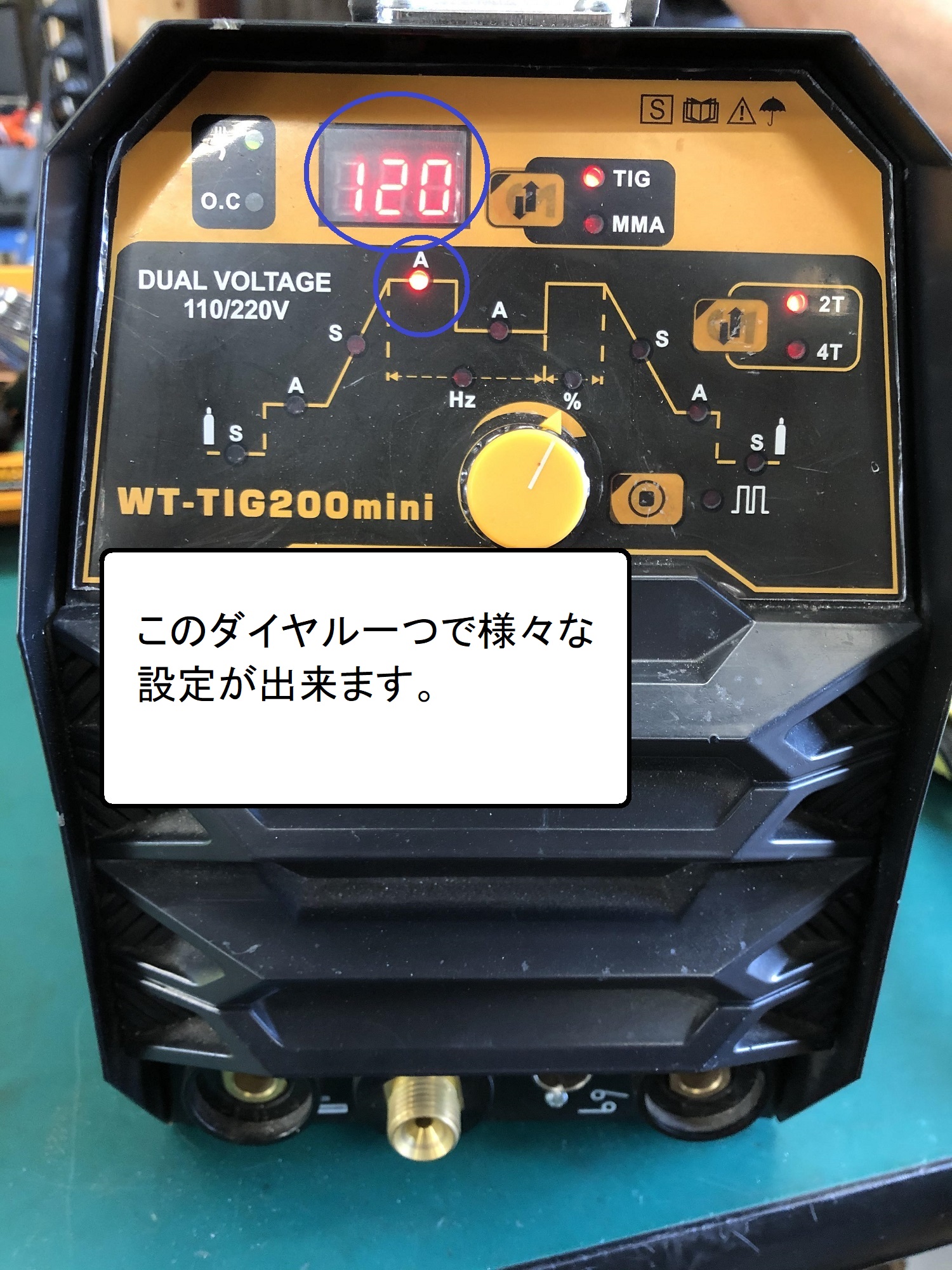
こちらの機種も小型で100V/200V兼用なので場所を選びません。
また、電源の100V/200V変更は自動認識なので差し込みプラグを変更するだけです。
初期電流、クレータ処理電流、プリフロー、パルス制御等、多くの機能が使用できます。
ちなみに100V接続時での最大出力は160アンペアとなります。
アーク溶接(手棒)も出来るのは嬉しいですね。
TIG溶接機「WT-TIG200mini」を購入したお客様の声をご覧下さい。
※クリックすると別ページに表示されます。
・インバーター直流/交流TIG溶接機 WT-TIG200【200V】

TIG溶接機「WT-TIG200」は様々な機能を有するハイスペックモデルです。上記の2機種と
比較して一番違うところは“アルミの溶接”が可能な事です。
アルミ溶接時はAC/DC切り替えスイッチをACにするだけ、操作も簡単ですね。
他にも自己保持、パルスを初めとした多くの機能が付いており、有名メーカーの溶接機と比べても
遜色無いという声も頂いております。
こちらの機種もアーク溶接(手棒)が使用可です。

TIG溶接機「WT-TIG200」を購入したお客様の声をご覧下さい。
※クリックすると別ページに表示されます。
・インバーター直流マイクロTIG溶接機 WT-MTIG250【200V】

マイクロTIG溶接機「WT-MTIG250」は、瞬間的なアーク(1ms~200ms)※200ms=0.2秒
を発生させ母材への入熱を抑える事で、歪や溶接焼けといった不具合を減らすことができる、
新しいタイプのTIG溶接機です。
通常のTIG溶接モード(最大出力250アンペア、板厚約10mm)に加え
薄板溶接に特化したマイクロTIG溶接モード、ステンレス溶接焼け取りができ、
薄板や細かい物の溶接には一番向いている機種だと思います。

TIG溶接機「WT-MTIG250」を購入したお客様の声をご覧下さい。
※クリックすると別ページに表示されます。
・水冷ユニット搭載、直流/交流TIG溶接機 WT-TIG320S【200V】

機種の特徴としましては、
- ●3年保証付き!(Sシリーズに限る)
- ●わかりやすい液晶カラーディスプレイ
- ●一つのダイヤルで簡単操作
- ●厚みを設定すれば電流は自動で設定(最大出力320アンペア)
- ●メモリー機能付(設定を18パターン記録可)
- ●自己保持、パルス制御、クレーター処理、SPOT等多機能!
- ●水冷ユニット搭載!(ON/OFF切り替え可)
- ●7立米のボンベが設置出来る!キャスター付きで移動も楽!
水冷ユニットと溶接機が同期されているので溶接時のみ水冷タンクが作動。
電源は一つでOK、溶接以外は水冷タンクはOFFなので省エネ、音も静か!

TIG溶接機「WT-TIG320S」を購入したお客様の声をご覧下さい。
※クリックすると別ページに表示されます。
④-1実際に溶接をしてみよう(セッティング~仮溶接)
先ずはセッティングですけど、付属されてあるケーブルを
本体に接続するだけです。
今回はWT-TIG200を使用して説明します。

※接続方法は取説に記載
アース先端のクリップは溶接台、もしくは母材に直接挟みます。
(※錆び、塗装で通電が出来てない場合はグラインダー等で削って下さい)

アルゴンガスボンベを接続します。

※ガスホース、ワンタッチカプラも弊社溶接機には付属されております。
トーチ先端に付属の消耗品をセットして・・
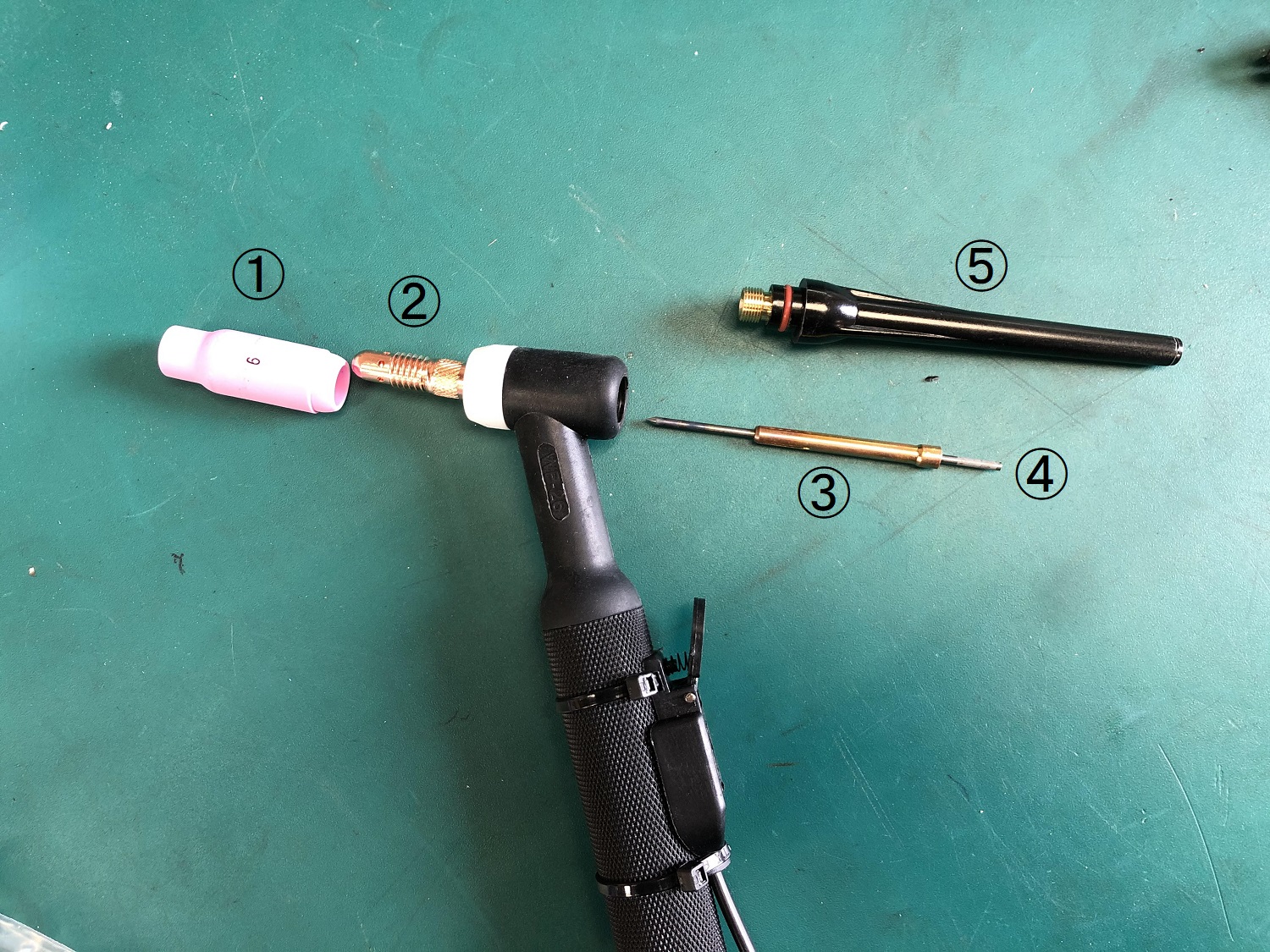
- 1.セラミックノズル
- 2.コレットボディ
- 3.コレット
- 4.タングステン電極
- 5.トーチキャップ(ロング)


こちらにタングステンの種類、研磨について詳しく説明してますので、
良ければ参考にして下さい。
(※クリックすると別ページに表示されます)
セット方法については動画で紹介します。
これで電源を入れ、トーチスイッチを押すと溶接が出来る状態ですね。
次に仮付け(なめ付け)です。
この作業が上手くいかない事には本溶接の難易度が上がるといっても過言ではありません。
ステンレス、厚みは1mmです。まずこの2枚の板を隙間なく合わせ、
数ヵ所仮止めします。

これで下準備は完了ですね。
④-2実際に溶接をしてみよう(本溶接)
溶加棒を使った溶接はこちらの動画をご覧下さい。
ちなみに・・・溶接棒の送り方について
ちょっとしたコツがあり初めてTIGをする方には少し難しいかもしれません。
こちらの動画で棒の送り方を詳しく説明していますので参考にして下さい。
DIYのTIG溶接に資格は必要なのか?
結論から言いますと、個人の趣味として溶接を行うのであれば不要です。
ただ会社が仕事として溶接をするのであれば、「アーク溶接特別教育」といった講習を
受ける必要があります。
アーク=放電、当然危険は伴ってきますのである程度の知識は必要となります。
⑤TIG溶接機を買う前に実際に試してみるのがおすすめ
弊社では機械購入前に実際に使用をしてみたい、溶接(設定)を教えて欲しいといった
お問い合わせがよくあります。前もってご連絡いただければ使用してみたい
機種をご用意してお待ちしてます。
※クリックすると別ページに詳細が表示されます。
初心者向けに溶接講習もしておりますので、
埼玉近辺に拠点がある方は是非ご利用ください。
(※クリックすると別ページに表示されます。
下部に予約フォームがあるのでご利用下さい)
ここまでご覧いただき、ありがとうございました。
ご不明な点がございましたらお気軽にお問い合わせ下さい。
今回使用した機種はコチラ。※クリックすると別ページに表示されます。





溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


