"WT-TIG200"直流/交流TIG溶接機の納品にあわせ溶接ミニ講習を行ってきました!【アルミ溶接編】 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























“WT-TIG200″直流/交流TIG溶接機の納品にあわせ溶接ミニ講習を行ってきました!【アルミ溶接編】
2022年01月19日
こんにちは、関東営業所の磯部です。
今回は、WT-TIG200 直流/交流TIG溶接機の納品時に取扱説明と併せてアルミ溶接の
ミニ講習を頼まれ行ってきました。

お客様は足場屋さんですが、足場の組立て時に使用する防音パネルのアルミ(枠)フレームが劣化
して、コーナー部が割れてきてしまう場合があるそうで、そのために割れた部分を溶接して補修
したいそうです。(新しく買うと20,000円位するので、溶接して治れば安上がりです 😀 )



現場に行ってみると大量に山積みされていました 😯 これが1,000枚くらいは有るそうです。
補修する量が半端なく多いので購入に際して、できるだけ作業時間を短縮し、負担を減らすために
TIG溶接機 と 半自動(パルスミグ)溶接機(アルミ溶接に特化)を事前に試し比較し検討しました。
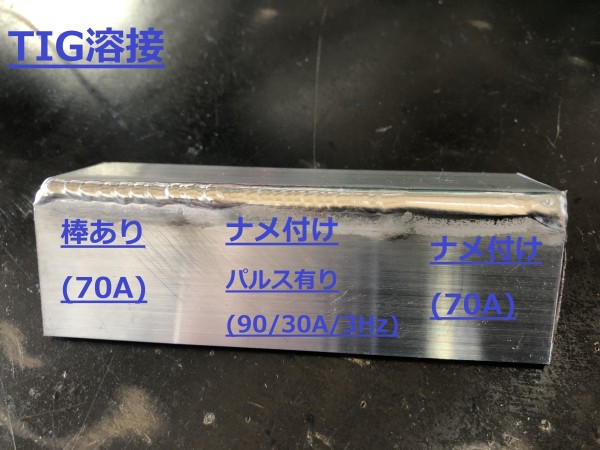
TIG溶接は割れ具合に応じて溶接速度を変えたり、溶接棒を入れる量を自由に変えられるので確実
で溶接品質が安定します。代わりに溶接速度(時間)は、ゆっくりです。
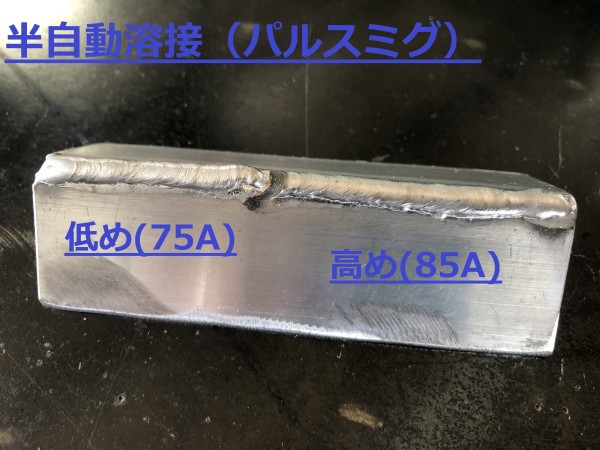
その逆に半自動溶接機は、溶接が容易で溶接速度(時間)も早いので時短に成ります。
しかし、溶接電流の高低や溶接速度の遅速によって溶け込み方や余盛がバラついてしまいます。
その為にTIG溶接のような小細工は難しいです。(薄板の場合 / 画像は板厚2mm)
<詳しくは、こちらをご覧下さい。>(クリックすると別ページに表示されます)
アルミ溶接のTIG溶接or半自動溶接まとめ
という事で今回の作業では、割れ方の状態が様々ですし、余盛が高いと仕上げ(研磨)の時間が増え
てしまうので、トータルの作業時間を考えると確実性の高いTIG溶接機を使う事にしました。
それではミニ講習です。
溶接作業を行う方は、アーク溶接(手棒溶接)の経験が有るそうで、早速、アーク出ししてみます。
TIGトーチの持ち方、送り方などを説明しアークを出し溶融プールを造ってみます。

溶融プールの感じが掴めたので、実際に溶接する物と同じ形状で練習してみます。先ず仮付けです。
そして、角の突け合せをナメ付け溶接(共付け溶接)して慣れて貰います。手棒アーク溶接で慣れ
ているせいか、片手で安定して送ってます


溶接速度(トーチ送り)を速め、遅めで試しました。
忘れてましたが、板厚は2mmです!薄くて小さな板なので、後半部分は入熱が高くになり溶け
落ちてしまいました。これがアルミ特有の特性です。アレレ!と、誰もがアルミ溶接で経験する
”あるある”です(笑) 従って、後半は溶け込みを見ながら速度を(可成り)上げるか、断続で溶接
すると良いです。

続いて、溶接棒入れを練習します。


初めての場合、ホボホボここで手こずります。溶接棒を入れる方に意識を持っていかれて、トーチ
送りの方が疎かで不安定(角度の変化や母材から離れ過ぎたり、タングステンをくっ付けてしまっ
たり)に成ってしまいます。安定したトーチ送りと溶接棒の入れ方、タイミングに慣れが必要です。

更に実践での溶接では、割れた箇所には隙間が有りますので、溶接の仕方を見て貰い
説明をしました。これは、点付けを重ねて断続していけば、そんなに難しくないです。
(慌てずに一回毎に確りと冷して固める)

それでは、実践にいきましょう!

オット、ちょっと待った!
よく見るとこのアルミフレームの表面はアルマイト処理されています。表面の白っぽい色が
そうです。これは、塗膜みたいなもので削り落さないと溶接できませんので、要注意です!
(最近、ホームセンターで売っているフラットバーはアルマイトされている物が多いので)

アルマイトを削り落して、コーナークランプで確りと固定してから溶接します。


溶接の結果、
この程度のひび割れならば、わりと容易にキレイに溶接できました。(長さも3cm位で短いので)
【before】 【after】


しかし、こちらは、角の縁が殆ど欠けて無くなっていたので、多目に肉盛ってしまいました。
【after】です。すみません、肝心な【before】の写真を撮り忘れてました 😥

あとは実践が練習になるので、数をこなせば上達していきます。
最初の10枚位で感覚が掴め、20枚位溶接すると慣れてきて、そしてその後は、楽に溶接ができ
、楽しく成ってくると思います。最後の1,000枚 😯 が終わった頃には、間違いなくアルミ溶接
の達人に成っていますょ。頑張って下さい!
この度は、WT-TIG200溶接機をご購入いただき、誠にありがとうございました。
また何か溶接で困った点などございましたら、お気軽にお問い合わせ下さい。
弊社の溶接機をご購入いただくと丁寧な操作説明から溶接講習まで行いますので、
初心者でも安心してご使用いただけます。
今回使用した機種の詳細はこちらよりご覧になれます。
・WT-TIG200 直流/交流TIG溶接機
(クリックすると別ページに表示されます)


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


